
|
|
|
|
Литература --> Производство жидкого угля на специальных станках, работающих по принципу обкатывапия. В станках Маага производится одгювременпое шлифование двух зубцов двумя тарельчатыми кругами (фиг. 21). Рабочие плоскости кругов соответствуют профи.чям теоретич. рейки с углом зацепления в 15°. Шлифуемое колесо совершает двилсение обкатывания по теоретич. рейке при помощи ста.чьной ленты. При обкатывании ишифуемое колесо совершает качательные движения, т. к , шлифуется только одна пара профилей; одновременно с этим колесо имеет поступательное движение вдоль собственной оси. По прохождении всей длины зубца шлифуемое колесо повертывается делрхтельным механизмом, и в шлифовку поступает следующая пара профилей. При больпюм модуле оба круга помещаются в одной впадине, при ма.чом-в разных. Выносливость шлифован, закаленных зубцов может характеризоваться примером одной передачи в автомобиле, в к-рой после пробега в 180 ООО хм на поверхности зубцов сохранились счеды шлифовки-крестовидные штрихи. Возможность изготовлять прямые зубцы с весьма высокой степенью точности позволила применять их для мощных турбинных передач. В одной из установок на 3 ООО IP применена передача с прямыми зубцами Мааса при следующих данных: числа зубцов 54/119, модуль 5,2 мм, 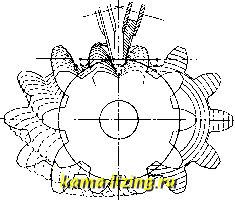 Фиг. 21. ширина кспеса 355 мм, чиспо оборотов малого 1солеса 3 000 в мин., окрулшая скорость Ым/ск. 4. Измерения зубчатых колес. Высокие требования в отношении точности изготов.г1е-ния 3. к. и соответствующее развитие техники изготов.чения потребовали создания соответствующих измерительных инструментов и приборов для испытания ко.чес. Типичными и вместе с тем 1Шдопустимыми погрешностями, для обнаружения и оценки к-рых нужны соответствующие инструменты и приборы, являются следующие: 1) эксцентричное расположение зубчатого венца на ободе-как следствие эксцентричного закреп.ле-ния колеса при нарезании зубцов; 2) погрешности в шаге-как следствие неточной работы делительного механизма, неравномерного нагревания обода колеса при его нарезании и т. п.; 3) погрешности в профиле-как следствие неправильной формы ре- жущего профиля или неправильного его положения. Т. к. нарезание всех зубцов производится одним и тем Hie инструментом, то измерение эксцентриситетам, б. произведено по окрулс-ности впадин или любой концентричной ей, за исключением окружности выступов, которая обрабатывается до нарезки зубцов и может пе быть концентричной с окружностью впадин. При помощи двух ка.чибровапных цилиндрич. стержней м. б. определен диаметр D начальной окружности, для чего стержни вкладываются в диаметрально противоположные впадины, и измеряется расстояние ; Г ;J/ tie Фиг. 22. между их внешними образующими. Диам. d стержней выбирают так, чтобы они касались профилей в точках нача.чьной окружности. По фиг. 22 пе трудно установить, что при четном числе зубцов измеряемое расстояние М будет выражаться так: М = D [(1 + sin у) 1 - sin а] , где а-угол зацепления, у-а -6, д = ; при нечетном чис.те зубцов измеряемое расстояние XD (cos й + sin г) sin а cos При измерении эксцентриситета по окрулг-ности впадин пользуются индикатором, который устанавливается на неиз.менном расстоянии от оси вращения колеса или же поворачивается около той же оси так, что стержень индикатора может.касаться окружности впадин. В том и другом случае наблюдают показания стрелки индикатора, вводя его стержень в каждую из впадин; разность наибольшего и наименьшего отклонений даст двойное значение эксцентриситета. Измерения шага являются весьма важными, так как теоретич. исследование и опыт показа.чп, что 3. к. весьма чувствительны к погрешностям в шаге. Измерения шага предполагают, что профиль изготов.