
|
|
|
|
Литература --> Водородные ионы в производстве на 3 дм.). В Германии кое-где сохранилась франц. система (частью в юж. Германии и в саксонских графствах), но наряду с нею была выработана саксонская нумерация, имеющая в основе 1 сакс. дм. Впоследствии был введен еще саксонско-англ. помер (SE), обозначающий число делений па 1 англ. дм. Наконец, на основании метрической системы, была построена метрич. нумерация, указывающая число игольных делений па 100 мм. Соотношение между отдельными системами нумерации дает табл. 1. К франц. круглым Т а I л. 1.-С оотношение классов нумерации вязальных машин.
станкам с радиальным расположением игол результаты табл. 1 не могут быть применены непосредственно, так как необходимо предварительно условиться, в каком месте будет производиться измерение ширины ряда игол. Для определения же Ш плоских станков, а также и англ. круглых станков приведенные данные могут применяться непосредственно. Для получения товара правильной  Фиг. 23. Фиг. 24. ПЛОТНОСТИ необходимо правильно установить отношения между толщиной нити, величиной петли и толщиной иглы или, другими словами, между толщиной нити и номером станка. Форма и величина петель, однако, определяются в вязании не только толщиной игол и платин, но и их взаимным расположением во время образования незамкнутых петель. Если платины во время ку-лирования опускаются глубоко под иглы, то  Фиг. 25. Фиг. 26. В результате этого получаются длинные и узкие петли; если платины опускаются не так низко, то получаются короткие и широкие петли. В плотном товаре петли должны иметь круглую, кольцеобразную форму, а для этого игольные и платинные петли должны образовать собой части кольца, тесно и непосредственно примыкающие друг к другу без помощи длинных прямых соединительных нитей. Вычисления показывают, что необходимая для этого глубина кулиро-вания, т. е. длина, на к-рую опускается носик платины под иглы, приблизительно равняется игольному делению станка. Сказанное относится прежде всего к одноигольному станку, в котором падающие платины разделены между собою только одной иглой. В станках двух- и трехигольных, где незамкнутые петли образуются только путем подразделения, первоначальная глубина опускания падающих платин д. б., конечно, больше, и именно в 2-3 раза, сравнительно с приведенной выше величиной. III. Виды вязаной ткани. Кроме главного подразделения на кулирный и осново-вязальпый товары, вязаные ткани распределяются на гладкие и у 3 о р ч а т ы е. Те или иные виды ткани получаются путем видоизменения в образовании и чередовании петель вязания, для чего по большей части применяются различные приспособления, иногда также называемые машинами. Наиболее употребительны следующие виды петлеобразования. А. Гладкий кулирный товар. 1) Простое вязание изображено на фиг. 23 с лицевой стороны, а на фиг. 24 с изнанки: п-иглы, т-игольные петли, s- платинные петли. Петли m и s ле1кат на изнанке товара дугообразно, па лицевой же стороне петельные столбики соединяются между собою частями о, которые видны здесь лишь при растягивании ткани. 2) Обыкновенный товар с подкладкой (фиг. 25). Здесь вводятся подкладочные нити f, Д, которые соединяются с товаром платинными петлями S, Si в местах, где изгибы о, Oi ложатся на иглы п. 3) П о л о-сатые жаккард-н ы е узоры (фиг.26): нить f ложится сначала на 3 иглы, а затем под 1 иглу и на 3 в противоположном направлении; на фиг. 27 показано, как цветные полосы соединяются друг с другом: в местах соединения петельных столбиков т, получаются смешанные петли. 4) Подложенные узоры (фиг. 28 и 29): нитка/ проходит над иглами п и под иглами п;  Фиг. 27.  