
|
|
|
|
Литература --> Водородные ионы в производстве позволили Германии заменить ими высоковязкие иностранные масла, особенно в смазке авиационных двигателей, а также соприкасающихся с водою частей судов и подводных лодок, тяжело нагруяенных подшипников машин, работающих на перегретом паре, и компрессоров высокого давления. Физико-химическ. явления вольтолиза-ции до известной степени выяснены и изучены В. Нернстом, Эйхвальдом, Г. Фогелем и Л. Гокком. Согласно толкованию этих авторов, ионный Удар, возникающий при тихом разряде, выбивает из молекулы масла атом водорода, который, получив живую силу, становится весьма активным и присоединяется к ненасыщенной группе другой молекулы, служащей акцептором; остаток же от ионизированной молекулы, увеличив свою ненасыщенность, соединяется с другими подобными же остатками в высокомолекулярные продукты конденсации. Эти последние являются носителями своеобразной вязкости и маслянистости В. м. В частности, напр., благодаря ионным ударам азота в олеиновой к-те образуется до 11% стеариновой, вследствие присоединения водорода, а также глицерид с мол. весом до 6 ООО, к-рый находится в остальной среде в состоянии золя, при чем йодное число уменьшается после 24 ч. вольтолизации с 90 до 51. Подобные же процессы происходят в триглицеридах, углеводородах из каменноугольного и буроугольного дегтя и т. д. По Бйкеру, схема образования В. м. из минеральных масел м. б. выражена ур-ием: Н2П+2 + СщНзтг Сц 1дН2(п (-т) + 2 + Hg. Выход водорода составляет 7-10 л на kWh, продукты же полимеризации образуют коллоидный раствор, как доказано Гокком. Лит.: Н о I d е D., KohlenwasserstoffOle и. Fette, о. 271-274, 6 Aufl., В., 1924; F г 1 е d г 1 с h, Z. d. VDI . 1921, В. 35, p. 1171; E 1 с h w a 1 d E., Z. ang. Ch. ,1922, B. 35, p. 505; Eichwald E., ibid., 1923, B. 36, p. 610; V 0 g e 1 H., ibid., 1920, B. 33, p. 232; Hoch L., Ztschr. f. Elektrochem. und an-gew. physik. Chemie*, Lpz., 1923, B. 29, p. HI; В i e 1 C, Die Reibung in Gleitlagern, Z. d. VDI , 1920, B. 64, p. 449; В e с к e r G., Wissenschaltl. Ver6ffentl. aus dem .Siemens-Konzern , Berlin, 1926, B. 6, p. 160; Г. П. 167107, 234543, 236249, 251591, 429551; Am, П. 1578624. П. Флоренский. ВОЛЬФРАМ, W, атомный номер 74, ат. вес 184,0-твердый металл серебристо-белого цвета, Г пл. ок. 3 400°; твердость-7,5. Уд. в. В., сплавленного в электрическ. печи, 18,7; при механич. обработке уд. в. может быть доведен до 20; теплоемкость 0,036; коэфф. расширения 336-10 ; электрич. сопротивление (куб с ребром в 1 см) холоднотянутого металла 6,2 (Мй; металла, полученного прокаливанием, 5 /гй при 25°. Температурный коэфф. электрич. сопротивления в пределах от О до 170° возрастает на 0,0051 (при по? вышении t° на 1°). Сопротивление разрыву вольфрамовой проволоки м. б. доведено до 460 KzJMM. При обыкновенной t° вода и воздух на В. не действуют; при t° же красного кале1шя В. медленно окисляется, образуя ангидрид вольфрамовой к-ты. Расплавленные фосфор и сера заметного влияния на В. не оказывают; в парообразном состоянии они быстро превращают его в фосфиды и сульфиды. С азотом металл непосредственно ни-, трида не дает. Крепкие серная и соляная кислоты разъедают вольфрам; при действии азотной и плавиковой кисяот он не изменяется; царская водка и смесь плавиковой и азотной кислот растворяют металлический вольфрам. См. Справочник физ., хим. и технолог, величин. Главнейшие природные