
|
|
|
|
Литература --> Производство жидкого угля 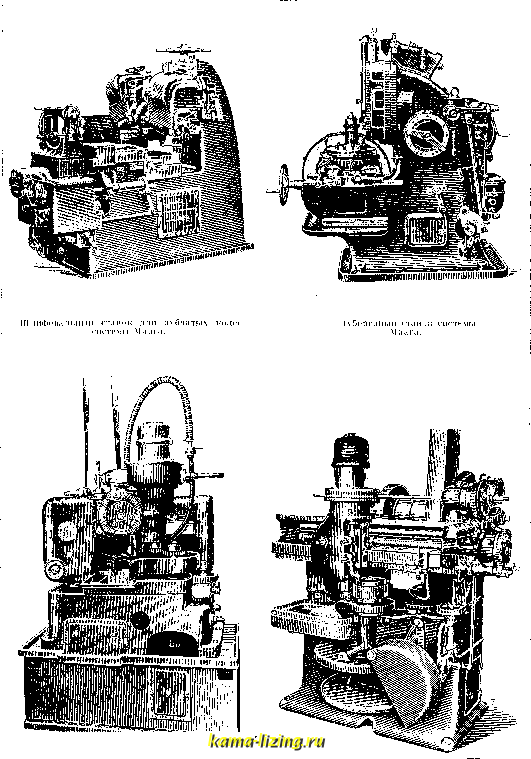 Быстроходный зуборезный станок системы Феллоу. Нормальный зуборезный станок системы Феллоу. 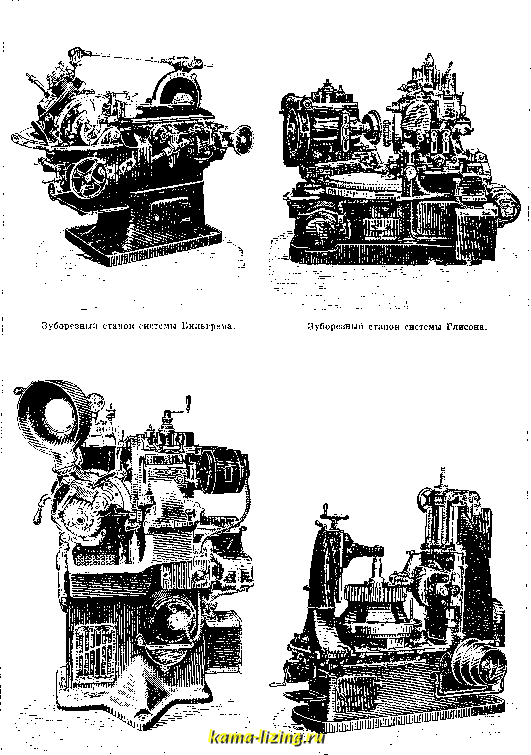 Быстроходный зуборезный станок системы IViHcOHa. Зуборезный станок системы Пфаутера. 6727�0292��4204825 610373 обусловливает движение обкатывания обрабатываемой шестерни но основному плоскому колесу. Шпиндель г получает вращение обкатывания от сектора е, зацепляющегося 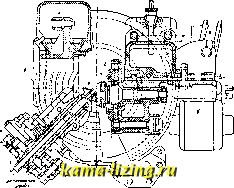 Фиг. 37. с частью плоского колеса ою, неподвижно укрепленного на станине 3. с. По окончании одного полного двилсения обкатьшания, осуществляемого шатуном з от вала и, сидящая на последнем шайба с фигурной канавкой к отводит назад фрезерную бабку, и делительный аппарат л поворачивает зубчатое колесо на один зубец. Взаимное ноло-жение фрезера и обрабатываемой шестерни видно из фиг. 38. Весьма интересным является 3. с. системы National Twist Drill а. Tool Со, в Детройте (С. Ш. А.), работающий по способу обкатывания, при чем рабочим инструментом является конич. червячный фрезер (фиг. 39, А-разрез и основные размеры, фиг. 39, Б-рабочее положение относительно обрабатываемого колеса). Теоретич. исследование показывает, что при вращении такого фрезера зубцы его зацепляются с зубцами плоского колеса, образующими к-рых являются укороченные или удлиненные эвольвенты; схематически это изображено на фиг. 39, В, где с есть развернутая поверхность червячного фрезера, б-линия, по которой совершается в пространстве зацепление зубцов фрезера и плоского колеса, ОI - центр конуса червяка, О а-центр плоского колеса, г- основн. окружность эвольвенты радиуса а, д - удлиненная эвольвента и е-архимедова спираль, которая образована в плоскости развернутого фрезера линиями его зубцов; уравнение ее Q = рср, где р = i: л. Разрез станка, работающего по описанному способу, изображен на фиг. 40, а схема привода-на фиг. 41. Рабочее движение фре- зер а получает от шкива б через передачу II g , движение обкатывания осуществ.чяется вращением всей фрезерной головки в вокруг оси барабана г через передачу 7 9 11 с,с, 13 8Тд72с~с., и одновременным вращением обрабатываемого колеса д при помощи пере- 8 10 12 \ С2С4 CjCs i6 / 18 20 22 с, с,2 24 Подача совершается перемещением всего 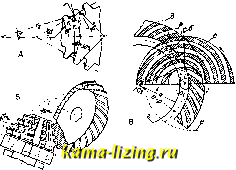 Фиг. 39. основного барабана г при помощи винта е. Три набора сменных шестеренок осуществляют следующие переменные элементы передачи: обусловливают двилсение по- CjC, дачи, колеса передают на кожх диффе-   Фиг. 38. Фиг. 40. ренциала, а следовательно и на обрабатываемое колесо, движение обкатывания, колеса -- служат для сообщения обрабатыва- CjoCiij емой шестерне уг.човой скорости, соответствующей числу зубцов ее. Расчет сменных передач тождественен со станком системы Пфаутера (см. выше). Этому способу присущ тот же источник ошибок в зацеплении, что и способу Пфаутера; однако, измерениями доказано, что в случаях, встречающихся на практике, эта ошибка не играет почти никакой роли. К чис.чу З.с. следует отнести также и станки, служащие для последующей отделки зубчатых колес. В последнее время в С. Ш. А. получил распространение способ уплотнения поверхности зубцов наклепом помощью точно изготовленных, закаленных
|