
|
|
|
|
Литература --> Водородные ионы в производстве на ткани и в то же время не разрушаются теми вытравляющими веществами, которые входят в состав вытравных красок. См. Вытравка, Ситцепечатание. ВЫТЯЖКА, в прядильном производстве, последовательное вытягивание обрабатываемого волокна в целях утонения продукта: из холста в ленту, из ленты в ровницу, из ровницы в пряжу, а также в целях параллс-лизации волокон. В последнем случае вытяжка применяется одновременно со сдваиванием (дублированием) ленты. Наиболее простым вытяжным прибором для короткого волокна является система нескольких пар валиков, из которых калодая последующая пара валиков вращается со скоростью большей, чем предыдущая; при этом проходящая между валиками лента волокна последовательно утоняется. Расстояние между центрами валиков должно быть несколько больше наибольшей длины волокна, иначе, захвачен, одновременно двумя нарами валиков, оно может быть разорвано. В последнее время большое применение начинают находить вытяжные аппараты с большими В. В них верхние валики имеют меньшую нагрузку и меньшее расстояние между валиками, чем в первом случае. Волокно оказывается слабо зажатым первой парой валиков в то время, когда оно захватывается уже второю. Такая система дает возможность повысить параллелизацию волокон и величину В. Величина В. Е определяется из соотношения окружных скоростей вытяжных валиков. Если окрулная скорость первой пары = Vl, второй = то = - . Для одного аппарата Е обычно колеблется от 6 до 12 (см. Прядение). в. линде. BЫTЯiKHOЙ ТОВАР, вытяжка (в кожевенном производстве),-мягкий красно-дубный товар, раскроенный при помощи особых лекал (наметок), и содержащий в себе части, к-рые должны прикрывать без швов и разрезов подъем ноги, В узком смысле вытяжка обозначает крюк, соответствующий целому сапогу, в отличие от штиблета. В. т. подвергается для получения вытяжки ряду операций в следующей последовательности. Размочка в течение iv2-2 ч. и отжим; строжка для выравнивания выкроя и утонения шейки кроя, которая придется на выгиб формы; первая жировка (смесь ворвани, дегтя и сала), платировка - разглаживание и удаление стружек и избытка жира. Далее следует посадка- центральная операция производства вытяжки; выкрой смазывают салом (подсаливают) по бахтарме, чтобы он пристал к ножке , и накладывают на ребро ножки, к-рая представляет собою вырезанную из доски форму ноги (до колена) с закругленным передним ребром. Затем при помощи особых инструментов (лопатка И.ЛИ собачка) кожу вытяпшают и морщины ее разглалшвают, пока выкрой не пристанет совершенно без складок к нолже. Наконец разглаживается подъем, и готовая вытяжка, крюк , после снятия с ножки, поступает на сушку. После сушки следует отделка, общая для всех видов кожаных товаров (см. Кожевенное производство). 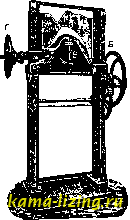 Вместо ножки иногда применяют в ы-тяжную машину. Поскольку вытяжка, как товар, в 3. Европе мало применима, а у нас посадное дело было распространено гл. образом в кустарных центрах, достаточно рациональной вытяжной машины пока не сконструировано. Лучшая конструкция ее показана на прилагаемой фигуре. Здесь А-подвижная металлическ. доска, заменяющая ножку, Б-маховичок, приводящий в движение доску, В-металлические щеки, расстояние между которыми изменяется вращением маховичкаР. Выкрой кладется на щеки, в отверстие между ними и доской А, и движением последней посаживает-ся на доску, как на ножку. Крюки, полученные при помощи вытяжной машины, требуют добавочной ручной обработки. Вытяжные машины наиболее пригодны для мелкого выкроя. Вытяжка идет главным образом для деревни и армии. Лит.: Бебешины В. и А., Посадное производство, М., 1928. Г. Поварнин. ВЫ ХОД у с машины-орудия или станка- количество годных полуфабрикатов или фабрикатов, получаемых в единицу времени. Дневной выход зависит от: 1)производительности самого станка, качества материала и инструмента, технологич. условий работы, интенсивности труда рабочего и т.