
|
|
|
|
Литература --> Производство жидкого угля котором вещество было до 3. Эти два состояния резко разнятся по своим физич. свойствам; напр., в одних случаях (углеродистая сталь) после 3. вещества приобретают большую твердость и хрупкость, в других (марганцовистая сталь), наоборот, - эластичность и вязкость, так что заключение о том, что 3. придает твердость, неправильно. Б.ч. закаленные вещества обладают меньшей электропроводностью и теплопроводностью. На этом основан метод определения закаленного состояния вещества. Практическое приложение 3. к сплавам металлов см. Термическая обработка. к. Грачев. ЗАКИСИ, термин, обозначающий окислы более низкой степени окисления какого-нибудь химич. элемента при наличии других окислов того же элемента более высокой степени окисления. В русской химич. номенклатуре встречается (правда, лишь в редких случаях) таклсе и термин недокись для обозначения еще более низкой степени окисления того же элемента. В немецкой химич. терминологии все более утверждается метод обозначения степеней окисления элементов цифрой в скобках, указывающей на валентность окисленного элемента, напр.: сернокислая соль закиси железа-Eisen (2)-sulfat, сернокислая соль окиси железа-Eisen (3)-sulfat. Степень окисления обозначается также соединительной гласной в названии химического соединения: закисные соединения характеризуются буквой о , а окисные- буквой i ; например: Ferrosulfat - сернокислая соль закиси железа, Ferrisulfat-сернокислая соль окиси лселеза. ЗАКЛЕПКИ, металлические стер лени, снабженные па одном конце головкой, служащие для соединения деталей машин н соору-лений путем образования второй головки расклепыванием выступающей части стержня. Соединение при помощи 3.-неразъемное и м. б. разобрано лишь по разрушении одной из частей его. В посаженном на место виде 3. состоит пз цилиндр ич. стержня а (фиг. 1), проходящего через толщу металла частей, подлежащих скреплению, и двух головок: одной-первоначальной закладной и другой-образуемой при постановке 3. на место, замыкающей. 3. применяются главным образом в мета.ллических конструкциях, судостроении, котлостроении и жестяничном деле. В зависимости от различных требований, предъявляемых в этих отраслях промышленности к заклепочным швам, форма заклепочных головок отличается большим разнообразием. Головки 3. по форме различают следующим образом. 1) Полукруглая головка делается двух типов: для прочных и плотных швов (котлостроение) приходится делать ее большего диам. как в целях достижения большей плотности шва, так и для возможности последующей чеканки головки  Фиг. 1. 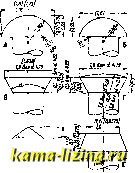 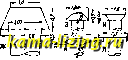 Фиг. 2. (фиг. 2, А); для соединений, от которых требуется лишь прочность (металлич. конструкции, мосты), достаточна головка меньших размеров (фиг. 2, Б). В СССР оба типа объединены в один (ОСТ 301), размеры к-рого даны на фиг. 2, А. 2) П о т а й н а я-обладает меньшей прочностью по сравнению с остальными формами и применяется лишь там, где выступание головки совершенно недопустимо (фиг. 2, В). 3) Полупотай-н а я (фиг. 2, Г) применяется часто в тех случаях, когда выступающие головки мешают или необходимо достижение особой плотности заклепочн: соединения (нефтеналивные суда, цистерны длл нефти и ее погонов). 4) К он и ч е с к а я-наиболее легкая для образования вручную, без помощи \fi обжимки (фиг. 2, Д), ! Г применяется поэто- L=d<cd му в неудобных для работы местах в качестве замыкающей головки. 5) Бочкообразная (фиг. 2, Е) и бочкообразн. с коническим подголовком (фигура 2, Ж) не требуют для поддержки при клепке оправки с выработанным углублением и применяются поэтому часто в судостроении, при чем вторая из них гл. обр. для наливных судов и вообще там, где требуется особая плотность соедииения. 6) Чечевицеобразная (фиг. 2, К) применяется в кузнечном и в лсестяничном деле наряду с полукруглой (фиг. 2, 3) и потайной (фиг. 2, И). 