
|
|
|
|
Литература --> Производство газовых тканей ГИКОРИ Лит.: ) GC , 1928, p. 262-263; -) Water Powers of Canada*, Ottawk, 1927, Paper 60; A н и с и м о в II. И.,Гидроэлектрические силовые установки,вып. 1, Москва-.Ленинград, 1927; Б о в и н В. Т., Новейшие быстроходные турбины и установки с нилш, Москва, 1925; Ег Назаров И. В., Гидроэлектрические силовые установки. Л.,1924; Веденеев Б., Гидроэлектрические силовые установки, 2 издание, .I., 1926; К е й л ь Л., Гидравлические двигатели и гидросиловые установки, Харьков, 1928; G г и п е-w а 1 d t К., Elemente der Wirtschaftlichkeits-Berech-nung von Wasserkraftanlagen, Karlsruhe, 1926; H о h 1 P. und Glunk E., Berechnen und Entwerfen von Turbinen und Wasserkraftanlagen u. die Anwendung d. Turbinen-Rechenschiebers, 4 Aufl., Munchen, 1927; L e i n e r, Ertragreichster Ausbau v. Wasserkraften, Mtiachen, 1920; Wasserkraft-Jahrbuchi>, Munchen, 1924, 1925/1926, 1927/1928; Eydoux D., Hydraulique industrielle et usines hydrauliques, P., 1921; L 6 v y.Salvador P., Amenagement des cours deau en vue de la production de Ienergie electrique, 6 edition, Paris, 1922; К о e с h 1 i n R. et M., Mecanisme de Ieau et principes g6n6raux pour Ietablissement dusi-nes hydro-electriques, t. 1-3, Paris, 1924-26; Gi b-s 0 n A. H., Hydro-Electric Engineering, v. 1, 2, London, 1921-1922; Barrows H., Water Power Engineering, N. Y., 1927; T a у 1 о г W. Т. a. В г a y-m e г D. H., American Hydro-Electric Practice. N. Y.. 1917; Taylor W. Т., Practical Water Power Engineering, L., 1925; С г e a g e r W. a. others, Hydro-Electric Handbook, N.Y., 1927; Flinn A., Weston R. and Bogert C, Waterworks Handbook, N. Y., 1927; Bono mi, Tia situazione della produzione idro-elettrica in Italia al 1926, Milano, 1926; С a v a 1 1 i, Utilizzazioni idrauliche di montagna con particolare riguardo al sistema alpina, Milano, 1922; M a r z о 1 о F., Utilizzazioni di forze idrauliclie, PadoAa, 1926. Cm. также Белый уголь. Н. Анисииов. ГИКОРИ, америк. деревья из рода Сагуа, сем. Juglandaceae, произрастающие в восточ. части Северной Америки. Древесина Г.тяжелая (уд. вес 0,84), весьма упругая, вязкая и гибкая, с буроватым ядром и желтовато-белой заболонью. Древесина находит применение в экипажном производстве, а также в аэропланном строительстве (для пропеллеров); из нее также изготовляют лыжи и рукоятки для всевозмонсных инструментов. Различают следующие виды Г.: С. ашага iiutt; С. olivaeformis nutt-пекан, произрастающий в южных щтатах восточной части Сев. Америки и культивируемый ради его вкусных орехов как плодовое дерево; С. рог-cina nutt-свиной орех с очень тяжелой древесиной, произрастающий на свежих почвах; С. sulcata nutt-гикори крупноплодное, обладающее менее ценной древесиной по сравнению с другими видами, как и С. to-mentosa nutt. Лит.: Керн Э., Деревья и кустарники, Москва-Ленинград, 1925. ГИЛЛЬ-БОКС, жилль-бокс, вытяжная машина для чесаной ленты, употребляемая в прядении шерсти, шелка и других волокон. См. Камвольное прядение. Прядение, Прядение шелка. ГИЛЬЗОВОЕ ПРОИЗВОДСТВО. Гильза служит для соединения в одно целое (патрон) элементов, необходимьгх для производства выстрела: пули (снаряда), порохового заряда и капсюля. При выстреле от удара бойка воспламеняется капсюль и передает огонь пороховому заряду, который, сгорая, образует большое количество газов, выталкивающих пулю из канала ствола и сообщающих ей определенную начальную скорость. После выстрела гильза теряет свое боевое значение и д. б. удалена (экстрактирована) из патрон-}шка оружия. После выстрела при