п.; 2) от % брака по данной работе; 3) от установочного времени; 4) от вспомогательного времени; 5) от потерь времени. Расчет выхода в 1 смену. В общем случае определяют в часах продолжительность составляющих элементов времени (перечисленных выше в пп. 3, 4 и 5), обозначая соответствующее установочное время через X ч., вспомогательное время-через .уч., потери времени--через jz ч., % брака на данной работе: а = где а - количество брака в штуках, 6-количество годных изделий, т. е. выход. Обозначая часовую производительность станка в штуках через п, получаем дневной В. Ь за 8 часов из следующих соотношений: откуда n[S - (x+y+z)} Если известна норма выработки для данной работы в часах, то, обозначив количество изделий в 1 ч. по норме через т (штук), получаем условный В. (брутто) изделий за день: 6=8 т. Если р-возможный % переработки нормы и а-возможный % брака на данной работе, то В. за 8-часовой день: 100 100 Расчет суточного выхода. Лри производстве, ведущемся в 3 смены, наблюдается значительно более скорый износ станков. Во второй и третьей смене интенсивность рабочего несколько понижается против первой смены, так как увеличиваются простои, ослабляется в ночное время внимание рабочего, что выражается в нек-ром возможном увеличении % брака. При переходе с односменной дневной работы к многосменной, возможный В. со станка надлежит подсчитывать для каждой смены в отдельности. При трехсменном производстве, при методах массовой фабрикации, падение В. значительно меньше, чем при методах серийной фабрикации, и это падение В. наиболее сказывается при единичной фабрикации (при прочих равных условиях). Принимая В. в первую смену равным 1, учитывают все указанные потери в остальных сменах коэфф-тами в сотых долях единицы и определяют ориентировочно В. за сутки: В=Ъ(3-х-у) штук, где х и у-потери во второй и третьей смене в долях первой смены. Путем использования статистических отчетов за достаточно продолжительный период времени о реально получаемых В. по различным сменам на таких же или аналогичных производствах можно достаточно точно подсчитывать х и у. Расчет Л1есячного выхода. При этом расчете необходимо учесть простои станка: 1) из-за невыхода на работу рабочего, 2) из-за потребности в ремонте станка, 3) в праздничные и предпраздничные дни, 4) из-за неполучения должной нагрузки. Все указанные причины понижают месячный В. со станка. Подсчитав месячный В. по ранее определенному дневному В., в подсчет вводят соответствующие поправки, учитывающие понижение выхода от каждой из указанных причин. Расчет квартального и годичного выхода можно вести, исходя из полученного (по вышеуказанному) месячного выхода, принимая лишь во внимание наличие в летних кварталах отпуска рабочих, снижающего выход за соответствующий пе- риод времени. Коэффициент выхода. Считаясь со степенью использования, состояния и качества всех средств производства, можно подразделить В. со станка на оптимальный, нормальный расчетный и фактический. Оптимальный В. получают при соблюдении всех наиболее благоприятных расчетно-проектных условий и требований, при наличии исправного оборудования и научно-рациональной организации производства. Нормальныйрасчетный В. со станка определяют, учитывая все особенности данного предприятия в момент подсчета: возможность использования всех наличных средств и их состояния, существующую степень организованности и рационализации, и в зависимости от этих факторов устанавливают вполне нормальные и благоприятные для состояния завода (в момент подсчета) величины элементов, влияющих на выход. Фактический дневной В. определяют, на основании отчетных данных о работе станка, как средний выход за достаточно продолжительный период времени. Р1азывая через Во., Вн., Вф.