
|
|
|
|
Литература --> Водородные ионы в производстве  Фдг. 47. -слепо на соседние иглы, для того чтобы они не образовали петель. Примеры: а) маленькое филе (фиг. 45): две гребенки с половинным числом нитей; обратные ходы скрещиваются в 5, Si; соседние петли в т, не -соединяются; б) круясевной грунт (фиг. 46): прессованные ряды р чередуются с непрессованными?, для чего пресс выключается через ряд; в) уточное филе (фиг. 47): одна гребенка кладет нити f всегда на одни и те же иглы, так что петельные столбики д ничем не соединяются друг с другом. Вторая гребенка протаскивает нити S под иглами. Эти нити S обвивают затем нити f наподобие утка. Процесс повторяется через один или несколько рядов, направо и палево. Г. Узорчатые товары, требующие особых приспособлений. 1) Прессовой узор (фиг. 48): иглы прессуются при посредстве зубчатого пресса группами, и только к этим иглам подводятся нити. Наложение все время производится на 1. При передвиганий гребенки узорный пресс Рг также передвигается, так что постепенно все иглы обкладываются. 2) Двусторонний осново-вязальный товар (фиг. 49) вяжется на рашель-машине (см. ниже) с двумя игольницами; V-передняя, Л-задняя игольница. Нить f кладется сначала вокруг игол v и образует петли; затем производится наложение на задние иглы h на одно деление влево а, после чего делается наложение на передней игольнице опять налево Ъ и, наконец, на задней игольнице наложение с. Петли Фиг. 48. liiiiiiiiiiiiiiflB
 Фиг. 49. Фиг. 50. передней игольницы перемещаются, а на задней игольнице они всегда образуются на одних и тех же иглах аи с. 3) Фанговый товар (фиг. 50) работается двумя игольни-дами и двумя гребенками с полным числом нитей. В ряду V одна гребенка кладет нити / направо, другая-нити Д налево. При этом приводится в движение передняя игольница. При поднятии второй игольницы h, f ложатся налево, -направо. Т. о. на обеих игольницах одинаковые наложения приходятся на одни и те же иглы. Соседние петли соединяются только при переходе от переднего к заднему ряду путем скрещения нитей. Вышеуказанным далеко не исчерпьшаются возможные виды переплетения нити в В.-т. п., и в особенности осново-вязание открывает неограниченный простор узорчатым комбинациям. IV. Машины и станки для В.-т. п. Громадное разнообразие типов машин и применение моторов и автоматич. устройств к самым маленьким машинам весьма затрудняет их классификацшо и в особенности лишает 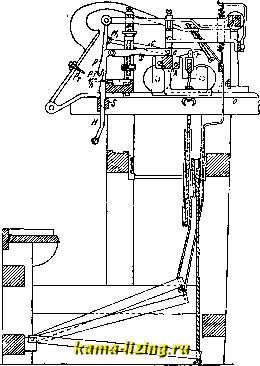 Фиг. 51. почвы прежнее деление на ручные и механические станки. Более естественной поэтому является группировка на вязальные (часто называемые чулочными) станки и трикотажные машины: первые (Strickmaschinen) изготовляют предметы почти в совершенно готовом виде, вторые же (Wirkmaschinen) выпускают целые куски ткани для вырезных или кроечных изделий или такие части одежды, которые еще требуют значительного сшивания. Прототипом вязальных машин послужил так наз. коньковый станок, к-рый, с извести, видоизменениями, находит и до сих пор применение. Он изображен на фиг. 51. Между иглами п находятся платины р, Pi, лежащие на двух брусках S (платинных коробках). Платины соединены в Hi с рычагами с, идущими до поперечного бруска к, к-рый содержит столько медных пластинок е, сколько имеется коромысел s для падающих платин р. Поперечный