
|
|
|
|
Литература --> Водородные ионы в производстве вперед и назад; если же иглы по одиночке передвигаются в направлении своей длины, то все платины соединяются в один неподвижный отбойный гребень (фанговая плоская машина). В первом случае нить f (фиг. 17) закладьшается руками или ните-водителем и поступает в игольные крючки; 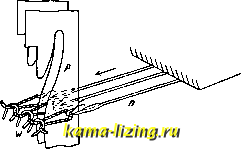 Фиг. 16. в это время все язычки z откинуты назад, а товар го висит на стержнях игол, позади язычков. Затем платины по одиночке, а не все сразу, как при неподвижных крючковых иглах, перемеш;аются. вперед и выдвигают по очереди старые петли, к-рые заходят под язычки (фиг. 6), закрывают ими крючки, а сами соскальзывают с игол поверх язычков. Сойдя с игол, они проходят еще некоторое расстояние и тянут за собой нить в форме новых незамкнутых петель. Такил! образ, кулирование, т. е. образование незамкнутых петель, происходит здесь только во время сбивания, а лежащие рядом петли одного и того же ряда образуются по одиночке, а не одновременно, как при работе с непо-двиясными крючковыми иглами. Если снова отодвинуть назад товар, то новый ряд петель, к-рый висит на иглах, рновь откинет язычки и отодвинется назад. В конструкциях с передвижными иглами (фиг. 18) нить вкладывается рукою или ни-теводителем в игольные крючки, тогда как старый товар w висит на стержнях игол позади откинутых назад язычков. После этого иглы начинают по очереди двигаться назад и тянут за собой старый товар до 
Фиг. 17. Фиг. 18. отбойного гребня pp. Каждая старая петля, задержанная гребнем, подается под язычок, поднимает его и кладет на крючок. Игла со вложенной в нее (новою) нитью проходит через старую петлю и тянет за собой нить до тех пор, пока не образуется новая петля. Каждая новая петля открывает затем крючок, откидывая назад язычок, и игла проходит через петлю по направлению вперед, пока последняя не повиснет сзади ее язычка. Таким образом при этом способе петлеобразования кулирования не происходит, т. е, не образуется заранее на каждой игле незамкнутой петли; здесь каждая язьгаковая игла двигается по очереди и по одиночке образует свои петли. Петля ос ново-трикотажного изделия не имеет такой вполне симметричной формы S, как в кулирных изделиях; обе половины петли представляются вытянутыми в одну сторону (фиг, 19): петля вытянута снизу влево, а петля wtg вытянута вправо. Поэтому на лицевой стороне изделия петли не поднимаются вертикально вверх, но располагаются в косом направлении, т. е. поочередно, то влево, то вправо. Это косое расположение петель является обычным признаком осново-трикотажного изделия, хотя можно вырабатывать осново-трикотансные изделия и с вертикальныл! располонением петель; в таком случае необходимо исследовать изнанку товара и положение платинных петель. Отрезки нитей s, которые во время образования петель были положены под иглы, располагаются подобно платинным петлям кулирного изделия на изнанке товара и м, б. в данном случае названы платинными петлями. В то время как в кулирном изделии каждая платинная петля соединяет друг с другом две соседних петли одного и того же ряда, в  Фиг. 19. Фиг. 20. рсново-трикотажном изделии она соединяет 1;ве петли и т, расположенные в двух различных рядах. Эти две петли в данном случае образовались на двух соседних иглах, когда нить прокладывалась каждый раз под одну иглу, но могут отстоять друг от друга и на любом расстоянии, если нить прокладывается под несколько игол (фиг. 20). Это положение платинных петель, которые в кулирных изделиях распололсены всегда горизонтально и идут в одном и том же ряду от одной петли к другой, а в осново-трикотажном изделии-наискось вверх от одной петли нижнего ряда к одному из следующих верхних рядов, является главным признаком различия между осново-три-котажными и кулирными изделиями. При выработке петель осново-трикотажного изделия крючковые иглы снабжаются более длинными крючками; платины, исключительно стоячие, имеют горла, но лишены носиков и расположены вертикально между иглами. Кроме крючковых игол, для этого вязания требуется особый тин игол-дырчатые иглы, которые представляют собою стальные пластинки с круглыми отверстиями для нити на конце. Планка с прикрепленными к ней дырчатыми иглами называется гребенкой. Чаще всего крючковые иглы закреплены неподвижно, а платины, пресс и гребенка могут двигаться в любом напра-
Mil bshs!  ем Я! мнн . -f ттш ттт ттт ЯЯ J . - :::ЯНЯу>;..-ВНЯ /..ШШШ-, -УШШт:.- мнн . -f ттш ттт ттт ттт :::ЯНЯу>;..-вня /..шшш-, -ушшт:.- -яая; . mw:- ~::;:;;Я1н; :утшш штт-и а  
