
|
|
|
|
Литература --> Производство жидкого угля постоянно с трубопроводом высокого давления, служит для отведения назад обоих поршней по окончании рабочего хода. Вначале пускают воду под поршень а, при чем обжимка в сжимает склепываемые листы; затем дают давлепио на поршень б, осажи-ваюший стержень заклей- ки обжимкой г с силой, равной разности давлений на поршни а и б; наконец, сообщают пространство под поршнем а с атмосферой, вследствие чего на головку 3. передается полное усилие всей шлощади боль-пюго поршня. Недостатком этого способа является большой расход прессовой воды; кроме того, при неподвижной поддержке приходится 3. вставлять изнутри заклепываемого котла, что, особенно при барабанах малого диаметра, сильно затрудняет клепку. Обычный способ постановки 3. заключается в том, что при клепке образуется лишь одна замыкающая головка. Однако, можно вводить в заклепочное отверстие простой раскаленный стерлсень и давлением двух обжимок осаживать обе головки одновременно. Главная трудность заключается при этом в том, что стержень не имеет упора и, так. обр., при неправильном движении обеих обжимок, головки выйдут различной величины. Достоинством этого способа, кроме дешевизны, является также лшее заполнение отверстия мета.ллом, даже при более низких давлениях на единицу площади сечения стержня 3., в виду того что при этом осаживание стержня начинается не с одного конца, а лишь с середины его. Для уничтожения опасности образования неравномерных головок Шухом было предлолсено снабжать заклепочный стержень предварительной головкой, в виде изображенной на фпг. 12. Опытами было установлено, что I качество заклепочного соединения при помощи этих 3. не хуже, чем у перекладины л ползун б и тянут его с собой; при этом вода засасывается в цилиндры виг через невозвратные клапаны из водопровода, находящегося под небольшим давлением (1 atm). После того как обжимка д солшет листы, пускают воду в кольцевое простран-  i(p обычно го, заполнение дыр металлом даже немного лучше,стоимость же обоих способов, в виду необходимости предварительной штамповки 1 3., почти одинакова. В последнее Фиг. 12. время нек-рыми немецкими заводами выработан способ расклепывания одновременно обеих головок, при чем одинаковость обеих го.ловок обеспечена. Для этой цели клепальная машина снабжена двумя рабочими цилиндрами или особым приспособлением, подобным изображенному на фиг. 13. Здесь давящая обжимка а сидит иа ползуне б, приводимом в движение подющью гидравлических цилиндров в п г; прижимающая обжимка д сидит на салазках е и соединена с поршнем ж, ходящим в цилиндре 3. При работе обычным способом, т. е. вводя 3. со стороны по дд ер лжи, пространство под поршнем и в головке поддержки сообщают с атмосферой, благодаря чему вторая прижимающая облсимка к отходит назад. Сначала пускают воду в цилиндр 3, при чем салазки е, двигаясь вперед и пройдя путь X, захватывают при помощи Фиг. 13. ство г, а затем и в, для окончательного образования головки. Таким образод!, прессовая вода в рабочий цилиндр г подается лишь в течение небольшого участка хода х, а в большой цилиндр в только на протяжении нескольких мм, при окончательном образовании головки. Если вставление 3. изнутри представляет неудобство, то при помощи этой машины является возможным вставлять их снаружи. Для этого сообщают цилиндр з с атмосферой, а цилиндр и с прессовой водой пониженного давления; тогда, при продвижении обжимки а вправо, сначала вступит в соприкосновение с листами обжимка к, к-рая снсимает листы; при дальнейшем движении вступает в действие обжимка м, осаживающая замыкающую головку. При штифтовой клепке сначала пускают воду в оба цилиндра м и з и устанавливают обе прилшмающие обжимки т. о., чтобы z-y=x точно равнялось длине избытка заклепочного стержня, необходимого для образования головки. В этом случае первыми придут в соприкосновение с