
|
|
|
|
Литература --> Водородные ионы в производстве 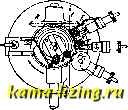 Фиг. 59. будут придержаны платинными крючками Р2, ъо избежание выскакивания их из игол. В англ. круглых станках применяются как неподвижно укрепленные, так и подвижные иг.ты. Кулирующий аппарат состоит из крыльчатого колеса с косо стоящими стальными зубьями; последние находятся в сцеплении с иглами станка, и благодаря этому кулирное колесо приводится в движение игольным кругом станка; самостоятельного движения ему не сообщается. Зубья колеса изгибают нить в незамкнутые петли между иглами во время вращения игольного круга, но не продвигают незамкнутых петель в крючки игол. Примером англ. круглого станка может служить круглая головка , изображенная на фиг. 59 и 60. Игольная фонтура вращается на оси А и приводится в движение конической шестерней R, сцепляю- шейся с зубьями Z. Кулирное колесо к устанавливают так, что подводимая нитеводителем нить f поднимается по иглам наверх в форме незамкнутых петель. Перед второй подпоркой aSi устанавливается такое же колесо г, которое заканчивает ку-лирование, выравнивает петли и прижимает их к крючкам игол. За ним идет прессовое колесо Рг а против него-наносящее колесо Ь (оно поднимает старые петли над прижатыми крючками игол) и, наконец, сбрасывающее колесо Ъ, которое сбрасывает нанесенные петли над головками игол. До подхода к прессовому колесу товар го оттягивается частью вниз, а после прохода через сбрасывающее колесо-железной частью е внутрь. На фиг. 61 изобранена круглая мальез-ная машина для рисунчатого товара, а на фиг. 62-циркулярная машина для выработки трикотаяшого полотна для белья. Производительность вязальной мапшны определяется числом предметов, вывязываемых ею в течение определенного времени. Для сравнения различных вязальных машин в отношении производительности следовало бы принять длину ряда петель, который вывязывается в единицу времени. Эта длина в то же время выражает собой и скорость вращения игольного круга, потому что путь, проходимый иглою в секунду, равняется длине вывязываемого в это время ряда петель, т. е. где а- диаметр игольного круга, а и-число оборотов станка в минуту. Два одинаково быстро работающих станка могут, конечно, выпускать различные количества товара, если, 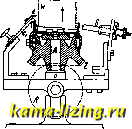 Фиг. 60. напр., один станок вывязывает плотный, а другой-редкий товар, или если один из них имеет более частые игольные деления и образует более короткие петли. Тем не менее масштаб, указьшающий производительность круглых станков, указывает в то же время и скорость всех прочих операций, например операции кулирования; так как платины должны опускаться и протаскивать нить с такой же скоростью, с какой вращаются иглы, то приходится замедлять скорость вращения станка, если желают получить хороший и правильно сработанный товар. В табл. 2 приводятся данные, касающиеся производительности различных станков. Из этой таблицы следует, что производительность обоих видов круглых станков 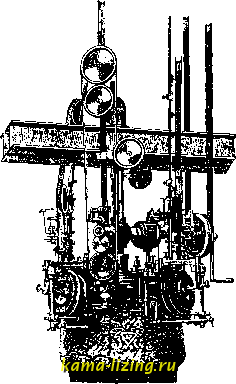 Фиг. 61. для гладхшх изделий составляет в среднем 550 мм/ск и что производите.1Ы10сть станков для бортовых изделий гораздо ниже прочих. Это объясняется тем, что при вывязывании бортовых изделий нить кулируется гораздо глубже, чем при выработке гладких изделий. То же относится и к станкам, вывязывающим другие узоры, например петинет. Относительно сравнительной производительности толстых и тонких номеров следует сказать, что в первых кулирование требует большей глубины и, следовательно, работа происходит медленнее, но здесь и игольные деления больше, а потому производительность такого станка не д. б. ниже производительности станка тонкого . С другой стороны, следует иметь в виду, что в станках тонких номеров платинам труднее войти в Табл. 2.-П р о и S в о д и т е л ь н о с т ь круглых трикотажных станков.