-оптимальный, нормальный расчетный и фактический В. с данного станка (за одинаковый промелеуто!? времени), получим коэфф. фактического В. Вф Во Кф. = -~ , коэфф. оптимальн. В. Ко = тг- При правильн. подсчете выхода обычно Кф. меньше единицы, а Ко. больше единицы. Величина отклонения Кф от единицы м. б. уменьшена путем рационализации производства в соответствующих областях. Следя за изменением Кф, можно судить как о ходе, так и о результатах подобных рационализаторских работ. Величина отклонения Ко. от единицы м. б. уменьшена путем углубленной систематической рационализации производства в целом, приближения всех факторов его к оптимальному состоянию. Чем меньше промежуток времени, для которого подсчитывают коэфф. В. (напр. при В. за 1 ч.), тем больше на нем отражаются конструкция станка, схема работы и технич. процесс. Чем больше подобный промежуток (напр. месяц, квартал), тем значительнее отражаются на коэфф. выхода факторы администрирования и общеорганизационного состояния (обслуживания, распределения работ и т. п.). Вышеуказанные соображения велись в предположении, что станок в течение дня занят обработкой одних и тех же изделий (массовые и крупно-серийные производства), в противном случае, при единичных производствах и некоторых серийных производствах, сопоставление коэффициентов выхода и анализ работ более затруднителен, и к выводам приходится подходить с особой осторожностью. Определение В. с машин-орудий и аппаратов, как характеризующее в конечном результате производительность предприятия в целом, носит особо ответственный характер при проектировании предприятий или установке новых производств. В зависимости от подсчитанных В. определяются размеры оборудования, а следовательно, и потребность в производственных и обслуживающих площадях и другие главнейшие элементы капитальных затрат, в. Якимчик. ВЫЦВЕТАНИЕ КРАСОК, изменение цвета красок при действии на них лучей солнца или вообще лучистой энергии, при чем в большинстве случаев цвет красок делается менее насыщенным, более белесоватьшг. Громадное большинство красок органическ. происхонедения выцветает на солнечном свету в течение нескольких месяцев, недель или даже часов; краска при этом резко изменяет свой цвет. Это можно легко заметить, если выставить на солнечный свет полоски окрашенной бумаги, наполовину закрыв их непроницаемым для лучей экраном. Среди органич. красок есть такие, к-рые показывают чрезвычайно быстрое выцветание, приближающееся к процессу, наблю-I даемому при фотографировании. К таким краскам принадлежат: цианин, ортохром. пинахром, пинавердол, пинацианол и дициа-нин. Благодаря своей способности легко выцветать эти краски могут служцть сенсибилизаторами для фотографических процессов (см. ниже). Металлич. краски гораздо более стойки, и только немногие из них изменяют свой цвет на свету; к последним принадлежат нек-рые соединения железа. Большинство неорганическ. красок являются стойкими соединениями, и изменения цвета в них не зависят от фотохимического процесса. Одним из удобных методов для получения В. к. как в видимой части спектра, так и в части ультрафиолетовой является исследование их в прозрачных средах (коллодий, желатина, спирт, вода, сахарные растворы), при чем В. к. исследуется либо оптически (снектрофотометрически) либо фотографически. В. к., осажденных на волокне, можно изучать по спектру отражения этих красок; этот способ, как и способ прозрачных сред, дает весьма точные результаты. Изучение фотохимическ. процесса в красках показывает, что если вещество имеет простую полосу поглощения, без вторичных максимумов, то разложение происходит пропорционально количеству поглощенной энергии Е, и изменение концентрации вещества с выражается формулой:-= где а-постоянная. Если полоса поглощения будет сложной, состоящей из нескольких налегающих друг на друга полос, то скорость выцветания в каждой полосе может быть различна, и таким образом можно получить весьма сложный эффект от действия лучистой энергии. Выцветание в большинстве случаев является процессом, зависящим от окисления красок; это можно доказать, пропуская кислород над освещенной и выцветающей краской. В результате такого выцветания образуются углекислота и вода. Т.