открывании затвора особый экстрактор вытягивает гильзу из патронника за закраину шляпки или за особую заточку, после чего она вы- Фиг. 1. брасывается особым выбрасывателем. В каждой гильзе (фиг. 1 и 2) различают: 1-корпус гильзы, 2-скат гильзы, 3-дульце гильзы, 4-шляпку, или заточку, гильзы, 5-капсюльное гнездо, 6-наковальню, и 7- затравочные отверстия. Гильзы применяются в ручном оружии (винтовка, револьвер)и при стрельбе из пулеметов и орудий. Очертание и размеры гильз соответствуют очертанию и размерам патронника того оружия, для которого они предназначены. Гильзы бывают металлические и бумажные; последние применяются почти исключительно для охотничьего оружия. Металлические гильзы изготовляют почти исключительно из латуни. Во время войны 1914-18 гг. Германия частично применяла железные гильзы. Латунь для изготовления гильзы состоит из сплава меди и цинка: 72-67% Си и 28-33% Zn. По своей химич. природе сплав представляет собою твердый раствор (фаза в ряде сплавов меди и цинка). Кристаллы этой фазы отличаются большой пластичностью и допускают механическую обработку изделий в холодном состоянии. Производство как ружейных, так и орудийных гильз по характеру операций мало отличается одно от другого и заключается в ряде вытял-гек, штамповок , обрезок и обжимов с променуточными отгкигами. Фабрикация гильз мелких калибров (не более 76 лш) производится на станках с механическим приводом, крупные же калибры требуют применения гидравлическ. прессов большой мощности. Латунь для изготовления винтовочных гильз употребляется в виде лент, толщиной около 2,5-3,0л1Л*, шириной около 120л1Л1 и длиной 1 ООО-2 ООО мм. Ленты д. б. гладки и чисты, на их поверхности безусловно не допускаются пузыри, свищи, расслоины, трещины и рвань. Отступления по химическ. составу от средних величин содержания меди и цинка допускаются не более ±1%. Посторонние примеси допускаются в количестве не > 0,5%, в том числе ягслеза не> 0,1 % и свинца не > 0,05%; примесь висмута совершенно не допускается. Механическ. качества латунь должна иметь следующие: при испытании на разрыв плоской пластины толщиной около 2,5 Л1Л , шириной ок. 15 мм, при расчетной длине около 150 мм среднее сопротивление на разрыв д. б. в пределах от 30 до 35 кг/мм, при чем среднее относительное удлинение-не менее 50% от первоначальной длины пластины. Первая операция при изготовлении винтовочных гильз заключается в вырубке кружков и свертывании из HPIX колпачков (фиг. 3 и 4), что производится одновременно на привод- Круток Колпачен ном прессе двойного дей- фцJ, g фдр 4 ствия. Эти прессы одновременно вырубают и свертывают один или несколько колпачков. Многорядный выруб-но-сверточный пресс изображен на фиг. 5. На однорядных cxaineax вырубается сперва средний ряд (фиг. G), а затем последовательно остальные ряды. На многорядных (напр., пятирядиых) станках за один удар свертывается пять колпачков, в той последовательности, какая указана арабскими цифрами на фиг. 6. Окон-чате.тьнб вырубленная лента имеет вид, к-рый 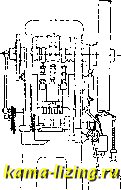 0(D®& Фиг. 5. Фиг. 6. показан на фиг. 6 (высечка), и отправляется для переработки на меднолитейные заводы; такой высечки получается по весу от 20 до 25%. Вырубно-сверточный инструмент изо-бралеен на фиг. 7. Кружок вырубается вырубным пуансоном 1, свертка лее его производится сверточным пуансоном 2, двигающимся внутри вырубного, при посредстве сверточной части 3 вырубно-свер-точной матрицы 4. Дальнейшие операции по изготов.