
|
|
|
|
Литература --> Производство жидкого угля Ь = In JljiJuLL (две линии, два трансформатора и т. д.), из которых одна принята за эталон, т. е. . Ь-Ь ,.. (1) Эта разность молсет быть пололштельной или отрицательной. 2. Собственное затухание, определяемое к:ак затухание системы (линия, трансформатор и т. д.), замкнутой на конце сопротивлением, равным волновому сопротивлению,т.е. = lnVlI = COS V у IУ с где Va, la, Уе Ip-напряжсние и сила тока в начале и конце линии. 3. Эффективное затухание, определяемое как натуральный логарифм корня квадратного из отношения где ! Vfig I - чис;ю bojn.tamnep в цепи приемника, когда генератор работает непосредственно на приемник и внутреннее сопротивление генератора равно сопротивлению приемника, а IVJl-число вольтампер в цепи приемника, когда мелоду генератором и приемником включена линия, т. е. Ьа,.= 1п/Щ- (3) Весьма употребительно также выражение для затухания по току и по напрялсению, представляющее собой натуральный логарифм отношения амплитуд токов или напряжений в начале и в конце линии: \Va\ \Ve\ Величина Ь называется коэффициентом затухания линии, имеющей длину i! км. Разделив b яа I, получим -кило-метрич. затухание линии. Делогарифмируя ур-ия (1), (2), (3) и (4) получим выражения е = е- и, при 1 = 1,е= к-рые называются множителями затухания. Лит.: Юрьев М. 10., Теория телефонных це-neii, М., 1925; Круг К. А., Основы электротехники, М., 1926; К о в а л е н к о в В. И., Телефонирование иа большое расстояние, ч. 1 (на правах рукописи), Л., 1925; Wagner К. W., Elektromagnetlsche Aus-gleichsvorgange in Preileitungen u. Kabeln, Lpz.-В., 1908; В r с i s i g F., Theoretische Telegraphic, 2 Aufl., Brschw., 1924; Ollendorff F.. Die Grundlagcn d. Hochfrequenztechnik, В., 1926; Hill J. G., Telephonic Transmission, L., 1920; F e i g e A., Allge-mcine \ierpoltheorie, *Telegraphen- und Fernsprecher-Technik , В., 1927, 3, 9, 12; Strccker K., Hilfsbuch f. die Elektrotechnik, B. 2, 11 АиП., В., 1928; Comite consultatif international des communications teleph. a grande distance, P., 1926. Ю. Ридель. 3) Единицы передачи. По постановлению Мелодународного консультативного комитета по телефонированию на далекие расстояния в настоящее время приняты две единицы 3. (единицы передачи): единица, выраженная как натуральный .погарифм квадратного корня из отношенрш мощностей в начале JV и в конце Д четырехполюсно- го контура, 5= In так называемый не пер, и единица, выраженная как десятичный логарифм той же величины h = lg W , так назыв. бель. На практике У Ng пользуются Vio этой единицы-децибелем, совпадающим с ранее принятой в Америке единицей T.U. (Transmission Unit). До последнего времени существовала еще одна единица передачи-ми.тя стандартного кабеля (м. с. к.). Для перевода одних единиц в другие молено пользоваться следующе!! таблицей: 1 непер = 8,7 децибеля (8,7 T.U.) = 9,18 м. с. к. 1 дсцибель (1 Т.и.)-=0Д15 нспера=1,055 м. с. к. 1 м. с. к. =0.109 пепера=0,95 децибеля (0,95 Т.и.) В СССР, Германии и Швеции пользуются единице 14 непер; в Англии и С. Ш. А.-де-цибель. Самое определение непера и беля показывает, что эти числа не имеют постоянного значения и зависят от 3. передаваемого колебания. Выбор этих опреде.тений обусловлен удобством применения непера и беля для вычислений. Н. Баев ЗАТЫЛОЧНЫЙ СТАНОК, специальный токарный станок (см. Токарные станки),яри-способленный, благодаря особой конструкции супорта, для спиральной заточки в радиальном, косом и осевом направлениях затылков фрезеров и других режущих инструментов с прямыми и сшгральными канавками. Кроме прямого назначения, универсальные 3. с. могут быть используемы в качестве точных токарных станков. Для выполнения спиральной заточки затылков обтачиваемый фрезер, насалеенный на оправку, медленно вращается в центрах станка, а резец, подведенный к вершине затылка зуба, сначала медленно подвигается по направлению к оси фрезера по линии АВ (фиг. 1) на глубину задней заточки ВС, а затем быстро отходит назад (BD). Резец должен производить за один оборот шпинделя столь-ico подобных двойных ходов, сколько у фрезера зубьев. Движение резца к оси должно происходить по логарифмической спирали, т. к. в данном случае касательная к затылку зуба фрезера в любом пункте пересечения радиуса с затылком будет образовывать один и тот же угол а, вследствие