
|
|
|
|
Литература --> Производство жидкого угля навливают т.о.,чтобы направление движения режущей кромки проходило через центр О начального конуса. Движение подачи осуществляется вращением всей рабочей системы или обрабатываемого колеса вокруг вертикальной оси е, проходящей также через центр О; при этом Д ролик в при движе- НИИ по щаблону ж ! заставляет резец выстрагивать в теле зубчатого колеса поверхность, которая в .гщг точности соответст- вует профилю шаблона. На фиг. 7 изо! браженолсрометого, i устройство, приме няемое в станках этого рода для одновременной обработки двух сторон соседних зубцов помощью одного щаб.?10на. Приспособление это состоит из двух зубчатых секторов 3i и Зз, насалсенных на концы направляющих бяб, с секторами зацепляются два зубчатых колесаМг и Wj, находящихся одновременно в зацеплении между собой. Из рассмотрения кинематическ. цепи видно, что вращению направляющей б вокруг оси д иа нек-рый по.чожительный угол соответствует вращение другой направляющей б на равный, по обратный по знаку угол. Т. о. резец будет вырабатывать поверхность, являющуюся зеркальным отражением поверхности, обрабатываемой резцом ttg. Интересным применением этого способа работы является приспособление для 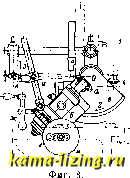 механизма через конические шестеренки е и червячную передачу ж. Для придания обрабатываемому зубцу правильного профиля служит шаблон з, укрепленный в особой державке и, соединенной с делительной головкой. При подаче шаблон скользит по неподвижному штифту к, вращая обрабатываемую шестеренку на угол, необходимый для образования точной поверхности зубца; по окончании обработки одного зубца совершается деление обычным порядком при помощи рукоятки л и диска м. Наиболее часто применяются при точной обработке зубчатых колес З.с, работающие по принципу обкатывания. В случае зубцов с эвольвентным зацеплением основной рабочий инструмент доллген представлять собой часть рейки с зубцами прямолинейного очертания; т. о., точное изготовление такого инструмента и поддернсание его в точном состоянии во время работы не представляет больших затруднений. Способ Феллоу, при к-ром, в изъятие из этого правота, режущий инструмент имеет форму зубчатого колеса, сводится в конечном счете также к предыдущему, т. к. режущая зубчатка нарезается и ш.чифуется на 3. с. с пря-мсчинейным рабочим инструментом. Конструкция 3. с. изменяется в зависимости от рода применяемого инструмента и характера обрабатываемых на них зубчатых колес. Основными типами рабочего инструмента являются (фиг. 9): винтовой фрезер (А), одиночный резец (Б), гребенка (В), режущее зубчатое колесо (Г), дисковый фрезер (Д) и наждачный круг (Е). Типичным представителем универсальных 3. с, работающих червячным фрезером, является станок системы Пфаутера, изображенный в си.чьно схематизированном виде 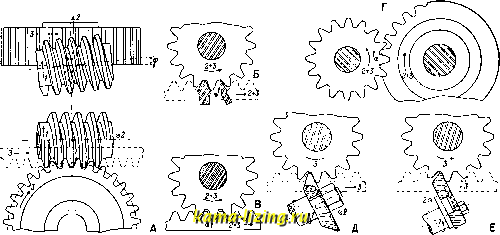 Фиг. 9. обработки конич. шестеренок на обыкновенном шепинге, изображенное на фиг. 8. Обрабатываемое колесо а насаживается на шпиндель нормальной делительной головки б, прикрепленной к сектору в, вращающему- ся вокруг оси, проходящей через вершину О начального конуса обрабатываемого колеса. Подача осуществляется вращением сектора в, получающего движение от особого па фиг. 10. Станок состоит из L-образной станины, на вертикальной стойке которой ходит фрезерный супорт, несущий на себе фрезерный шпиндель; на горизонтальной части станины помещается стол, слунса-щий для закрепления обрабатываемого колеса. Общая схема всего передаточного механизма изображена на фиг. 11. Рабочее движение фрезер получает от ременного трехступенчатого шкива а через передачу III IY V У1.