тени10 винтовочных гильз заключаются в вытялеке колпачка с промежуточными отжигами и в штамповке П1ЛЯПКИ гильзы. Количество вытяжек винтовочных гильз-от 4 до 5, в зависимости от калибра и д.тины гильзы; штамповок делается две-предварительная и окончательная. Постепенное изменение очертания гильзы при изготовлении ее в четыре вытяжки показано на фиг. 8-14. Все вытяле-1СИ гильз производятся на обыкновенных приводи, прессах (фпг. 15), при чем для третьей и четвертой вытяжек ход станка должен быть лишь нескстько больше по сравнению с первой и второй. Подача материала на вытяленые станки производится или вручную через специальную трубку или лоток, или при помощи особых автоматов; благодаря этому почти совершенно исключается 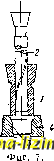 (выш/иха Фиг. 8. Паыттка Шштяжка Лредварительная штамповка ФПГ. 9. Фиг. 10. Фиг. и. возмоленость несчастных случаев прц работе. Вытяленой инструмент состоит из вытяленой матрицы и вытялшого пуансона (фиг. 16). Вьггялека достигается продавливанием изделия, надетого на пуансон, через матрицу, диаметр к-рой соответствует желаемому на- ружному диаметру изделия после вытяжглт; пуансон, на который надето изделие, имеет очертание и размеры, соответствующие внутренним размерам изделия после вытялеки. Количество отдельных вытяжек гильз обус-.товливается, с одгюй стороны, механическими качествами латуни, не допускающей деформаций более чем па 40-50% от первоначальных размеров, а с другой-необходимостью получения изделий с однообразной толщиной стенок. Форсирование вытялеки неизбежно ведет к обрывам материала и перебоям в работе, разностенность лее гильз мелеет вызвать появление трещин притрельбо, опасных как д.71я оружия, так и для стрелка. Для избелшния этих недостатков переходы гильз подвергаются мелоду вытялеками термической обработке (отжигу) с последующими травками и промывками для удаления неизбеленой окалины. Число отжигов соответствует числу вытяжек. При изготовлении винтовочных гильз в четыре вытялеки отлеи-гается колпачок (фиг. 4), первая и вторая вытяжки (фиг. 8 и 9) и предварительная штамповка шляпок (фиг. И). Отжиг переходов производится или во вращающихся лее-лезных барабанах в полумуфельных печах, нагреваемых нефтяными остатками при Обрезка Фиг. 13. Окончательная штамповка Фиг. 14. ПОМОЩИ форсунок, или во вращающихся методических печах (фиг. 17), внутренность которых выложена по винтовой .линии огнеу-порн. кирпичом; во вращающихся печах изделия двигаются от одного края печи к друг, навстречу факелу нефтяной форсунки, помещенной по оси печи. Отлсигаемые изделия, дойдя до конца печи, высыпаются из псе через особое отверстие. Методические отлеи-гательные печи устанавливаются или с кирпичной футеровкой и непосредственным действием пламени или с чугунными винтовыми барабанами (щ-фельные). Муфельные печи применяются главным образом для последнего отжига в тех случаях, когда изделия достаточно тонки и непосредственное действие пламени могло бы повести к частичным пережогам. Печи с вращающимися железными барабанами менее экономичны, но зато отжиг в них белее однообразен. Методи-ческ. вращающиеся печи белее экономны, но nppi недостаточном наблюдении за печами может произойти застревание изделий в печи и пережоги. Темп-ра отлеига колеблется в пределах от 650 до 700° д.