
|
|
|
|
Литература --> Производство газовых тканей нием и с добавлением до 10% едкой щелочи для полного разрушения клеток коры; после этого действием лопаток каучук превращают в комки, червячки , к-рые пускают в вальцы; здесь каучук прессуется в листы, и холодной водой из него вымываются большая часть грязи и остатки клетчатки. Наконец, листы сушат в темных термостатах или хорошо проветриваемых темных сараях и упаковывают в ящики, проложенные бумагой (к дереву каучук Г. прилипает). Химический способ был испытан на фабрике (Техас), но оказался экономически невыгодным, хотя он дает более чистый продукт. В настоящее время Continental American Rubber Company, по инициативе Спенса, внесла в производство гвайюлового каучука изменения, к-рые обеспечивают, по словам Спенса, получение продукта, могущего конкурировать с лучшими плантационными ка-учуками. На рынке Г. ценилась в 1927 г. наравне с бразильским каучуком пари, (англ. фунт пара стоил тогда в среднем 32 пенса, а Г.-31 пенс). Испытания гвайюлового каучука Стандартным бюро в Вашингтоне показали, что Г. обладает удовлетворительными техническими свойствами. С точки зрения доходности культуры Г. ггользя для наших условш! строить какие-либо расчеты иначе, как с большим приближением. Ряд фактов-отбор формы с тем или другим максимальным накоплением каучука, влияние условий нашей природы на каучуконосность, возможность или невозможность ввести Г. на неполивных землях, большое разнообразие условий работы на будущих плантациях-остается невыясненным. По данным Ллойда, 1 га дико растущей Г. доставляет до 75 ООО экземпляров ее (максимум) разных возрастов. Для плантаций можно рассчитывать на густоту роста, которая даст 25 ООО растений на 1 га, в возрасте до 5 лет. При 400 г сухого веса, в среднем, растения этого возраста дадут 10 m сухого вещества с 1 га; при 10%, в среднем, содержания извлекаемого из него механическим методом каучука, 1 га даст 1 ш продукта. Средняя годовая цена 1 кг гвайюлового каучука на рынке в 1925 г. была 1 р. 33 к. Следовательно, с 1 га можно получить продукта на 1330 р. Лит.: Боссэ Г. Г., Гвайюла, Журнал резин, промышленности , М., 19 28, 2-3; Patoni С, El guayule, Mexico, 1917; Ross Н., Anatoinischer Баи d. mexikaiiischen Kautscliukpflanze Guayule, Вег. d. deutschen botanisclien Ges..>, R., 1908, B. 26a, p. 248; Lloyd F. E., Guayule, Caruegie Institution of Washington Publ. , Wsh., 1911, 739; Kirkwood J. E., Propagation of Guayule by Seeds, Amer. Rev. of Trop. Agric. , Mexico, 1910, p. 34, 77; Kirkwood J. E., The Growth of Guayule in Relation to the Soil, ibid., 1910, p. 142; Kirkwood J. E., The Lope History of Parthenium argentatum (Guayule), ibid., 1910, p. 193; Sorges F., Sul guayule, Boll. di studi del reale giardino colon, di Palermo*, v. 8, Palermo, 1925; H i 11 i e r, Guayule Rubber, Kew Bull, of Miscellaneous Informations of Royal Botanic Gardens*, Kew, 1910, p. 285. Г. Боссэ. ГВАЯКОВАЯ СМОЛА относится к группе резиноловых смол и получается нагреванием над кострами или вывариванием в воде древесины Guajacum officinale L., G. sanctum L. Г. c. поступает в продажу в виде крупных кусков. Лучшие сорта получаются собиранием смолы, вьггекающе!! из надрезов на стволе, и поступают в продажу в виде слез . На рынке встречается также Г. с. очищенная спиртом. (Обыкновенная гваяковая смола окрашена в темнозеленый до черно-бурого цвет, имеет раковистый блестящий излом, слабый запах, усиливающийся при нагревании до плавления (v. 85-95°), растворяется в спирте, эфире, хлороформе, ацетоне и едких щелочах; спиртовой раствор имеет кислую реакцию и при действии окислителей окрашивается в интенсивно синий цвет, на чем основано применение Г. с. в качестве реактива. При нагревании с цинковой пылью Г. с. дает креозол, толуол, ксилол, псевдокумол и гуайен (2, 3-диметилнафталин). В состав Г. с. входит ок. 9% камедей и 2% золы. Саго лист. веш,ества Г. с. частью растворяются в спирте (75%); в состав их входят к-ты: гваяко-смоляная С2оНг404, а-гвая-коновая СогНабОе, /3-гваяконовая с21н26о5, гваяциновая с21н22о7 и, кроме того, незначительные количества слабо летучего эфирного масла и красящие вещества. Некоторое применение Г. с. находит в фармацевтической практике, но главным образом применяется в качестве реактива при химических и биологических анализах. :ium.: Bottler М., Harze und Harzindiistrie. 2 Aufl., Lpz., 1924; W i e s n e r .Т., Die Rohstoffe d. Ptlanzenreiches, 4 Aufl., Lpz., 1928. Б. Рутовский. ГВАЯКОВОЕ МАСЛО получается из древесины Bulnesia sarmienti Lor., растущего в Аргентине, с выходом около 6%. Иногда оно встречается под неправильным названием шампакового . Главная составная часть Г. м. - спирт гвайол (гуайол) СдНавО; соединение, обусловливающее характерный запах, не исследовано. Г. м. находит до-во-льно большое применение в парфюмерии. ГВАЯКОЛ, CjHjOa, монометиловый эфир пирокатехина. Впервые был выделен Унфер-дорбеном (в 1826 году) из продуктов перегонки гваяковой смолы. В чистом -осНз виде гваякол образует большие -ОН бесцветные, с неприятным специфическим запахом кристаллы, плавящиеся при 28,5°; 1°кип. 205°, удельный вес 1,1492. Г. легко растворяется в эфире и спирте; при 15° 1 часть Г. растворяется в 60 частях воды; спиртовой раствор его с хлорным железом дает синее окрашивание, быстро переходящее сначала в зеленое и затем в желтое. С пикриновой кислотой Г. образует оранжевый пикрат (1°пл. 80°). Г. содержится в высококипящих погонах букового дегтя, из которого он раньше почти исключительно и добывался. По новейшим данным, Г. содержится в продуктах сухой перегонки других лиственных, а также и хвойных пород. Синтетически он м. б. получен метилированием пирокатехина; однако, наиболее удобным способом технического приготовления гваякола является способ, основан, на разложении диазониевой соли о-анизидина: CH,0-C,rL-NH,-n2S0.-(-HN0,= = СН,0 G.H, N2 Н80И-2Н,0; CHaO-C,H.N.HS04+H,0 = CH,0-C,H,-OH-bN2-l-Hi-SOi. Для ЭТОЙ цели 12 ч. анизидина растворяют в 27 частях серной кислоты (36°Вё) и 24 ч. воды, прибавляют 50 ч. льда и диазотируют раствором из 7,5 ч. нитрита натрия в 30 частях воды. Полученный раствор диазониевой соли постепенно (в течение 2-3 часов) приливают к нагретому до 105° раствору из 40 ч. медного купороса, 40 частей сульфата аммония, 20 ч. глауберовой соли, 80 ч. воды и 60 ч. серной кислоты (36° Вё). При этом перегоняется жидкость, которую собирают и затем загружают в перегонный куб с 12 ч. раствора едкого натра (36°Вё) и нагревают до тех пор, пока не будет перегоняться совершенно прозрачная жидкость (освобождение от анизола). После этого содержимое куба подкисляют серной кислотой и перегоняют Г., который собирается и отделяется от воды в особых разделителях. Для получения чистого Г. сырой продукт перегоняют в вакууме с 0,3-0,5 ч. соды. Г. применяется в медицине для лечения легочных заболеваний. Из различных препаратов Г. наиболее известны: д у о т а л- углекислый эфир