листами обе прижимающие обжимки d и к, и давящие обжид1ки передвинут штифт так, что длишл концов, выступающих по обеим сторонам листов, будут равны. В дальнейшем работа производится совершенно аналогично нормальной клепке. Отвод салазок б и е назад осуществляется при помощи штока поршня ж, кольцевое пространство впереди которого постоянно соединено с напорным водопроводом. Гидравлич. клепка, при правильном выборе рабочих давлений и продолжительности клепки, является одной из самых на-делшых, особенно для 3. крупных 0, при к-рых она превосходит ударную. Однако, неправильности в отношении выбора значений этих двух факторов могут совершенно уничтожить ее преимущества, поэтому над ними необходим самый тщательный контроль. Обычно он осуществляется при помощи самопишущих манометров, регистрирующих как высоту применявшегося давления, так и продолжительность клепки. На крупных зап.-европ. заводах весь контроль клепального процесса бывает централизован в помещении цехового инженера, а рабочий, ведущий клепку, сообразуется при выборе да- вления и времени занатия с особыми таблицами; перед его глазами помещены манометр и электрич. секундные часы, стрелка которых пускается в ход автоматически, по достижении давлением в цилиндрах пресса предельной, назначаемой в зависимости от 0 3., величины. Производительность гидравлических клепальных мащин, но данным ГОМЗЫ, указана в табл. 7. Табл. 7. - Часовая производительность стационарного гидравлического пресса.
Для клепки судов, мостовых сооружений и других громоздких конструкций употребляют переносные клепальные машины. Они делаются обычно упрощенного типа, с одним лишь цилиндром, без особой прижимающей обжимки; в остальном конструкция рабочей части не отличается от конструкции стационарных машин. Иногда, для облегчения клепки в трудно доступных местах, прессовый цилиндр относят на другой конец станины, при чем вся машина получает вид щипцов. На фиг. 14 изображена передвижная машина такого типа в универсальном подвесе, при чем вращение машины вокруг горизонтальной оси совершается двумя вспомогательными гидравлическими поршнями, посредством цепи Галля и зубчатки. При отсутствии на з-де гидравлич. установки высокого давления прибегают к другим источникам энергии. Пар применяется редко в виду прерывистой работы клепальных машин и вызываемых этим больших потерь на конденсацию в трубопроводах. В котельных цехах часто имеется д.ля пневматического инструмента сеть воздухопроводов с давлением 5-6 atm. Т. к. для приведения в действие непосредственно обжимки это давле- 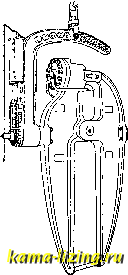  Фиг. 14. Фиг. 15. иие слишком мало, то прибегают к переда-le усилий от рабочего цилиндра к обжимке 1. Э. т. VIII. при помощи рычажного механизма или же гидравлической передачи. Клепальная машина первого типа изображена на фиг. 15. Передача от поршня к ползуну осуществляется коленчатьш: рычагом Q  Фиг. 16. И двумя подвесными серьгами; это устройство имеет то достоинство, что по мере опускания ползуна увеличивается и сила нала-тия. Рабочим органом служит дифферент циальный поршень, передняя сторона которого является рабочей, а задняя, кольцевая, 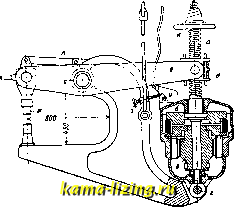 Фиг. 17. служит для обратного хода. Ко.льцевой золотник устроен т. о., что нерабочая сторона цилиндра при движении поршня вперед сообщается с напорным воздухопроводом, при чем большая часть заключающегося в этой полости сжатого воздуха выпускается обратно в воздухопровод; лишь под конец хода, когда необходимо максимальное давление, эту полость сообщают с атмосферой. Пневматич. клепальная машина с гидравлич. передачей изображена на фиг. 16; передача совершается посредством масла, заполняющего без остатка пространство под поршнем цилиндра а, равно как и полость е. Для экономии сжатого воздуха здесь применены два отдельных цилиндра а и б, из к-рых меньший служит для опускания обжимки, а поршень в большего приводит в движение п.