соединения В.: 1) вольфрамит (так называем, волчец) (Ре, Мп) WO4; 2) ш е е л и т CaWOi; 3) в о л ь-фрамовая охра WO3; 4) гюбнерит MnWO*; 5) ферберит FeW04 и др. Вольфрамовые руды, обычно содержащие от 0,5 до 8% WO3, сначала подвергают обогащению, что достигается сравнительно легко в виду высокого уд. в. соединений В. Для этой цели минералы размалывают и подвергают промывке; при этом примеси малого уд. в., как кварц, полевой шпат и др., увлекаются током воды; соединения олова и молибдена удаляются в магнитных сепараторах. Получаемый т. о. концентрат содержит от 50 до 75% WO3. Для получения из обогащенной руды чистого ангидрида вольфрамовой к-ты WO3 руду смешивают с избытком кальцинированной соды и вносят в пламенную печь; получаемую тестообразную массу выдерживают два часа в печи при 800°, затем V быстро повышают и полученную жидкую массу выливают в железные тележки. После охлаждения сплав размалывают и экстрагируют кипящей водой; при этом примеси соединений меди и висмута остаются в осадке, а горячий раствор вольфрамовокислого натрия выливают в горячий же раствор соляной к-ты, взятой в избытке. В этих условиях вольфрамовая к-та выделяется в виде тяжелого легко отфильтровываемого осадка, который тщательно промывают подкисленной водой, отжимают на фи.тьтрпрессах или на путче и сушат при 300°. Для получения чистого WO3 сырой продукт растирают в водном аммиаке и вновь осаждают кислотой. Для получения металлическ. В. WO3 смешивают с углем и связующим материалом (напр. берут 100 ч. WO3, 14,1 ч. древесного угля и 2 ч. канифоли), смесь загружают в тигли из тугоплавкой глины, крышку замазывают также глиной и тигли помещают в печь, t° к-рой постепенно доводят до 1 300 - 1 400°; образующуюся в результате восстановления черную порошкообразную массу размачивают и отмучивают от непрореаги-ровавшего угля. Полученный этим путем металлич. В. можно непосредственно применять для изготовления сплавов. В., идувдий для изготовления калильных нитей электрич. лампочек (см. Вольфрамовая проволока), готовится восстановлением чистого ангидрида вольфрамовой к-ты цинком или прокаливанием его в атмосфере водорода при 800- 1100°. Металлич. вольфрш широко применяется в технике для приготовления разных сортов вольфрамовой стали, обладающих ценными механич. свойствами. Соединения В. Вольфрам принадлежит к У1 группе периодич. системы и, являясь ближайшим аналогом хрома, дает высший солеобразующий окисел WO3; в своих важнейших солеобразн. соединениях вольфрам в:зодит как составная часть аниона. Кроме WO3 известны и другие кислородные соединения вольфрама: WOa, W2O3, W4O3, WeOg, WeOii, WgOg; из них больше всего изучена WOg-двуокись, получаемая при частичном восстарювлении WO3 водородом,- коричневый порошок, дающий в струе хлора хлорокись WOgClg. Наиболее важным соединением В. является ангидрид вольфрамовой к-ты WO3 (о получении его см. выше)-желтый тугоплавкий порошок уд. в. 6,3, нерастворимый в воде и растворяющийся в плавиковой к-те; при восстановлении водородом при 250° переходит в синюю трехокись WgOg. Последняя образует два гидрата: вольфрамовую, кислоту H2WO4 и метавольфрамовую к-ту H2W4O13. С щелочами обе кислоты образуют соли, водные растворы к-рых растворяют WO3, образуя целый ряд поливольфрамовых к-т. С различными минеральными кислотами вольфрамовая кислота образует ряд комплексных к-т, из к-рых кремневольфра-мовая 10 W03-Si02.4H20 и фосфорновольф-рамовая 