гваякола, тиокол- кальциевая соль гваяколсульфокислоты, а также эфиры фосфорной, камфорной и бензойной кислот. с. Медведев. ГВОЗДИЛЬНОЕ ПРОИЗВОДСТВО, изготовление гвозде й-заостренных металлических стержней, служащих для соединения и укрепления частей из дерева, кожи и других мягких материалов. Гвоздь состоит из цилиндрич. или коническ. стержня, снабженного в большинстве случаев острием и шляпкой, и удерживается на месте (в отличие от винтов и заклепок) исключительно трением между стержнем гвоздя и тем материалом, в к-рый он загнан. Коэффициент этого трения в сильной степени зависит от состояния поверхности гвоздя, сорта и состояния дерева, способа вколачивания и пр. Приведенные в табл. 1 числа, выражающие чем с гладким стержнем. Приведенные выше числа относятся к гвоздям, вколоченным поперек волокон; при вбивании в торец эти числа следует уменьшить примерно вдвое. По способу изготовления гвозди делятся на: 1)кова-н ы е - ручным или механическим способом; первый способ почти совсем вышел из употребления, а второй применяется U, главн. обр. для особо крупных гво-здей (фиг. 1: а-обойный гвоздь, б и в-корабельные гвозди, г-трубный костыль, д-строительная скоба, е- ж;ел.-дор. костыль); 2) проволочийге, составляющие главную массу всех гвоздей Фиг. 1. а в г е ч> v v v V V (фиг. М Н /) р Фиг. 2. а-обыкновенный гвоздь, б-с потайной шляпкой, б-квадратный, г-обойный с медной шляпкой, д-с полукруглой головкой, е-с утопленной винтовой шляпкой, ою-с особо длинной утоп- здей по опытам Фунна, Клея и Уотертоупркого арсенала (в кг/с.н). Род дерева Белан сосна . Желтая сосна Дуб..... Прово-точные гвозди обыкновенные гвозди Функ 23,6 47,5 Клей 12,8 23,0 27,3
 28,5 46,5 85,3 Табл. 1.-с О п р О т и В Л е н и е свежезаколоченных гво- лепной ГОЛОВКОЙ, 3-ТОЛевыЙ, ..... ....... гс-кровельный,кил-костыльки, м-рамная шпилька, и- бочарный костылек, о и п- скобки, р-соединит, шпилька, с - корабельный гвоздь с алмазной шляпкой, m-он же с пирамидальной шляпкой, у- мостовой гвоздь с полукруглой головкой и долотообразным острием, ф и X-формовочные и шишечные шпильки); из про-в0.710ки же делаются подковные гвозди (фиг. 3: а, б и в-летние и г-зимний) и некоторые виды сапожных гвоздей (фиг. 4: а и б-каблучные, 6 и г-цвиковочные-проволочный текс, d, е, ш и з-подошвенные и каблучные гвозди); 3) р е 3 а н ы е г в о 3 д н [фиг. 5: а и б-каблучные, б - резаный текс (жестяной) , г-обыкновенный резаный (обойный) гвоздь]; 4) литы е ковкого чугуна; этот способ применялся для изготовления гвоздей с особо крупными фасонными шляпками; в настоящее время он все более уступает место проволочным гвоздям. Материалом для гвоздей служат железо, медь (в кораблестроении-для укрепления подводной обшивки деревянных судов), ла- собою сопротивление свеяезаколоченных гвоздей в кг/см поверхности гвоздя, представляют результаты многочисленных опытов, произведенных в Уотертоунском арсенале и, независимо от того, Ф. В. Клеем (Америка); они довольно точно согласуются с результатами опытов Функа (Германия). Резаные гвозди оказывают гораздо большее сопротивление выдергиванию, в виду их конической формы, способствующей более равномерному-распределению давления по всей поверхности гвоздя. Другим интересным следствием этих опытов является уменьшенное сопротивление гвоздей с зазубренным стернснем в мягких породах; это объясняется тем, что зазубрины при вколачивании действуют как напилок и настолько уширяют канал, что, несмотря на шероховатую поверхность, гвоздь извлекается легче, Фиг. 3. 