
|
|
|
|
Литература --> Производство жидкого угля диаметра, валиков с винтовыми зубцами (напр. для привода сепараторов и других быстро вращающихся мащнн) и автомобильных многошпоночных валов. В виду этого 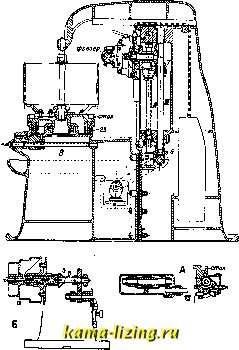 Фиг. 14. обрабатываемый предмет укрепляется в нем горизонтально, и станок не имеет тангенциального самохода; в остальном он вполне сходен с описанной выше конструкцией. Интересной особенностью, применяемой в последнее время часто на быстроходных 3. с, является тяжелый маховик, насаженный на быстро вращающемся валу, предшествующем фрезерному шпинделю. Цель его-устранение дрожания и меток на обработанных поверхностях зубцов, получающихся вследствие того, что неравномерность 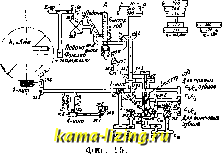 вращения фрезера, обусловливаемая периодич. изменениями сопротивления резанию, передается остальному механизму станка. Кроме описанных, строятся также специальные станки упрощенного типа для обработки зубчатых колес с прямыми зубцами, зубчатых валиков или червячных колес; они отличаются от универсальных отсутствием нек-рых ненужных при этом деталей и боль- шей жесткостью, позволяющей работать с большими скоростями резания и подачи, что является необходимым в виду применения этих станков главным образом при массовом производстве. Колеса, нарезаемые винтовым фрезером, не отличаются особенной точностью, главн. образом в виду различия угла спирали по 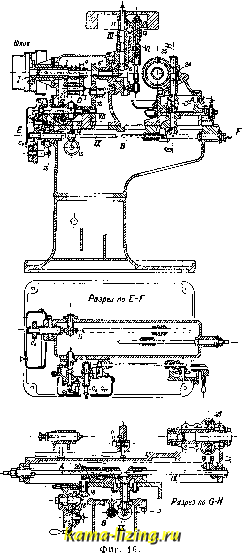 высоте зуба фрезера. Ошибка эта возрастает с увеличением угла подъема фрезера. Стремление освободиться и от этого, правда, весьма незначительного, источника неточности привело к созданию машин, в к-рых рабочим инструментом является рейка или один зубец ее. Эти 3. с, но имени конструктора, носят часто название станков Маага. В принципе движение подачи в этих станках весьма несложно (фиг. 17): рейка о с шагом t совершает рабочее движение в плоскости, параллельной линии зубцов. Обрабатываемое колесо б радиуса R должно двигаться т. о., чтобы начальная окружность его катилась без скольжения по начальной прямой рейки. Подача колеса совершается помошью винта в с шагом и червячной передачи г 1-22, с передаточным числом к. Из сказанного ясно, что линейная и угловая tJj подачи связаны мелсду собой следующей зависимостью: .Si = 2i?f5j,T.e.a>i/ii = tz J , где к-пе-  Фиг. 17. редача а>1-угло- вая скорость винта в, а со,-угловая скорость вала червяка г. Таким обр., полная передача в и червяком Автоматический станок мелоду винтом Z CiCj h h, ~~ C2C4 этого типа изображен на фиг. 18 и 19. Он состоит из L-образной станины а, в направляющих которой двигается ползун б, несущий рейку или резец в форме одиночного зуба; на горизонтальной части станины одной стороной с муфтой л, несущей два выступа, к-рые в нужный момент перекладывают рычаг м с защелкой н. Рычаг этот соединен с переключателем электромагнитной муфты щ и т. о. осуществляет перемену направлений движения ползуна. Стол г должен совершать следующие движения: 1) медленное катание вперед, т.е. рабочую подачу, состоящую из вращения и перемещения по поперечным салазкам; 2) быстрое откатывание назад по окончании хода; 3) поворот после откатывания на один или несколько зубцов обрабатываемого колеса; 4) иодачу в исходное положение для уничтожения игры в механизме. Следует отметить, что во время второй операции рейка должна стоять в высшем положении, чтобы дать возможность пройти под ней колесу. Стол и салазки приводятся в движение от вала III, который поочередно сцепляется то с шестерней 14, приводимой в непрерывное вращение валом перебора II через передачу 7I Па , то с храповичком 18, приводимым в движение в верхнем положении ползуна б рейкой к, шестерней 13 и собачкой о. Величина подачи регулируется особым языком, поднимающим собачку на часть оборота от храповичка 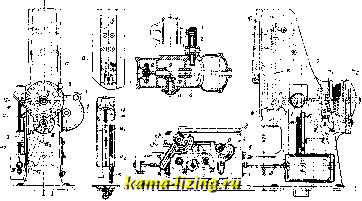 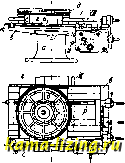 Фиг. 18а. Общий вид и детали станины. Фиг. 186. Супорт и вращающийся стол. помещается супорт в, несущий на себе салазки г, перемещающиеся в поперечном направ.чении. На салазках находится вращающийся стол д, служащий планшайбой для зажима обрабатываемого предмета. 3. с. приводятся в движение электромотором через зубчатые передачи , ; последняя зубчатка соединена с той половиной э.