12 WOg-HgPOi.xHaO применяются как реактив на алкалоиды. Из солей вольфрамовой кислоты (в о л ь-фраматов)втехнике применяют: 1) воль-фрамовокислый натрий NaaW04.2H20-прозрачные блестящие листочки триклинич. системы, легко растворимые в воде; применяется для изготовления огнеупорных тканей; 2) вольфрамовокислый барий BaW04, получаемый из натриевой соли посредством осаждения хлористым барием; вследствие высокой кроющей способности применяется как белая краска; 3) вольфрамовокислый кальций CaWOi, получаемый из растворов NaaWOi и CaCla; применяется для изготовления экранов при рентгеноскопии. При восстановлении водородом или оловом солей поливольфрамовой к-ты получаются т. н. вольфрамовые бронзы (см. Вольфрамовые краски). При сплавлении поливольфрамата состава NaaW04-W03 с оловом и при последующем кипячении сплава сначала с водой, затем с соляной к-той и, наконец, с едким кали получается соединение NaaWgOe-блестящие кристаллы с золотым отливом. Из других соединений В. в последнее время большое значение приобрел карбид В., применяющийся для изготовления огнеупорных тиглей, труб и т. п. Он получается сплавлением в электрической печи карбида кальция с вольфрамом. Лит.: Годовой обзор минеральных ресурсов СССР за 1925/26 г., Л., 1927; L е 1 s е г Н., Wolfram, Halle, 1910; MennickeH., Die Metallurgie d. Wolframs, Berlin, 1911; G m e 1 1 n und Kraut, Handbuch der anorganischen Chemie, Heidelberg, 1909. A. Mohocsoh. ВОЛЬФРАМОВАЯ БРОНЗА, см. Справочник физ., хим. и технолог, величин. ВОЛЬФРАМОВАЯ ЛАМПА, см. Лампы электрические. ВОЛЬФРАМОВАЯ ПРОВОЛОКА, проволока, получаемая из металлического вольфрама, к-рый обладает следующими физическими и механическими свойствами (см. табл. 1 и 2). Термоэлектрическ. сила W Ft (если один спай будет при 0°,а другой при 100°) достигает 4-0,9 mV (направление тока в холодном спае W-Pt). Температурный коэфф. электрич. сопротивления междуО и100°равен (4,8 + 0,05) х 10~. Удельное электрич. сопротивл. в й-мм/м:
При t° ок. 2 000° сопротивление разрыву остается менее 0,001 той же величины при комнатной t°; приблизительная t° рекристаллизации (см.) вольфрама -1 200°. Металлический вольфрам для В. п. получается восстановлением из вольфрамовой к-ты струей водорода при -SOO-1100°. В зависимости от °газа и скорости его струи получается порошок металлич. вольфрама в виде зерен различной величины от 0,5 до 15 U. Этот порошок превращается в проволоку следующими операциями. Прессование,порошка впалоч-к и. Растертый и просеянный порошок под гидравлич. прессом обращают в палочки (и н-готы) (фиг. 1). Операцией этой приводят форма Фиг. 1. металлич. порошок в такое состояние, при к-ром сцепление частиц настолько велико, что возможны, с известной осторожностью, всякие манипуляции с такими палочками. Условия, при которых происходит наилучшее сцепление, формулируются так: 1) Каждой крупности зерна соответствует определенное давление, называемое критическим при котором получается достаточное сцеп ление кристаллов. 2) Давление на порошок плотность насыпания которого выражается числами 20-40, выражается в 450 кг/см при более высоком давлении качество, бру ска не улучшается, тогда как износ форм ускоряется. 3) Материалом для формы, в которой производят прессование (фиг. 1), служит сталь, к-рая предварительно цементируется и тщательно отполировьшается (в наст, время очень рекомендуется нитрированная Табл. 1.-Ф изические сво11ства.