ля первых вытяжек и от 550 до 600° для последних, тонких вытяжек. Степень отжига 1сонтролируется стрелочным прибором (фиг. 18) и определяется величиной смятия изделий при действии на них особого нолеа под опреде- лонным давлением. В методических муфельных печах при отжиге последней вытяжки /° контролируется при помощи пирометра. После отжига изделия высыпаются сперва ,в воду, а затем их травят в растворе серной к-ты в течение -5 м., после чего промывают проточной водой во вращающихся медных барабанах до полного удаления серной кислоты. После третьей вытянки (фиг. 10), перед последи, отжигом, производится предварительная щтамповка капсюльного гнезда на горизонтальных штамповочных станках (фиг. 19) при помощи инструмента, изо-браженрюго на фпг. 20. Изделие перед штамповкой помещается в особой матрице 1, в 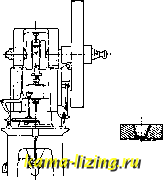 Фиг. 15. Фиг. 16. которую подается пуансоном 2; с противо-полояной стороны на изделие надвигается штамп 3 и выштамповывает в дне гильзы капсюльное гнездо. После четвертой вытяжки гильз (фиг. 12) производится обрезка изделия (фиг. 13). Обрезка преследует це.ль: получить изделия одинаковой длины с ровным обрезом и удалить верхнюю часть тянутой трубки, к-рая иеизбеж:по получается весьма топкой и разностенной. Обрезка изделий делается на особых станках (фиг. 21) при помощи брлстро вращающегося круглого резака. После обрезки производится окончательная штамповка ш.71япки (головки) гильзы (фиг. 14) па таких же горизонтальных  Фиг. 1 Фиг. 18. станках, как и предварительная штамповка. При штамповках как предварительной, так и окончательной существенную роль играет равномерность предшествующих отнда-гов и однообразие толщины дна, так как при одной установке инструмента пропускается большое количество изделий, допуски же в размерах окончательного изделия не превышают 0,075-0,13. Следующая операция зак.лючается в пробивке или просверливании затравочных отверстий, через которые огонь от капсюля передается пороховому заряду. Для ружейных и револьверных гильз, в которых дно гильзы не слишком толсто, предпочтительна пробивка отверстий на прессах при помонщ  Фиг. 19. Фиг. 20. игол ИЗ рояльной проволоки, помеш,аемых в особых приборах; при изготовлении пушечных гильз применяется исключительно способ высверливания отверстий калиброванными сверлами. Как видно из описания последовательного хода производства гильз, металл после всех указанных операций находится в наклепанном состоянии, т. к. ни после последней вытяжки, ни после окончательной штамповки шляпок изделия пе подвергались тепловой обработке. Дальнейшая операция заключается в обт-разевании дульца. Эта работа требует значительной деформации изделия и м. б. осуществлена лишь над изделием отоягженным. Однако подвергать изделие целиком отжигу в печах, как то делалось в промежутках меясду вытяжками, улсе не представляется возможным, так как гсловку (шляпку) гильзы надо сохранить в наклепанном состоянии. Это необходимо потому, что при отжиге латуни предел ее упругих деформаций резко падает и, в случае отолслсенной  Фиг. 21. ГОЛОВКИ ГИЛЬЗЫ, при выстреле неизбелсно получалась бы, с одной стороны, тугая экстракция, а с другой стороны-выпадение капсюля нз капсюльного гнезда, что недопустимо. Во избежание указанных иенор-мальиостей отжигается лишь верхняя часть гильз, подвергающаяся в дальнейшем деформации. Отжиг ду.тец гильз производится на особых станках (фиг. 22) при помощи карбюрированного в форсунках бензина. Изделия, двигающиеся вместе с двумя icpy-гами станка, подводятся к форсункам, где и подвергаются непосредственному действию пламени. Степень отжига регулируется величиной пла-меш1 форсунки и скоростью вращения подающих изделие кругов. Контроль отжига про-  Фпг. 22. изводится стрелочным прибором (фиг. 18), применяемым при отлсигах вытяжек. Обским дулец гн.льз производится на прессах (фиг. 23) в три приема; последовательность
|