чего при радиальной заточке релеущей грани зуба как угол резания, так и форма его остаются неизменными. Необходимое переменно-возвратное поперечное движение сообщается резцу соответствующим кулачковым механизмом супорта, один из типов к-рого изображен па фиг. 2. Движение супорту сообщается зубчатой муфтой с косыми зубцами; одна половина ее В наглухо заклинена на поперечном ходовом валике супорта R, вторая же половина А муфты, представляющая пустотелую втулку, сидит неподвилсно в гнезде поперечных салазок Р и укреплена кольцевой гашюя. Когда ходовой вал для задней заточки iV вращает поперечный валик по направлению стрелки 3, то косые зубцы муфты В медленно смещают поперечные салазки по направлению стрелки 1, для выполнения задней заточки. Как только косые зубцы обеих 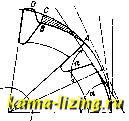 Фиг. 1. половинок муфты выйдут из взаимного зацепления, пружина S тотчас же оттягивает поперечные салазки обратно в- исходное положение по направлению, указанному стрелкой 2, при чем резец выскакивает из промежутка между зубьями фрезера. После этого обе половинки муфты вновь сцепляются, и начинается обточка затылка следующего зуба. Число сцеплений муфты за одни оборот шпинделя, зависящее от числа зубцов муфты и передачи поперечного ходового валика, должно равняться числу зубьев обрабатываемого фрезера. При количестве зубцов муфты, равном Zjc, поперечный ф, ходовой валик для об- точки затылков фрезера с зубьями должен сделать за одни оборот шпинделя станка п=-- оборотов. Так 1сак глубина задней заточки зависит от высоты зубцов муфты, то зубчатая муфта для выполнения задней заточки той или иной глубины д. б. легко заменяема. В американских 3. с. часто применяется устройство, изобралшнное на фиг. 3 и 4. 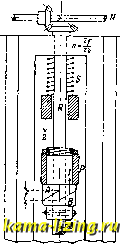 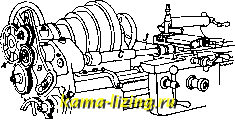 Фиг. 3. Эксцентрик D, приводящий в движение резцовую каретку G, получает вращение от шпинделя через сидящую на гитаре В зубчатую передачу А и раздвижной валик С. Эксцентрик Z) упирается в ролик Е, закрепленный в неподвижной части супорта F, и, вращаясь, сообщает всей верхней части переменно-возвратное движение, обусловливающее спиральную заточку затылков зубьев фрезера. Дляобратной откатки каретки G служит пружина И. Для заточки фрезеров со спиральными канавками раздвижной валик С снаблсают винтовой канавкой, ход которой равняется ходу витка канавки фрезера. При продольном движении супорта подвижная часть валика J, вдвигаясь в гильзу С, получает дополнительное вращение, вызывающее требуемое опережение или запаздывание затылочного движения резца. Описанное переменно-возвратное движение салазок супорта, без вращения самого супорта в горизонтальной плоскости, позво- ляет производить обработку фрезеров лишь с радиальн. заточкой затылков зубьев. Для обработки фрезеров с косой или боковой спиральной заточкой, а также со сложными профилями, необходимо иметь возможность устанавливать супорт под углом к оси в 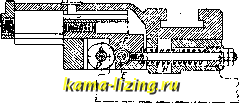 Фиг. 4. обрабатываемого предмета с сохранением его переменно-возвратного движения. Это достигается устройством между поперечными и продольными салазками супорта поворотного диска А (фиг. 5), вращающегося на оси. 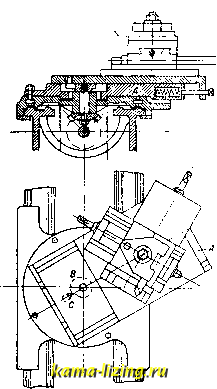 Фиг. 5. совпадающей с геометрич. осью вертикального вала кулачковой шайбы В. В данном случае продольный ходовой вал для заднех! заточки располагается внутри станины, а поперечное движение салазок супорта взад и вперед достигается вращенпем на вертикальном валу кулачковой шайбы В, отводящей при своем двил-сении штифт С, который укреплен при помощи шпонки на поперечных салазках. Обратная оттяжка салазок супорта в начальное пололшние производится посредством спиральных пружин. При задней заточке фрезеров со спиральными канавками приходится учитывать необходимость опережения или отставания затылочного движения в зависимости от величины продольной подачи резпа *S п направления и шага Я спирали канавки. При каждом обороте нарезаемого фрезера поперечные салазки супорта должны сделать не Zf двойных ходов, как при обточке фрезеров с прямыми канавками, а,гу(1+) знак (-Ь) или (-) зависит от направлений вращения и направ.яенш! витков спира.пи фрезера и ходового винта. В том случае, когда оба эти фактора у фрезера п ходового винта попарно одинаковы или оба одновременно различны, ставится знак (-), в противном случае ( + ) Замедление и ускорение достигается уста.