сталь). 4) При выполнении операции прессования надлежит наблюдать за чистотой формы, ничем ее не смазывать и перед прес- Табл. 2.-Механические свойства.
совкой тщательно очищать; время от времени полировать, 5) Не следует прикасаться руками к порошку и форме изнутри, т, к. пот рук чрезвычайно вредно отзьшается на последующих результатах, 6) Штемпель пресса должен плотно входить в форму и выниматься из нее со звуком, т. е, должен 0ыть тщательно притерт и передавать давление равномерно по всей поверхности во избежание получения слоистости в прессуемом бруске, которая делает невозможным приготовление из такого бруска проволоки. 7) Не следует спрессованные штабики держать в запасе; обычно в тот же день отпрессованные палочки должны подвергаться дальнейшей операции-спеканию. Спекание имеет целью придать отпрессованной палочке большую прочность, что достигается обработкой палочки в восстановительной атмосфере водорода- в трубчатой печи из кварца, нагреваейой электротоками до соответственной Г, Операция происходит в течение 2 часов, остыв9.ние требует примерно того же времени. Темпера-тФУ поднимают постепенно, доводя до максимума после одного часа. В печь палочки загружают по \ Сгу) несколько штук и л укладывают на ша- мотовые пластинки, покрытые вольфрамом. Выполняя процесс спекания, надо на бл юдать, чтобы t° не переходила за пределы, при которых начинается энергичный рост кристаллов, т. е. для вольфрама 1300°; во все время операции должен протекать газ совершенно сухой, т. к. присутствие паров воды вызывает интенсивный рост кристаллов. После спекания палочки по внешнему виду отчасти напоминают уже плотный металл и приобретают такую прочность, что пер.е-носят давление зажимов и допускают об- 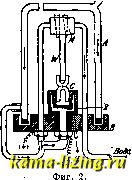 работку слесарными инструментами. После операции палочки могут лежать неограниченное время без вреда для хода дальнейшей обработки. Но все же кристаллы штабика после этой операции еще не настолько связаны между собой, чтобы их можно было обработать на проволоку; поэтому их подвергают следующей операции - формированию, или сварке. Формирование (сварка) имеет целью придать строению штабиков такую плотность и характер структуры, чтобы можно было их обрабатывать ковкой и протяжкой. В виду малых размеров палочки, практически удобнее нагревать ее электротоком, включая ее как сопротивление в цепь. Для устранения окисления вся операция сварки ведется в атмосфере водорода. Водород должен быть достаточно сухим, чтобы не вызвать из-лишн. роста кристаллов, который и без того при этом процессе неизбежен. Явления,про-исходящ. здесь, не тождественны с теми при накаливании 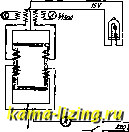 Фиг. 3 которые происходят электротоком плотного металла, вследствие того, что здесь металлические стержни состоят из прессованного порошка; т. к. химич. и физические свойства этого порошка в разных партиях всегда различны, получение идентичных конечных результатов при сварке весьма затруднительно. На основании исследований над изменениями структуры в таких брусках операцию формирования для получения ковкого металла нужно вести при температурном режиме, наивыгоднейшем для порошкообразной смеси определенного объема встряхивания. Этот режим устанавливается эмпирически и соответствует 95-98% той нагрузки в амперах, при которой наблюдается плавление стержней; все спрессованные стержни подвергаются формированию под такой нагрузкой. Самый процесс сварки ведут, руководствуясь практически выработанной схемой времени подъема силы тока в цепи, ее стационарного действия и снижения. Процесс сварки вьшолняется на аппарате, изображенном на фиг. 2 и 3. Колпак А с двойными стенками, между к-рыми течет холодная вода по стрелке, устанавливается на поддоне В, в котором проложено резиновое кольцо, благодаря чему получается несколько ббльшая герметичность, чем если
|
||||||||||||||||||||||||||||||||||||||||||||||||||||