7) Плоская (фиг. 2, Л) применяется в бондарном производстве. Размеры головок па фиг. 2 указаны по стандартам СССР в долях 0 стержня 3. до постановки ее на место; размеры, постав-.ленные в скобках, являются нормами D1N, а в квадратных скобках-нормами, принятыми Америк, союзом котлостроителей (American Boiler Manufacturers Association); все указанные размеры (кроме норм АВМА) являются средними, точные размеры указаны в таблицах стандартов (ОСТ 184-187 и 301-305). Угол а в потайных и полупотайных головках, по нормам АВМА, постоянен и для всех диаметров равен 80°; по нормам DIN, он меняется, а именно-для диам. 10-16 мм а=75°, для диаметра 19-25 мм а = 60° и для диаметра > 26 мм а=45°. По своему материалу 3. делятся на железные (стальные), медные, алюминиевые, цинковые и сделанные из различных цветных сплавов. Как общее правило, 3. должны состоять из того же материала, что и соединяемые ими части. Причина этого требования лелсит в том, что при жесткости заклепочного соединения различие термич. коэффициентов склепываемых частей и 3. может вызвать при изменениях t° возникновение напряжений, превосходящих предел упругости, и как следствие этого - остающиеся деформации и ослабление соединения. Кроме того, под действием влаги, содержащей примеси солей или кислот, различие металлов обусловливает возникновение гальванической пары, результатом чего является электролиз, влекущий за собой коррозию частей соединения. В виду того что головки 3. образуются путем расклепывания стержня, основным общим требованием для материала 3. является пластичность-условие, которому лучще всего удов.четворяют чистые металлы. Требования, предъявляемые в разных странах к заклепочн. материалу, приведены в табл. 1. овала, составленного из дуг окружностей двух различных радиусов . Это вызывало значительные неудобства как при изготовлении обжимок и матриц д.чя производства 3., так и при производстве клепки, в особенности пневматической; рабочий достигает красивой и гладкой формы головки, на-К.ЯОНЯЯ во время клепки пневматич. молот и обрабатывая т. о. головку со всех сторон без опасения затронуть поверхность склепываемых листов. Такой способ работы возможен, однако, лищь тогда, когда поверхность головки является частью шара. Длина стержня 3. I зависит от толщины соединяемых частей, формы замыкающей головки, величины просвета меледу стержнем 3. и стенками заклепочного отверстия, f° 3. в Табл. 1.-Т ехнические условия на заклепочный материал. Страна и название норм СССР Материал Марка Особо мягкая сталь .... Медь Англия I Судостр. заклеп. Англ. Ллойд сталь Германия DIN и правит, нормы С. Ш. А. ASTM Котельная заклеп. сталь . . Заклеп. сталь Ст. 2 Ст. 3 М. 3 St. 34-13 I Удлинение г в Врем. I сопро- тивлен. на разрыв R в Ks/.w.vt длинный образец короткий образец Загиб на 180° вокруг оправки 0 а 33-42 37-45 22 39-47 42-47 30 26 Осадка в холодном виде ДО Допуски в мм по 0 25 1 а = 0*> 0,4 выс. обр. 22 I a=d* 1 0,5 35 а=0 I 0,33 +0,3 +0,3 ±0,2 на овальность 0,5 0,5 0,2 34-42 35-42 Сталь заклеп. котельная . . , Сталь заклеп. мет. констр. , Сталь заклеп. мостовая . . , Сталь заклеп. вагонная . . , 30-26-22 *: 25-22-18 25* - 132-39,4*Ч 1 070 : R 33-4С* 1 1 000:1? 33-40* 32-43* 1 070 : R 1 070 : R а=0 a=0,2d* а=0 а=0 а=0 Расплющ. в горячем виде до в 2,5 d 0,5 выс. обр. 0,5 * Франция Проекты стандартов Сталь заклеп. особо мягкая Сталь заклеп. мягкая ... 34-40 38-45 30* 27* a=2d*< a=4d* * Образец закаленный, при ;25>30 мм для Ст. 2 a=d и для Ст. 3 a=2d. Для образцов толщиной, соответственно, более 8 мм. 8-7 л/.