-новкой на 3. с. особого корректирующего приспособления (фиг. 6). Это приспособление приводится в действие от супорта. который в своем продольном движении захватывает штангой а салазгси Ь. По поворотной  Фпг. 6. липеике с, точно устакав;п1ваемой на данный yviji спирали фрезера, скользит ползун зубчатой рейки d, к-рая вследствие пе-редвижетгя салазок, b и лихгейки с совершает вертикальное движение и т. о. приводит через особую пхестерню во вращение ico-робку дифференхщальной передачи е. Передача от шп1шделя к ку.лачку, сообщающему переменно-возвратное двилгение поперечным салазкам супорта, совершается посредством шестерен д, через дифференциал в и валик/. Вращением коробки дифферепциа.ла е валику f сообщается добавочное врахдение, чем и достигается необходимое опережение или отставание затылочного движения. З.с. делятся на простые и универсальные: первые не имеют продольного самохода п допускают лишь заточку затылков фигурных фрезеров с прямыми канавками; вторые же, сиабж.епиые ходовыми винтом и валом, приспособлены для задней заточки всевозможных фрезеров с прямыми и спиральными канавками, а таклсе м. б. использованы в качестве точных токарно-винторезных станков. Простые З.с. изготовляются с высотой центров от 145 до 210 мм и допускают заточку фрезеров диам. от 70 до 275 мм; расстояние между центрами колеблется в пределах от 145 до 350 мм., потребная мощность 1--12,5 IP. Универсальные 3. с. имеют высоту центров 200-f-325 мм и допускают обработку фрезеров диам, до 360 мм; расстояние мелоду центрами колеблется от 500 до 1 ООО Л1М, потребная мощность l-f-3,5 IP. 3. с. дают возмолшость быстро и с необходимой точностью производить спиральную заточку фрезеров. Т. к. при задней заточке фрезеров, особенно с большим числом зубьев, число ходов супорта взад и вперед за определенный промежуток времени весьма значительно, то двигающиеся массы заставляют станок испытывать резкие частые удары и тем самым могут производить дрожание станка, вредно отралсающееся на качестве продукции. Поэтому З.с. строят весьма солидно, и заменять их обыкновенными токарными станками нецелесообразно как в отношении производительности станка и срока его службы, так и в отношении точности производимой работы. Лит.: г а в р и .11 с п к о А. П., Механич. технология, ч. 4, вып. 1-3, М., 1925-26; Зайдель И., Тоь-арпое дело, М.-Л., 1926; Гюлле Ф. В., Станки, пер. с нем., т. 1, М., 1927; НиКе (производственный), вып. 3, М.. 1926; Новости станкостроения в Германии , М., 1927; Сборник Новейшее машиностроение , вып. 1, Берлин, 1926; Н и И е F. V/., Die Werkzeugmaschincn, 4 Auflage, В., 1923; Macliinerys Kncyclopcdia, v. 5, N. Y., 1925. C. ананьин. ЗАЩИТА МАТЕРИАЛОВ, сж. Коррозия. ЗАЩИТНЫЕ ПРИСПОСОБЛЕНИЯ (индивиду а.льные), предметы, которые надеваются рабочим для защиты от вреда или опасностей, связанных с производством. Сюда относятся: 1) спепиальпая производственная оделода (спецодежда); 2) очки и другие приборы для защиты глаз; 3) респираторы для зашиты органов дыхания; 4) приспособления для зашиты органов слуха. Спецодежда. Под этим названием понимаются предметы одеяния, защищающие тело и кожу рабочего, а также предохраняющие его от некоторых видов пропзводствен-пого травматизма. Спецодежда мои-ет или покрывать почти все тело (комбинации, костюмы, платья, халаты, плащи) или же служить лишь для местной защиты (фартуки, парукавкики, наколенники, обувь, рукавицы, головные уборы, гетры, щитки и т. п.). Ткань и покрой спецодежды до.лжг1Ы отвечать ее основному назначению без ущерба для гигиеничности, удобства и прочности. Однако, сочетать все эти требования удается далеко не во всех случаях; чаще всего приходится поступаться теми свойствами, к-рые для данной работы имеют меньшее значение, или компенсировать недостатки тканей покроем спецодежды, релшмом ее применения и т. под. В отношении тех предметов, которые предназначены для поверхностной (особенно местной) защипа (фартуки, нарукавники, гетры и т, п,), на первый п.пан выступают защитные требования, хотя бы в ущерб гигиеническим; то же касается и одежды, употребляемой только на недолгие периоды работы. Различаются следующие типы спецоделоды в зависимости от назначения.  Фиг. 2. Фиг. 1. 74207372
|