брусок h лежит на рельсах о и движется по ним (посредством Нх и с) вперед и назад. Платины приводятся в движение посредством подвижного железного конька г, который приподнимает 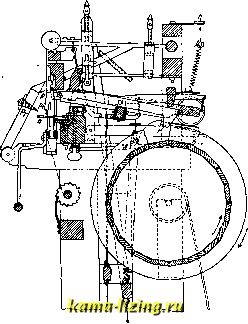 Фиг. 52. концы коромысел и заставляет носики р, платин поочередно прижимать к иглам. Для прессования служит пресс Рг. Вальцовый станок (фиг. 52) представляет собою видоизменение предьщущего и отличается от него гл. обр. тем, что в нем коромысла падающих платин приводятся поочередно в движение валом К, по окружности которого нарезаны по спирали зубцы, задевающие за бородки г коромысел. Круглые вязальные машины (фиг. 53 и 54) снабжены игольным ци.чинд-ром N, по окружности которого в каналы I 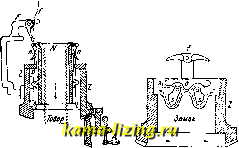 Фиг. 53. Фиг. 54. вставлены подвижные язычковые иглы п. Выступающие из каналов ножки игол во время вращения замка Z двигаются вдоль его выемок а, s, Sj. Благодаря этому, при вращении ручки А, иглы выдвигаются поочередно наверх и обратно. Нить f, подводимая нитеводителем F, захватьшается и про- таскивается каждой иглой через старую петлю в форме незамкнутой петли. При вязке круглой гладкой части товара иглы движутся в направлении хаз а потом поднимаются наверх. При других формах вязания, напр. при выработке пятки, часть игол выключается путем вдвигания их в каналы. Задача вывязывания регулярных чулков одинаково хорошо разрешается на двух совершенно различных по способу работы машинах. В одном случае игольный цилиндр стоит неподвижно, а передвигается замок; в другом случае части замка остаются на месте, а вращается игольный цилиндр. К первой группе принадлежат такие машины, как Standard Шуберта и Зальцера (Хемниц), New National Э. Дюбье (Куве, Швейцария). По второму способу работают Invisible Стиб-бе (Лейстер, Англия), Corona Шуберта и Зальцера, Ideal Гильшера. Круглые станки м. б. снабжены мотором и часто получают в таком случае название автоматов. Из числа этих машин следует отметить: 1) машину К Скотта и Вильяма для выработки дамского бортового чулка без шва; 2) машину W Стибба с крючковыми иглами для дамского чулка, к-рый она вяжет более плотным по образующей, по сравнению с машинами, работающими на язычковых иглах; 3) машину Бреисона 7/8 з-да Трент К (Ноттингем, Англия) для чулка; 4) машину Автосвифт Вильяма Спайерса (Лейстер, Англия) для выработки носка с ластиком; 5) машину Р. G. Н. з-да Вильт и К (Лейстер, Англия) для узорчатых чулков в полоску, шашку и ромб; 6) модели з-да Стиббе и К для узорчатых чулков с шестью нитеводителями; 7) модель Standard з-да Бр. Тремп (Уил-лингтон, С. Ш. А.); 8) модель 11 завода 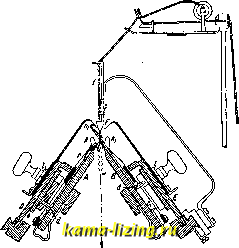 Фиг. 55. Дж. Блекберн (Ноттингем) для узорчатых чулков с долевыми полосками на лицевой стороне изделия. Производительность означенных автоматов высока: в зависимости от сорта они дают за 8 часов работьг ЗУг- дюжин носков. Класс машин м. б. от 14 до 22 иголок на 1 англ. дм. К плоским вязальным машинам относятся фантовая и оборотная мапшны, снабжаемые язычковыми иглами, не требующими приспособлений для прессования и кулирования. На фиг. 55 изображена фанговая машина системы Ламба. Оба игольных ложа А R В лежат в два ската под углом в 45°. В ложах имеются каналы, верхние части которьгх представляют собой отбойный гребень Jcki. В