чектро-1ШГНИТН0Й муфты, которая дает ползуну быстрый обратный ход. Х1ругая половина муфты вращается в обратном направлении помощью перебора и сообщает ползуну рабочее двилсение. Вал I вращается нопеременно в различных направлениях и приводит через передачу I и винт е в переменно-возвратное прямолинейное движение ползун б. От вала I через передачу -fol приводится винт о/с, по к-рому ходит гайка з, в своих крайних пололсениях захватывающая помощью упо-рок Ml и U2 зубчатую рейку к; рейка в свою очередь вращает зубчатое колесо 13, сидящее свободно на валу III и соединенное т. Э. т. VIII. и устанавливаемым рукояткой п, валиком IV, сектором 18 и зубчаткой 29. Вал 111 передает движение коробке супорта через передачу -,у v ; отвала v прршодятся все упомянутые выше движения стола. Рабочая подача осуществляется в конце каждого рабочего хода ползуна б одновременным вращением винта подачи р (через передачу VYI, при чем сменные шестерни надеваются на вал VI и выступающий конец винта р) и валика червяка, вращающего стол через передачу V VII VIII ~ . По окончании рабочего хода стола упорка с передвигает штангу т, последняя ynopKoit у поворачивает рычаг ф, который посредст-BOM передачи - IX поворачивает рычаг X и сцепляет муфту ц с шестерней 14. Интересен механизм, заставляющий переключение совершаться всегда при наивысшем положении ползуна б. Камни рычага ж на много улсе соответствующ. канавки муфты ц; поэтому рычаг и может совершать поворот даже немного далее средней линии, не выводя этим муфты ц из зацепления с храповичком 18, что вызвало бы остановку вала III, а следовательно и IX. При дальнейшем продвил-сении рычага к муфта ц 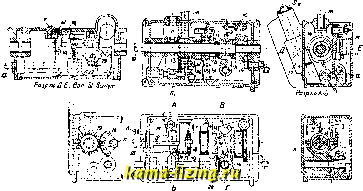 ложению передвижиой шпонки, сделать 1, /2 или /4 оборота. После одного полного оборота шайба освобождает вилку е, на-ходяшуюся под действием пружины, и зубец муфты oici заскакивает в выточку шестерни 40. В результате этого между валами YI и УИ получается разность хода точно в 1, 2 или 4 оборота, а так как сменная передача всегда ставится т. о., что передача V-винт подачи = Разр.поВ-Г Фиг. 19а. Детали распределительной коробки на станине. выводится из запепления с храповичком, и подача останавливается, а вместе с тем останавливается и дальнейшее двилсение рычага х; теперь его заставляет двигаться направо клин защелки ч, но дальнейшему передви-лсению мешает то, что сидящий на рычаге х рычажок ш уперся выступом в упорку на рычаге щ; последний отводится в сторону упоркой ы, хпмеющейся на зубчатой рейке к, в момент прихода ползуна б в высшее положение; после этого рычаг X быстро передвигается направо, соединяет муфту ц с шестерней i 4 и одновременно выключает рычажком э выключатель ю, нахо-дяпщйся в цепи магнитной муфты; т. о., движение ползуна б временно прекращается. Теперь вал Ш вращается со значительной скоростью в обратную сторону, чем вызывается обратный отход стола, сопровождаемый вращением колеса в обратном направлении, Немного перейдя исходное положение, стол упоркой 1 передвигает штангу т вправо, при чем последняя захватывает рычаг 61, к-рый в свою очередь переводит муфту в, сцепляющую зубчатку 30 с шайбой г. Последняя начинает вращаться, отодвигая при этом при помощи фигурной канавки, в к-рой ходит палец д, вилку Ci, и разобщает т. о. однозубцовую муфту ж. В результате этого вал У1, а вместе с ним и линейная подача стола останавливаются. Шайба 3i получает вращение через ряд сменных передач 31,32,33, 34, 35, 36, 37, 38, 39 и 30, при чем за один оборот вала У шайба может, смотря по по- = лТ передача У- вал червяка = = у 1, 2, 4 оборота валика У соответствуют повороту обрабатываемого предмета относительно рейки инструмента на 1, 2 или 4 зубца (первое деление применяется при работе одиночным резцом, а два последних-при работе рейкой). После того как движение деления закончено, хвост вилки поднимается и освобождает упорку к, после чего сектор 27 поворачивает вал IX в обратном направлении, муфта ц в коробке станины сцепляет вал III с храповым колесом 18, выключатель ю замыкает вновь ток 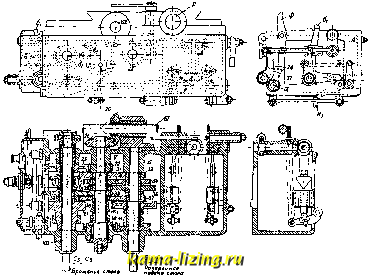 Фиг. 196. Детали перебора супорта. магнитной муфты, и рабочий ход начинается сначала. Машины этого типа удобны главн. обр. для обработки больших колес одиночным порядком, когда стоимость инструмента (рейка) становится слишком значительной по сравнению с числом подлежащих обработке зубчатых колес. При массовом производстве выгоднее пользоваться рейкой, при чем механизм подачи в этом случае изменяется так, что при обратном ходе стол не вращается, чем и осуществляется движение деления. Зубчатые колеса, в особенности
|