узкие промежутки между иглами, чем в толстых, вследствие чего у первых вращение происходит медленнее. Плоские трикотажные кулирные станки строятся: типа Коттона-до 24 фон-тур в одной машине, а типа Педжета-до 12. Станки Коттона, разделяющиеся на пагле-ночные и следовые, весьма устойчивы, так как в них приводный вал лежит в стойках глубоко внизу и, кроме того, главные части машины и товар хорошо видны рабочему, несмотря на значительн. длину машины. На станках Коттона впервые было введено то усовершенствование, что во время вывязывания одного ряда петель кулируется нить следующего ряда; это значительно ускоряет производство. Другое важное нововведение, получившее широкое распространение, заключается в том, что брусок, на котором сидит конек, крепко соединен с бруском, на котором расположены крючки, поэтому конек передвигает крючки всегда на одинаковое расстояние, чем обеспечивается вполне равномерное кулирование. Если вырабатывается более плотный или, наоборот, более редкий товар, то все это приспособление или удаляется от платин или приближается к ним. Устройство этого станка изображено на фиг. 63: игольная планка N с иглами п стоит вертикально перед платинами р, которые находятся в платинной планке Мь. В тонких станках применяются падающие и стоячие платины. Падающие платины придвигаются к иглам рычагами S при помощи конька г. Пресс образуется нижней гранью платинной планки h. Конек приводится в действие посредством передвигания бруска R или t, соединенного с буферами. Нитка f подводится трубочкой, прикрепленной к бруску нитеводителя !<, к-рый соединен с коньковьш аппаратом R. Нитка подводится перед платинами и позади игол. Станок Педжета т. Э. т. IV. также имеет подвижный игольный брус и отбойный гребень, но иглы в нем распстожены горизонтально. Главн. недостаток станка Педжета по сравнению с предыдущим заключается в меньшем числе фонтур. Производите.тьность плоских трикотажных станков. Для сравнения производительности плоских и круглых станков необходимо исходить из предположения, что они имеют только одну систему. Тогда нетрудно будет убедиться, насколько в общем при меньшей скорости работы плоские станки дают меньшую производительность сравнительно с круглыми. В то время как во всех круглых станках производительность зависит лишь от скорости кулирования и окружной скорости вращения игольного круга, на плоском станке вывязывание ряда петель отстает от движения кулирующего аппарата. Это расхождение зависит отчасти от способа образования петель, отчасти от прямолинейных прерывающихся движений станка. В новейших станках средняя скорость ку.тирования приближается к скорости кулирования ручных станков, но тем не менее производительность плоских 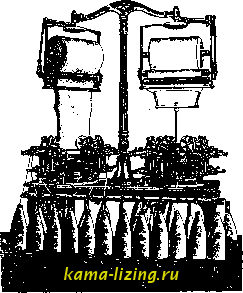 Фиг. 62. станков всегда значительно меньше кулирования (приблизительно вдвое). В табл. 3 приведены сравнительные данные о скорости различных кулирных станков для гладкого и ластичного вязания,собранные Вилькоммом. Из этой таблицы видно, что широкие станки кулируют скорее и отличаются большею производительностью, чем узкие. Первое объясняется тем, что в узких станках конек доходит до конца своего пути, только еще начав двигаться и пе успевая развить максимальной скорости, т. к. в начале и в конце 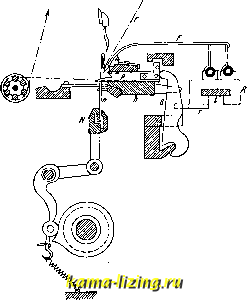 Фиг. 63. пути, после остановки и перед остановкой, коньку приходится двигаться медленнее. Более высокая производительность широких станков объясняется отчасти значительной скоростью кулирования, отчасти сравнительно небольшой разницей между путем коАька и наибольшей рабочей шириной. Они выпускают редкую кишку, идущую на выработку шалей (Schalmaschinen). Плоские осново-трикотажные станки, в интересах быстроходности, строятся в настоящее время так,что длина игольных крючков и величина платин доведены до минимальных размеров, а все быстро движущиеся части колеблются около своего ц. т., во избежание сотрясений. Иглы расположены по большей части вертикально, для того чтобы легче было обозревать вывязанные ряды и замечать дефекты. Игольная планка подвижна для сокращения движений платин. Такого рода станок ( вер-телка ) изображен на фиг. 64. Все необходимые движения выполняются автоматически посредством эксцентриков вала Т. Гребенки /с передвигаются в сторону автоматическими нарезными колесами или цепным приводом. Платины р находятся между иглами п и расположены на платинной планке Р под игольньнуг рядом и впереди его. П.чатины движутся вперед и назад посредством Pj, а вверх и вниз-посредством НН,. Гребенки к с дырчатыми иглами I, ведущие нить f, приводятся в движение рычагом ММ, и эксцентриком Е вала Т. Нити f сбегают с основных навоев F, F, кладутся на и под иглы п и платинами р продвигаются в крючки игол, после чего пресс Рг прижимает их. Сам пресс приводится в действие рычагом Ш. Товар при помощи роликов 1, 2 а 3 навивается на товарный навой W. Для получения фасонных и узорчатых изделий наиболее употребительна так называемая рашель-машина, или фанговый осно-вотрикотажный станок, изображенный на фиг. 65. Язьшковые иглы п, расположены в двух игольницах. Обе стоят почти отвесно друг за другом, и когда одна поднимается, другая опускается. Верхние части игол Табл. 3.-р о и 3 в о д и т е л ь н о с т ь и л о с к и X трикотажных станков.
Осново-трикотажные станки. Т. к. на этих станках изготовляются исключительно кроечные товары, то в их эволюции от ручного станка, с одной стороны, не встречалось затруднений в отношении сбавки петель, а с другой стороны, не было основания предпочитать круглую конструкцию плоской. Поэтому круглые осново-трикотажные станки применяются лишь в виде маленьких машин с редкими делениями. ложатся в отбойные планки S. В зависимости от той или иной плотности товара эти планки можно поднимать и опускать посредством установочных винтов. Гребенки д, gi с дырчатыми иглами движутся назад и вперед рычагом N и соединениями тт, дырчатые иглы кладут поочередно свои нитки f, fx в переднюю и заднюю игольницу. Кроме того, гребенки должны еще передвигаться в сторону, что делается цепным при-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||