последнем лежат подвижные иглы W и OTj. Для образования петель эти иглы нужно поочередно продвигать в их каналах, что и делается клиньями I, т, г (фиг. 56), находящимися в салазках ВЕ - (фиг. 55) и замковой плите е, е. Клинья образуют прорез а, 6, по которому и движутся иглы своими ножками d, d. Нитево-дитель F, стоящий против зубьев отбойного гребня, кладет нить / перед поднявшимися иглами. Отходя назад, иглы захватывают ее в каналы своими открытыми крючками и превращают нить в петлю. Оборотная машина для двухизна-ночного товара (Links-Links-Strickma-schine) имеет следующее устройство (фиг. 57): игольные ложа N, лежат на одном уровне на стойках С, С.. Их каналы Тс, входят друг в друга. Т. о. иглы п с двойными язычками захватываются платинами р, Pi и переводятся то в одну, то в другую сторону  Фиг. 56. 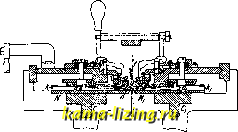 Фиг. 57. игольных лож. При этом нитка f превращается один раз в петлю, сбиваемую направо, другой раз-в петлю, сбиваемую налево. Трикотажные кулирные станки. Первые попытки усовершенствования кулирного станка были предприняты на плоском ручном станке, но так как выработка регулярных изделий была сопряжена со значительными затруднениями в отношении регулирования нитеводителя и сбавки, то на механич. станках возможно было вырабатывать лишь болыпие куски ткани, а в этом случае механич. станки могут быть производительны липш при замене прямолинейных прерывистых движений-непрерывными, т. е. вращательными. Иначе говоря, необходимо было превратить плоский кулирный станок в круглый. Так. обр. круглые станки являются первыми механическими кулир-ньши станками, к-рые были усовершенствованы и распространились в производстве. Круглые кулирные станки подразделяются на две главные группы: 1) французские и 2) английские. Главное различие между первьши и вторыми заключается в том, что в первой иглы располагаются в плоскости, по к-рой проводится нить (по б. ч. горизонтально), тогда как во второй они расположены перпендикулярно к ней, т. е. по б. ч. вертикально. Приспособления для кулирования нити (платины) м. б. двоякого рода: или ставится полный набор платин вдоль всей фонтуры или же ограничиваются отдельными участками окружности; в последнем случае платины получают конструкцию так называемых кулирных к о л е-сиков, или мальез. Современные французские круглые станки быстроходны, снабжены обычно 2-4 малье-замии имеют различные диаметры, смотря 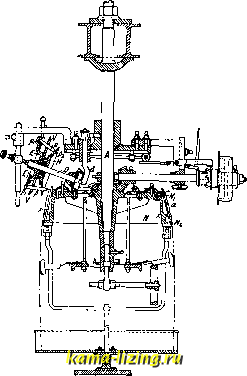 Фиг. 58. по роду вырабатываемых изделий. Наиболее употребительны типы № 26 Ff диам. 930 мм с 3 мальезами, диам. 955 мм с 4 мальезами и 980 мм с 4 мальезами для тонкого белья. Новейший французский круглый станок с большой мальезой изображен на фиг. 58. Мальеза м. б. поставлена в различных местах окружности станка N, иглы которого вставлены в кольцо (седло). Игольница вращается на оси А. Мальеза двинсется зубьями шестерни Ь. Для кулирования применяются платины р, находящиеся в прорезах платинных шайб V и Н. Их вырезы р вставлены в шайбу ЕЕ. Ось D сидит свободно на подпорке d. Игольница имеет в JVi выступ для соприкосновения с отбойными платинами а. Спиральная пружина х заставляет платины а возвращаться к седлу JVi после сбрасывания и окончания ряда. Иглы прессуются сейчас же, как только незамкнутые петли продвинутся вперед и
|