* Обрабаты- 10 12 ваемое зубчатое колесо по самому способу работы должно иметь врашательное движение, при чем окружная скорость окружности катания должна равняться поступательной скорости фиктивной рейки, образованной зубьями фрезера, т. е. со = coj JR, где Ji- ход червячного фрезера, R-радиус окружности катания, со и ш.-угловые скорости фрезера и колеса. При одноходовом червяке = t = пт ; Л = , т. о., а>1 = zoi, где z- число зубцов колеса, t-шаг, т-модуль зацепления. Движение обкатывания связано 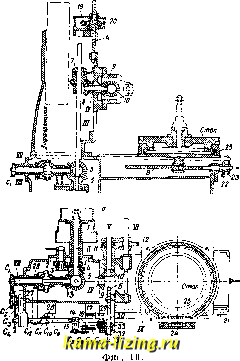 с вращением фрезера с.чед. передачей: стол 24 \Сз С, 15 С. с, 2~6С,], 2s) 6 8 10 12 При выключенном дифференциале эта передача упрощается следующим образом: <<л HTV. Т 1 Йак как а>,= = ki*(o, то - -=v5 обычно делают Сз С С2 С4 Z = 30. Подача фрезера совершается винтом А, гайка которого получает вращение через * в статье принят следующий условный способ обозначения передач: №№ валов обозначаются римскими цифрами, №№ зубчатых колес, постоянных- курсивными арабскими, а сменных-буквою с с соответствующим индексом, в том случае, когда для вычисления передаточных чисел вместо №№ колес ставятся числа зубцов, употребляются прямые цифры. Дифференциальная передача изображается стоящей в скобках суммой передач па зубчатку дифференциа-.ча и сателлитную клетку от того места, где эти передачи расходятся, и до дифференциала. Передачи с непосредственным касанием обозначаются 1 чертой дроби, передачи посредством гибкой связи-2 чертами. передачу IX j-1- ; передача относи- 26 14 с; 17 19 1 с. с, тельностоларавняется - с Tf 2?= с, с. При этом, если обозначим -ход винта А в Mj4, то величина- выбирается т о., что Cj с, Kk,l=s или;=-, где S, равно аксиальной подаче в мм за один полный оборот стола. Полная установка 3. с. для нарезки цилиндрич. зубчатых колес с прямыми 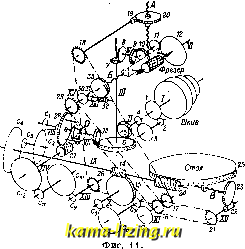 зубцами состоит: 1) в наклоне оси червяка т. о., чтобы вертикальная касательная к средней винтовой линии червяка была параллельна оси стола; 2) в установке стола в горизонтальном направлении так, чтобы глубина врезывания зубцов фрезера равнялась требуемой высоте зубца; 3) в подборе сменных шестерен с-с таким образом, чтобы - = , и 4) в подборе сменных ше- стерев Cg Ч- Cg т. о., чтобы = , где к- постоянная передача от стола к винту А. При обработке винтовых колес дело усложняется тем, что направление нодачи фрезера не совпадает с направлением зубца; для того чтобы фрезер при подаче не портил уже обработанных зу- бцов, необходимо сделать од- - но из двух: 1) дать обрабатываемому колесу добавочное вращение с таким расчетом, чтобы оно при вертикальной подаче фрезера на величину s (фиг. 12) поворачивалось на угол, который соответствует дуге длиной S ctg fi на начальной окружности, т. е. на угол = (з или 2) оставляя неизменным отношение между величиной подачи и вращением стола, изменить передачу между подачей и фрезером т. о., чтобы фрезер в соответствии с углом спирали получал нек-рое дополнительное вращение. Из фиг. 12 видно, что фрезер должен сделать ±1 лишний оборот в то время, как супорт совершит путь S = ttg fi . За это время нормально червячный фрезер должен сде-  Фиг. 12. лать = Z оборотов, где s, - аксиаль-нал подача за один оборот колеса; стол за то же время сделает 2 = 3- оборотов, т. е. новая передача от стола к фрезеру причем §1 = 2/12 где -полная передача от стола к винту А. Передача стол-фрезер равна CiCi 4 о 7. L. С? Се С 1де 3 - 77- 16 26 28 Т. О., окончательно имеем Z ± 2kik, CloC,2 t Ig /3 гтгр I. p. ( 0 8 10 12 26 28 17 19\ , Для нарезания винтовых колес на станках системы Пфаутера необходимо сделать следующую установку:. 