ЯЯЯЯ ЯЯЯНЯ! ЯЯЯЯЯ ЯЯЯЯЯ ЯНЯЯН HI я яняня нв вання ai яаа . явВvaaa штт ;аия -.i.: ян ЯВВВВ.-ЯННВН ЯНМЯв SSHHH:VH НЯЯНН . 9ЯЯВЯ .ЯЯЯ №ЯЯКЯ ЯНЯМЯ Я ВН ЯНЯЯ: ЯНН Узор с плоской фанговой машины из 4 нитей разных цветов. Узор с плоской фанговой машины из 6 нитей разных цветов. Г. Э. влении. Образование петель слагается из следующих стадий: 1) Висящий на крючковых иглах первый ряд незамкнутых петель (а впоследствии всякий старый ряд петель) замыкается горлами платин р (фиг. 21) и передвигается по крючковым иглам назад; при этом все дырчатые иглы I наклоняются к ряду крючковых игол и устанавливаются   Фиг. 21. под ними в промежутках. 2) Дырчатые иглы передвигаются на одно деление в сторону (например вправо) и тянут за собой каждую основную нить под одну иглу ( прокладка под 1 , li-Zj). 3) Дырчатые иглы поднимаются выше крючковых игол и снова передвигаются в сторону на одно деление (м. б., опять направо, 1-?з) и затем опускаются так, что каждая основная нить ложится на одну крючковую иглу ( накладка на 1 ). Во всех этих случаях нить изгибается, как и при кулирном вязании в петли, которые, однако, висят по одиночке и не соединяются друг с другом. 4) Платины передвигают перед собой новые петли под игольные крючки, задерживая в то же время в своих горлах старый товар, не позволяя ему приблизиться к остриям крючков ( распределение ). 5) Пресс опускается и пригибает крючки, платины же поднимаются вверх и передвигаются еще дальше вперед, нанося старые петли на крючки. 6) Пресс отодвигается, и платины сбивают с игол старые петли, так что последние повисают в незамкнутых петлях, к-рые благодаря этому превращаются в готовые новые петли. Т. о. существенное различие в образовании петель кулирных и осново-вязальных изделий заключается в способе образования незамкнутых петель. В первых они получаются путем кулирования длинной нити, а во вторых-при помощи накладывания каждой нити на одну иглу. Если производится описанное выше простейшее наложение, т. е. под 1 и на 1 направо , а при вывязьгоании следующего ряда-налево, то каждая нить образует петли в отдельных рядах поочередно на одной игле направо, а на другой налево и дает простейшее осново-вязальное изделие, представленное на фиг. 19. Способы наложения нитей, под иглами и над иглами м. б. весьма различны и давать различные рисунки осново-вязального товара. Кроме крючковых игол, при основном вязании применяются и язычковые иглы, которые имеют такое же устройство, как и иглы кулирного вязания, закрепляются на подвижной игольной фонтуре, следовательно, передвигаются все одновременно в направлении их длины. Так как в основном вязании каждая нить образует незамкнутую петлю на каждой игле, то целесообразно передвигать все иглы сразу, т. е. вывязывать при помощи язычковых игол, в противопо- ложность кулирному вязанию с язычковыми иглами, сразу целый ряд петель. В ос-нововязании язычковые иглы применяются только на фанговой рашель-машине и на круглом станке. Для увязания регулярных товаров является необходимость увеличивать или уменьшать ширину ткани во время работы. Это достигается прибавлением или сбавкой петель, для чего постепенно вводят иглы, которые ранее не участвовали в работе, или, наоборот, постепенно выключают часть работающих игол. В первом случае нить накладывается каждый раз на ближайшую за крайней петлей иглу или на нее переносится готовая крайняя петля, а на месте последней начинают получаться добавочные петли. Для сбавки соответственное число петель перевешивают на соседние иглы, а освобожденные иглы исключают из дальнейшей работы. Для перекладывания петель служат так наз. декера, на которые принимают эти петли временно, с тем, чтобы перенести их затем на другие иглы. II. Нумерация машин (классы). Расстояние между отдельными находящимися в вязальной машине иглами и их толщина должны соответствовать тонине вырабатываемого товара. Для бо.чее грубого товара (гроб) применяют толстые иглы и расставляют их на большем расстоянии, чем при выработке тонкого товара (ф а й н). Расстояние от середины одной N0/5 иглы до середины другой, иначе р говоря, величину диаметра иглы I d (фиг. 22) вместе с расстояни- ) ем I между иглами, называют де- kf>i<z>l лени ем t игольного ряда; таким к- t -*1 образом t=d + l. В большинстве ф. 22 случаев если не говорить о самых грубых станках, расстояние между иглами делают равным толщине иглы, так что d = l= yt, или t = 2d = 21. Станок сохраняет раз навсегда одно и то же деление игол и употребляется для выработки одних и тех же изделий. Разновидности станков, т. е. их грубость или тонкость, обозначаются величиною их игольного деления, но т. к. последняя представляет собою незначит, дробь, то для обозначения калибра станка прибегают к косвенным методам, и притом особым в каждой стране. В Англии № станка (gauge) означает число плиток, содержащих каждая по 2 иглы и составляю--щих в совокупности 3 англ. дм. (76,2 мм); т. о. станок j4 12 Е (12 gauge) имеет 12 плиток, т. е, 24 игольных деления на 3 дм или 8 делений на 1 дм. Следовательно, величина его игольного деления составляет дм. Во Франции № (jauge) означает число плиток, длина которых составляет 3 французских дм. (83,34 мм), при чем в станках грубых (gros) плитка имеет по 2 иглы, а в станках тонких (fin)-по 3 иглы. Например, станок №21 Fg имеет 42 иглы на франц. дм., а его игольное деление Vw французск. дм.; станок № 21 Ff имеет 63 иглы на 3 франц. дм., а игольное деление составляет V21 франц. дм. По правилу, номера gros употребляются максимально до № 27 (54 иглы на 3 дюйма), а номера fin минимально от № 20 (60 игол
|
||||||||||||||||||||