лунжер г; последний входит через лабиринтовый сальник д в полость е над прессовым поршнем о/с, при чем эта полость разобщается таким обр. от цилиндра а. Дальнейшее продвижение плунжера вызывает движение обжимки при увеличенном, в прямом отношении площадей поршня и плунжера, давлении. Для подъема обжимки служит кольцевое пространство з. Электрич. клепальная машина изображена на фиг. 17. Рабочей деталью является винт а, соединенный наглухо с одной половиной электромагнитной муфты б, играю-шей вместе с тем роль маховика. Электромотор в, качающийся на оср г, непрерывно вращается; в нужный момент включают муфту, при чем мотор, вращая винт а, через посредство гайки д и рычага е приводит в действие обжимку ж. Весь колсух мотора при этом наклоняется, и в нужный момент винт 3 упирается в рычалгок выключателя и и выключает муфту, так что последнюю часть пути облсимка совершает лшпь под действием сил инерции вращающихся масс. Отвод рычага назад совершается вручную маховиком к; серьга л служит только для сохранения обжимкой поступательного движения. На том же принципе, что и электрические, основаны трансмиссионные клепальные машины. Недостатком машин обоих последних видов является невозможность точно назначить и контролировать величину давления на 3., что вызывает иногда ненадежное образование головки или же перенапряжение материала листов. Трансмиссионные к.чепальные машины получили значительное распространение для холодной клепки 3. 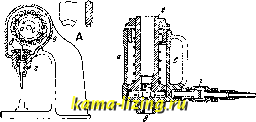 Фиг. 18. Фиг. 19. малого 0. Одна из таких машин изображена на фиг. 18. Рабочей частью является быстро вращающийся диск а, на окружности к-рого расположен ряд на-льцев б с сидящими на них с зазором кольцами в; последние отбрасываются центробежной силой наружу в минуту, так что клепка продоллсается всего лишь несколько секунд. Значительное распространение в клепочном деле получили пневматич. клепальные молотки (см. также Пневматические инструменты). Специально клепальные молотки приготовляются различных типов, в зависимости от условий работы и диам. 3. В табл. 8 приведены размеры ряда пневматических клепа.чьпых молотков завода РМА(б.Покорный и Виттекинд в Франкфурте-па-Майне). Весьма удобн. явля-етсл применение пневматической подпорки, изображенной на фиг. 19. Она состоит из цилиндра а, служащего основанием, и поршня б, несущего поддерживающую обжимку; пружина в служит для возвращения поршня в исходное положение. Управление совершается при помощи крана г; гнездо д служит для вкладывания упорок при значительном расстоянии от склепываемой поверхности до точки опоры. Расход воздуха в час- ок. 0,08-0,1 м- (расход указывается в м воздуха, засосанного компрессором). Данные о подпорках приведены в табл. 9. В кораблестроении для склепывания шпангоутов применяется инструмент, соединяющий в себе подпорку и клепальный молоток (фиг. 20); при особо стесненных условиях клепки и Табл. 9. -Данные о пневматических подпор тч ах завода FMA. 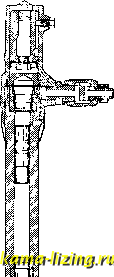 Фиг. 20.
В малых судах подпорку ставят не на одной оси с молотком, а рядом с ним (фиг. 21). Данные об этих молотках приведены в табл. 10 Табл. 8.-Данные о пневматических клепальных молотках завода ЕМА.
и ударяют по обжимке г; расплющивание головки 3. достигается, т. о... целым рядом с..1абых ударов. Обжимка имеет форму, показанную па фиг. 18, А. Правильность формы головки достигается тем, что обжимка вращается при помощи зубчатого колеса д. Число ударов-порядка нескольких тысяч Неудобства и потери, вызываемые сетью воздухопроводов, вызвали многочисленные попытки соединения в один аггрегат компрессора и рабочего инструмента. Часть таких клепальных машин работает при помощи жидкой связи между поршнем насоса, совершающим колебательные движения, и
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||