леп совершенно правильно; есчи этого нет, то в результатах будут сказываться погрешности совместно как в шаге, так и в профиле. Для разделения их необходимы особые испытания правильности профиля. Измеряется и.чи шаг, как линейная величина, или соответствующий ему угол. Следует иметь в виду, что при измерении угловой величины шага на результате будет сказываться эксцентричность, что потребует затем соответствующей поправки. Измерение молсет производиться на любой окрулсности; тогда шаг будет пропорционален диаметру этой окружности, соответствующая же niary угловая ве.чичина постоянна и от диаметра пе зависит. Г.:1авную роль прн измерении играет не абсо.чютная величина шага, а его постоянство или отклонения результатов, получаемых при отдельных измерениях. Вместо шага часто подвергают измеренияд! толщину зубцов или ширину впадины, в особенности для зубчатых колес, работающих в обоих направлениях. Приборы для измерения шага весьма многочисленны и м. б. разделены по принципу 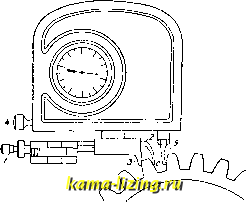 Фиг. 23. ры, измеряющие шаг ния эксцентриситета; работы на следующие три группы: 1) прибо-с исключением влпя- 2) приборы, измеряющие совместно шаг (или толщину зубца) и эксцентриситет; 3) приборы, измеряющие угловую величину шага. В качестве примера приборов первой группы I молено указать на одонто-метр Маага (фиг. 23), основанный на свойствах эвольвенты. При помощи винта 1 унор 2 устанавливается таким образом, чтобы измерительная новерхность 5 расположилась касательно к профилю. Далее, действуя винтом 4, добиваются, чтобы поверхность щупа 5 установилась параллельно поверхности 5. Перемещения щупа 5, являющиеся результатом неравенства измеряемых шагов, передаются, при помощи вращающегося на призмовой опоре рычага, стрелке индика- 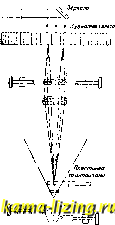 Фиг. 24. профиля. В ряде аналогичных приборов опорная точка помещается или на головке (окружность выступов) или на дне впадины. К приборам с опорной точкой на головке принадлежит общеизвестный зубомер, определяющий толщину зубца. Из приборов второй группы следует отметить оптич. прибор Цейсса, схема к-рого изобралеена на фш\ 24. Основным приспособлением является объектив, состоящий из двух раздвижных полулинз, к-рые дают два изобралеепия нижней кромгш испытуемого колеса, напр. два изображения одного и того же зуба, располагающиеся в поле зрения микроскопа. В зависимости от относительного расположения полулинз изобралкекия зуба перекрываются (фиг. 25, А). В нулевом положении, когда, обе полулинзы составляют один объектив, получается одно изобралеение (фиг. 25, Г). Для измерения пользуются тенью, получающеюся от перекрывания одного изобралее-ния дру1им(фиг. 25, А). Устройство прибора Окуляр 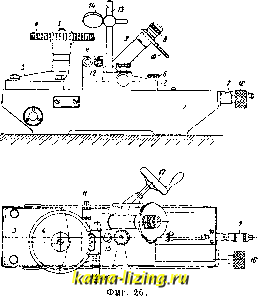  Фиг. 25А. Фиг. 25Б. Фиг. 25B. тора. Меняя щуп5, изменяют область измерения от т = 2 до ?гг,=20. С описан, прибором сходен одонтометр Пратта и Уитнея (Pratt & Witney). Характерной особенностью прибора Маага является помещение опорной точки с в произвольно выбранной точке показано на фиг. 26. Чугунная станина 1 несет на себе салазки 2 микроскопа и держатель 3 для испытуемого колеса 4, к-рое при помощи точно пригнанных букс крепится на колонке держателя и закрепляется винтомХ,5. Освобождая винт б, передвигают салазки микроскопа от руки и, грубо установив их, закрепляют тем же винтом. Точную установку производят винтом 7. Снятый со станины вместе с салазками микроскоп м. б. установлен для работы прямо на зу-Фиг. 25Г. борезном станке при испытании больших колес, т. к. отдельный прибор допускает измерения колес диаметром лишь до 400 мм. Под окуляром 8 микроскопа 9 расположена револьверная головка 10 со стеклянной круглой пластинкой, на к-рой нанесены различные штрихи для измерений. Микрометрич. винты 11 и 12 служат для установки полулинз. На