Фиг. 28. Фиг. 29. нитка /*!, другого цвета, проходит под иглами w и над иглами w, и таким образом цветные нити постоянно меняются местами. На изнанке отрезки о, о, не образующие петель, ложатся позади цветных петель w, Wj. Б. Узорчатый кулирный товар. 1) Прессовый товар. Для получения такого узорчатого вязания прессовая планка, прессующая все крючковые иглы одновременно, снабжается гребенкой с вырезами против известной части игол. Благодаря такому устройству, часть игол остается непрессованной; здесь петли остаются незамкнутыми и присоединяются к соответственной старой петле. Если при вязании следующего ряда эта игла прессуется, то получается так назыв. двойная петля, при чем отрезок нити, неразвитый в петлю, виден только с изнанки товара; если же и вторично оставить иглу непрессованной, то получается тройная петля, и т. д. Т. о. могут создаваться различные узоры: могут прессоваться попеременно то те, то другие иглы или же-в одном ряду часть игол, а в другом-все иглы без исключения; гребенка может иметь такие вырезы, к-рые оставляют непрессованными иглы попарно, по три иглы и т. п. Соответственно этому получаются: а) Одноигольный прессованный товар (фиг. 30): рядом с незамкнутой  Фиг. 30. Фиг. 31. петлей .тежнт законченная петля, соединяющаяся с незаконченной в двойную петлю; в одном ряду образуется петля, в следующем ряду эта игла не прессуется, и к преисней петле присоединяется незамкнутая петля. На фиг. 31 представлена схема узора: двойные петли обозначаются крестиками, прессованные же петли обозначены пустыми квадратиками, б) Одноигольный узор с продольными полосами (фиг. 32): после каждого одноигольного узорного ряда вяжется гладкий ряд. На изнанке товара незамкнутые петли лежат рядом и друг над другом на расстоянии одной петли, на лицевой же стороне ординарные петли образуют гладкие столбики, а столбики двойных петель располагаются неравномерно, вследствие чего и получаются продольные полосы, в) Одноигольный кипер, или пике (фиг. 33): как  Фиг. 32. Фиг. 33. Фиг. 34. Фиг. 35. и в предыдущем товаре, узорчатый ряд чередуется с гладким, но в каждом узорчатом ряду остаются непрессованными то четные, то нечетные иглы; так как петли перемещаются относительно друг друга, получается саржевый узор, г) Двойной кипер, или двойное пике (фиг. 34): два одноиголь- ных ряда чередуются с одним гладким рядом гладких петель, д) Двухигольный прессованный товар (фиг, 35): здесь прессуются и остаются непрессованными иглы попарно. В следующем ряду происходит обратное прессование. На лице образуются полосы шириною в 2 петельных столбика. Двухигольный  Фиг. 36. Фиг. 37. узор с продольными полосами, двухигольный кипер и двойной двухигольный кипер не требуют особых пояснений. 2) Дву-х-лицевой товар составляется из петель, сбиваемых налево и направо, для чего требуется, кроме обыкновенного ряда игол станка ( цилиндра ), еще вспомогательный ряд игол ( патент ), находящихся в промежутках между иг.лами станка. После кулирования нити и сбивания петель машинные иглы поднимаются, захватывают платинные петли, оттягивают их вниз и аналогичным способом образуют из Них игольные петли. Иглы станка образуют петли, сбитые налево, а машинные иглы - петли, сбитые направо. При этом также могут бьггь различные комбинации: а) если все иглы прессуются постоянно, то получается так называемый 1:1 бортовый товар (ластик, резинка), который отличается от обыкновенного товара большею растяжимостью и служит обыкновенно для изготовления бортов изделий; б) если в каждом ряду две налево сбитые петли чередуются с двумя сбитыми направо, - патентован, борт, 2 : 2; в) если один раз прессуют иглы станка, а другой раз - только в спомо гате льные,- фанговый товар (фиг. 36): петли m образуются на иглах станка, а в следующем ряду здесь образуются незамкнутые петли h, соединяющиеся с готовыми петлями в двойные петли; г) если иглы одного полотна прессуются постоянно, а другого-только через один петельный ряд, то получается сочетание двухлицевого товара с фантовым, или жемчужный (полуфанго-вый) товар. 