о. здесь происходит процесс медленного окисления. При разложении краска дает стойкие продукты, не превращающиеся обратно в первоначальное красящееся вещество. Подобный процесс окисления встречается у преобладающего числа органич. красителей. В. к. является процессом, сильно зависящим от среды, в которой краска помещена. Так, напр., если мы растворим цианин в коллодии, обольем полученной смесью стекло и получим тонкую, прозрачную, окрашенную пленку, то такая пленка сохраняется без изменения в течение многих месяцев в темноте, но на свету коллодионная окрашенная пленка быстро изменяет свой цвет, давая быстрое выцветание. Если приготовить спиртовой раствор того же цианина, то такой раствор, имея ту же полосу поглощения в спектре,-как твердая коллодионная пленка, практически не выцветает,-во всяком случае выцветание его во много раз медленнее, чем в твердом коллодии. Прибавление к спирту коллодия вызывает небольшое изменение скорости реакции; но достаточно прибавления небольшого количества азотной кислоты или продуктов фотохимич. реакции, чтобы реакция пошла с значительной скоростью. Так. обр. среда оказывает огромное влияние на самый процесс выцветания красок. Влияние кислорода окружающей среды или кислорода, поглощенного слоем растворителя краски, весьма значительно; при наблюдении окисления краски, расположенной в виде тонкого слоя на неорганической подкладке (стекло, кварц) и в присутствии кислорода, легко заметить, что уменьшение количества кислорода над краской замедляет процесс и, при концентрации кислорода, практически равной нулю (при давлении в 0,001 жл1 ртутного столба), процесс останавливается. Совершенно другая картина наблюдается в том случае, если краска находится в органической среде, которая может легко отдавать свой кислород, производя окисление краски. Такой средой является, например, коллодий. В этом случае процесс в абсолютной пустоте продолжается за счет кислорода среды, в которой растворена краска, и краска продолжает выцветать при давлениях, меньших 0,001 мм. У вышеуказанной группы красок процесс выцветания представляется в достаточной мере простым, при чем явление выцветания иногда сопровождается вторичными реакциями, зависящими от присутствия среды. Все описанные выше процессы В. к. являются процессами необратимыми. Особняком стоят некоторые краски, которые показывают реакцию гораздо более сложного характера. К таким краскам принадлежит, например, метиленовая синька (Methylenblau). Если поместить эту краску в виде окрашенной желатинной пленки на свет, то происходит побеление пленки; в темноте пластинка снова приобретает свой прежний цвет. Т. о. может казаться на первый взгляд, что здесь происходит обратимая фотохимическ. реакция, на самом же деле ее нет. Если исследовать точным способом спектр пленки до выцветания, после выцветания и после восстановления продуктов на воздухе, то можно заметить, что в крайних красных лучах получается изменение поглощения после восстановления краски; в большей же части спектра поглощение метиленовой синьки и продуктов ее восстановления получается одинаковое. Если устранять кислород, заклеивая слой краски стеклянной пластинкой при помощи канадского бальзама, то можно видеть, что под закрытой частью выцветание метиленовой синьки происходит быстрее, чем в части открытой. Наконец, надо отметить, что существуют краски, которые могут обнаруживать изменение цвета на свету в атмосфере водорода и к-рые т. о. показьшают явления восстановления при действии света. Путем восстановления можно получить из нек-рых красок их так. назыв. бесцветные основания- лейкобазы. Достаточно легко получаются лейкобазы для метиленовой синьки. При действии кислорода воздуха лейкобазы чрезвычайно легко переходят опять в краску; поэтому их приходится держать в атмосфере угольной кислоты в запаянных сосудах. В общем случае получение такой лейкобазы фотохимическим путем невозможно, и для этой цели применяется обычный процесс восстановления. Только у красок, указанных выше, можно получить продукты их восстановления фотохимическим путем.
|