колонке 13, к-рая молсет поворачиваться на 90°, закреплено зеркальце 14, освещающее поле зрения микроскопа. Упор 15 ограничивает угол поворота колонки. При помощи головки 16 испытуемое колесо можно устанавливать на разной высоте для получения резкого изображения зубцов. Поворот колеса производится маховичком 17 через червячную передачу. Измерения производятся двумя основными способами: при первом - пользуются острием тени, т. е. точкой пересечения налегающих друг на друга профилей (фиг. 25, А и Б), при втором-боковыми очертаниями тени (фиг. 25, В). При измерении погрепшо-сти шага (вернее,толщины зубца) могут быть применены оба способа. Первый является особенно удобным, когда наперед задана погрешность измерения. Для измерения слу-лсат спирали, нанесенные на стеклянном диске. Расхождение спиралей увеличивается иа 0,01 мм при переходе от одной пары коротких штрихов к соседней. Соответственно заданной погрешности измерения устанавливают спирали в поле зрения микроскопа так, чтобы длинный штрих соответствующего растворения спирали проходил через средний штрих (фиг. 25, Б). Затем, вращая колесо , устанавливают острие тени на этом штрихе; смещая полулинзы при помощи микрометрии, винтов 11 и 12, располагают острие между спиралями (фиг. 25, А). Затем, вращением колеса, на место первого зубца ставят второй, третий и т. д. Если для всех зубцов острие тени а будет располагаться между спиралями или на них,-это будет значить, что точность изготовления зубцов удовлетворяет заданному допуску. Если острие тени ляжет ниже спиралей,-зуб толст, в противном случае (фиг. 25, Б)-тонок. Если результаты измерения нанести на диаграмму (фиг. 27), оисладывая по оси абсцисс номера зубцов в поряд-I .-jI I I I I I 1 .1 ШД ке измерения, а по оси ординат - разницы в измерении при переходе от одного зубца к другому , то по этой диаграмме сразу можно различить погрешности в толщине зубца от влияния эксцентриситета. На фиг. 27 большая во.лпа кривой-следствие эксцентриситета; мелкие зубцы ее дают погрешности шага (толщины). Устройство приборов третьей группы основано на том, что 3. к. повертывается точно на один шаг и тем или иным способом измеряется угол поворота. Приспособлением, обеспечивающим хюворот именно на один шаг, является выдвижной упор, входящий во впадину между зубцами. Перед поворотом колеса упор выводится из впадины; колесо вращается и останав.ливается, когда упор войдет в следующую впадину. Приборы различаются мелсду собою гл. обр. принципом действия и устройством угломерного приспособления. Точность измерений 1-;-10 . Измерения погрешностей в профиле. Устройство всех приборов основано на свойствах эвольвенты. Если о г 8 10 га 18 г2 гв 30 34 38 Фиг. 27. окружность катить без скольжения по прямой Б (фиг. 28), то точка О последней вычертит на плоскости катящейся окружности эвольвенту еЕ. На этом принциЦе построен прибор Менера (Mehner). Диск (фиг. 29), диам. к-рого равен диам. основной окружности колеса 1, катится по неподвижной прямой линейке L, к к-рой прижимается пружиной вместе с салазками 2. Колесо и диск 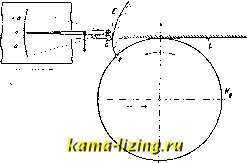 Фиг. 28. закреплены а буксе 3, насаженной на цапфу 4, установленную на салазках 2. Угловой рычаг 5 закаленной и шлифованной острой кромкой О (или Oj) короткого плеча прилсимается к испытуемому профилю в точке О (фиг. 28), а длинным плечом касается стержня индикатора 6. Есчи профиль правилен, то стрелка индикатора не отклоняется от  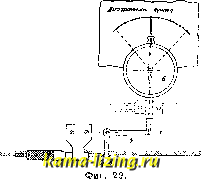 нулевого положения при скольжении кромки О , по профилю зуба во время качения диска Kg по линейке Ь. При неправильном профиле происходит отклонение стрелки в ту или другую сторону. Устройство прибора не только допускает отсчет погрешностей, но и записывает диаграмму их. Недостатком
|