1) наклонить фрезерный  Фиг. 13. шпиндель под углом 90° - (j8 ± 97) к горизонту, где (р-угол наклона спирали червяка (фиг. 12); знак(-Ь) берут, если направления нарезок червяка и фрезера различные, и знак (-), если они одинаковые; 2) подобрать сменные колеса - по числу зубцов колеса f,c.i fe, . подобрать сменные колеса = 4) подобрать сменные колеса = ft. , 5) подвести фрезер к оси колеса на расстояние, соответствующее требуемой 1лубине зубцов. На станках системы Рей-некера дифференциал включается не между червяком и подачей, а между столом и подачей. Соответственно этому =kj , где 2-ход винта подачи, Н-ход спирали зубчатого колеса и к-полная постоянная передача стол-дифференциал-винт вертикальной подачи. На станках типа Пфаутера возможно также нарезание червячных колес, как по методу радиальной (фиг. 13, А), так и тангенциальной (фиг. 13, Б) подачи. В первом случае фрезер берется обыкновенный цилиндрический, ось его устанавливается точно в плоскости, проходящей через середину червячного колеса, перпендикулярно оси последнего. Затем выключаются дифференциал и вертикальная (аксиальная) подача, а включается радиальная, осуществляемая винтом В (фиг. 10,11),вращаемым от ва- Id С С 16 22 ла IX через передачу Т7 - 5 сменная передача = , где -радиальная подача за один оборот стола, к-постоянная передача стол-винт В, равная Л Ц Ц а -ход винта В. Передача между столом и червяком устанавливается как описано выше, при чем на место z ставится передаточное число, т. е. у, где -число зубцов червячного колеса, а г-число ниток червяка. При многоходовых червяках описанный выше способ подачи непригоден, т. к. при радиальной подаче фрезер портит поверхность уже обработанных зубцов. В этом случае приходится прибегать к тангенциальной подаче; фрезер делается с одного конца конич. формы (фиг. 13, В), так что зубья его вырабатывают полную глубину зубцов червячного колеса постепенно. При работе с тангенциальной подачей винт В выключается, и подача производится винтом Б; при этом фрезер должен получить добавочное вращение т. о., чтобы передвижение его в направлении оси не нарушало зацепления между фиктивными рейкой и зубчатым колесом, образуемыми средним сечением передачи. При повороте стола на один оборот фрезер должен отстать в своем вращении на угол toi , который соответствует произведенной за это время тангенциальной подаче S3, т. е. со/ = = , где г-радиус червяка по начальной окрулшости; или в оборотах i = { а т. к. 2лг tg(p= hi, то ni = . Полная передача от стола к фрезеру равна 24 С,- 15 С,Се1Гб С, с, 28) 6 8 Ю 12 i К НО 24сгб8ТоТ2~Т 3 - 2l Ts c c, 29 31 33 где 4-шаг винта Б; подставляя, получаем: с , h, 9 111Щ 28 26 1в 30 31 с.оСг hi ~ 11 9 7 13 27 T7Y9 31 33 В 3. С. СИСТ. Рейнекера это последнее соотношение не имеет места; там ~=K-J, . Общая конструкция зуборезного станка системы Пфаутера в исполнении з-да Лоренца изображена на фиг. 14, а схема всей передачи на фиг. 15. На фиг. 14, А показана конструкция делительного червяка стола, а на фиг. 14, Б-конструкция главного привода. Все данные передачи указаны на схеме. Т. о., вычисляя по приведенным выше ф-лам, имеем ki = 30, kz= U, к15, k=U, винт тангенциа.чьной подачи имеет шаг, равный V4 Дч т.к. шаг червяков обычно делают также в дюймовой мере. На фиг. 16 изображен быстроходный станок системы и з-да Пфаутера, приспособленный гл. обр. для массового производства шестерен малого
|