3) Двухизпапочный товар (фиг. 37): один налево сбиваемый ряд петель I (вяжется иглами станка) регулярно чередуется со сбиваемым направо рядом г; от этого получаются резкие поперечные полосы. 4) Уточно-кулярный товар (фиг. 38): делается так, что в промежутки между П0ДНЯТ1ЛМИ и еще лежащими на иглах петлями mwii и ШаШ, вводится уточная нить S, которая затем зажимается между петлями. В следующем ряду производится 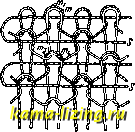 Фиг. 38. перемещение. Уточная нить может вводиться и в двухлицевой товар .5) Петинето-в ы й, или ажурный, узор образуется путем снимания отдельных петель на соседние иглы (фиг. 39): петли Ъ перенесены направо на bj. В следующем ряду над пустыми иглами в Ъ образуются новые незамкнутые 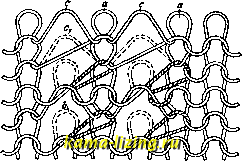 Фиг. 39. петли и загибы с, вследствие чего получаются круглые отверстия. В третьем ряду, как и в первом, петли Ъ опять переносятся направо. Если и в следующем ряду проделать то же самое с незамкнутьпли петлями Ci, то они соединяются с петлями а в двойные петли, а в Ci получится отверстие. Если на одну и ту же петлю перенести две соседних петли, справа и слева, то получится пе-тинетовый узор с тройными петлями; если же петли меняются местами, т. е. на место одной петли ставится соседняя петля, то получается петинетовый крестовый узор. В. Плотные осново-вязальные товары. 1) Простое полутрико 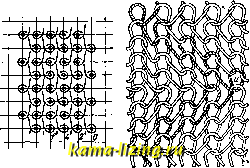 Фиг. 40. Фиг. 41. (фиг. 40): все нити гребенки кладутся сначала под 1, а затем на 1 в одном и том же направлении, но в каждом ряду меняют направление. Платинные петли s (фиг. 19) соединяют две соседних петли и или Шг и т4 в двух примыкающих друг к другу рядах. 2) Атлас (фиг. 41): нити переносятся в сторону только на соседнюю иглу. После известного числа рядов делают обратный ход м, который отводится под 1. 3) А н-глийская кожа отличается от атласа большими платинными петлями и слепыми наложениями в целях возможно большей плотности. Примером может служить фиг.42: наложение под 2 налево, под i палево (без прессования), назад под 2 и на 1 направо; затем производится прессование, после чего наложение повторяется налево, но под 3 и на 1; пр-непрессованные, р-прессованные ряды. 4) Простое трико (фиг. 43) получается путем удвоения наложения нитей простого полутрико. Работа производится двумя гребенками с полным числом  Фиг. 42. Фиг. 43. нитей, производящими наложения в противоположных направлениях. Нитка f принадлежит нижней, нитка Д-верхней гребенке. При наложении под 1 и на 1 в одном направлении платинные петли s, на изнанке перекрещиваются; на лице же, подобно кулирному товару, петельные столбики располагаются вертикально. 5) Атласное трико (фиг. 44). Работа начинается с ряда а. Одна гребенка кладет в первом   Фиг. 44. ряду ПОД 1 И на 1 налево, другая гребенка- в противоположном направлении. Во втором ряду перед замыканием гребенки отодвигаются назад. После замыкания производится наложение на иглы с двумя боковыми смещениями гребенки. Нитка f нижней гребенки лежит над ниткой Д; и-начало обратного хода. 6) Ажурное вязание. 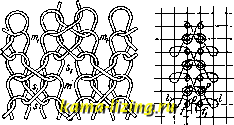 Фиг. 45. Фиг. 46. филе, делается таким образом, что в некоторых рядом расположенных петлях отсус ствует боковая связь. Обыкновенно для этого некоторые соседние нити накладываются
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||