и и 7-5 ,дш. * При утом R + i 62. В горячем виде. *° Испытание на загиб закаленного образца при a=2d. *Предел текучести 0,5 R. 0=0 для 0<2О мм; a=d для 0-=2O-SQ мм; a=2d для 0>30 мм. * Д + 2г 95. * Образцы закалены при 850-900° в воде t° 20-25°. До постановки на место 3. имеет вид, изображенный на фиг. 1 пунктиром. Диаметр стержня d (измеряемый на расстоянии 5 мм от головки), для возможности введения 3. в горячем состоянии в отверстие, делается на 0,5-1 мм меньше 0 заклепочного отверстия. Обычно стержень делается на длине, равной 2-3 d, слегка коническим, суживаясь до d; стерлеень переходит в головку закруглением небольшого радиуса (обычно г0,1 d). Прежде полукруглые головки 3. делались в форме тела вращения, меридиональное сечение к-рого имело форму полу- момент ее осаживания и способа клепки (при прессовой клепке стержень осаживается сильнее, чем при ударной, и, т. о., требуется больший избыток длины). В виду многообразия факторов, влияющих па длину 3., всего надежнее определять ее путем заводского опыта; для приблизительного подсчета может служить формула l = as+b, где I-длина стержня 3. в мм, s-толщина соединяемых частей в мм, а и b-коэффициенты, значения которых даны в табл. 2. Диаметр 3. d зависит гл. обр. от толщины соединяемых листов д, при чем имеется Табл. 2. - К о э ф ф и ц и е н т ы для определения длины 3. заклепки в мм . . . . I 10 ! 13 16 0 отверстия в jvt.vi 11 1 14 1 17 ; 20 Полукруглая головка для 1!отлострое-нкя
а ,1,34 1,26 1,24 1,27;1,23 1,20 1,20,1,16 l,15jl,14]l,13ll,12 15 19 I 28 ! 32 35 39 i 43 ; 45 Полукруглая головка для железных конструкций 1,34 1,26 1,24 1,2711,23]l,20!l,20 1,16 19 23 ; 26 49 I 56 ! 59 ! 62 l,15l,14 1,13 1,12 несколько различных ф-л, выражающих эту зависимость; результаты, однако, различаются между собой лишь незначительно и лежат в пределах заштрихованного поля диаграммы, данной на фиг. 3. Жирными линиями на фиг. 3 показаны границы применения  /5 го гь 30 толщено листа $ в ми Фиг. 3. нормальных 3., по ОСТ 301-305. Практически избегают в одной конструкции применять 3. различных диаметров и ограничиваются тем, что ведут расчет на срезывание или лобовое давление в зависимости от того, какое из этих двух напряжений является критическим. Для изображения 3. па чертелсах железных конструкций выработаны стандартные обозначения как для 0 3. (см. табл. 3), так и для формы головки (фиг. 4). начинает грибообразно расширяться и образует замьпсающую головку, окончательную форму которой, в случае ручной клепки, придают обжимкой. При этом далеко пе безразлично, происходит ли этот процесс под влиянием ряда более или менее си-льных ударов или же как следствие медленного прессования. В последнем случае приходится прибегать к давлениям на единицу площади поперечн. сечения 3., на много превосходящим предел текучести материала, при чем последний, находясь в пластич. состоянии, передает давление в значительной мере и иа боковые стенки заклепочного отверстия. Результатом этого являются значительные напряжения в материале листов, зачастую превосходящие предел упругости; кроме ослабления мета.л.ла, вызванного этим, иногда металл 3. проникает между листами, приподнимая их, уменьшая поверхность трения и ослабляя, таким образом, самый шов. При заклепывании рядом 37 ; 40
Фиг. 4. ударов сила удара приходится на значительно меньшую поверхность головки и, распредел5шсь по всему сечению 3., не мол-сет привести материал стержня в состояние текучести; кроме того, и кратковременность воздействия силы препятствует распространению ее действия на более удаленные от Табл. 3.-Способы обозначения заклепок па чертежах.
Условное обозначение заклепок Й о 1:10 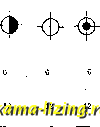 При заклепывании в горячем состоянии 3. испытывает следующие изменения: стержень ее осаживается и, расширяясь, заполняет собою весь объем отверстия; одновременно оставшаяся снаружи выступающая часть места приложения части. Недостатком ручного способа является его дороговизна и большая зависимость от уменья и доброй воли рабочих. Опыты Фремона над сопротивлением головок 3. показали, что при
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||