4> г е Фиг. 5. тунь И цинк (для кровельных работ). По отделке гвозди бывают: вороненые, оцинкованные (через огонь или электролитически), луженые, лакированные, закаленные, отолокенные и т. д. Величина гвоздей каждого сорта обозначается номером, при чем почти каждая страна имеет собственную нумерацию. По русской нумерации толщина гвоздей обозначается в №№ бирмин-а 6 в д т гамского прово- - лочногокалибра (В. W. G.-Bir-Riingham Wire Gauge), a длина-в англ. дюймах. В Германии в настоящее время (1928 год) идут работы, пока еще не законченные, по включению гвоздей в ряд общегосударствен, промышленных норм (DIN). Сведения о немецких и франц. сортаментах см. Jahrbuch und Adressbuch fur die gesamte Drahtindustrie Deutschlands, Halle a/S., 1927, a об английских и американских-American Steel and Wire C ,Steel-Wire Nails, Cleveland, 1920. Производство кованых гвоз-д е й. Рная ковка гвоздей применяется теперь сравнительно редко-для изготовления специальных или особенно крупных гвоздей, требуемых в небольших количествах. Материалом служит мягкое сварочное прутковое железо. Оборудование гвоздарни состоит из горна, специальн. наковальни а (фиг. 6), - гвоздил ьни б>, у крепленной в стойке в клинь-\ ями г, отсечки д и моб \ / лотка е. Около одного горна работают обычно 3-4 кузнеца. Гвоздарь берет накалившийся до- Фиг. 6. } Yf 1 бела пруток, оттягивает стержень и острие на наковальне а, затем надрезает пруток на отсечке d, как ЭТО показано у о/с, и втыкает его в отверстие .гвоздильни б, после чего пруток отламывается. При надсекании полосы получают утолщение, к-рое удерлшвает гвоздь от проваливания сквозь отверстие гвоздильни. Затем косыми ударами молотка (чтобы не продавить гвоздь через гвоздильню) расклепывают шляпку, окончательн. форму к-рой придают или от руки или при помощи особой матрицы. Ударом молотка снизу гвоздь выбрасывается из гвозди-льни и падает в подставленный ящик. Матрицы делаются либо ручными, в виде стальной полосы с выделанной на одном конце формой, либо в виде примитивного штампа-бабы, висящей на гибкой жерди и приводимой в движение ногой. Для более крупных гвоздей необходимы помощь молотобойца или применение механического молота. Ж.-д. костыли изготовляются на горизонтальных ковочных машинах или на винтовых прессах. Устройство специальной машины для изготовления ж.-д. костылей поясняет фиг. 7, а стадии обработки последних изображены на фиг. 8. Машина состоит из станины А, в которой помещается матрица б; одна половина ее подвилсна, другая может прижиматься к ней при помощи ползуна в, приводимого в движение через посредство 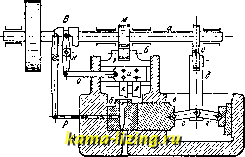
Фиг. 8. Фиг. 7. коленчатого рычага г-г и толкателя д от эксцентрика е, заклиненного на главном валу а. Предназначенное для костылей квадратное железо разрезается на куски надле-лсащей длины, при чем один конец отрезается перпендикулярно, а другой-под острым углом (а, фиг. 8). Рас- каленную добела болванку кладут в матрицу и зажимают в ней, при чем одновременно острию придают правильную форму (б, фиг. 8). Затем салазки з, приводимые в двиление ку-.пачковой шайбой, имеющей два выступа (М, фиг. 7), сначала оса-ливают болванку штампом к, а при втором ходе окончательно формуют головку штампом л (в и г, фиг. 8). Оба штампа залаты в поперечном ползуне и, который подводит их последовательно к матрице посредством механизма, состоящего из шкива с фасонной канавкой В, рычага н и тяги о. После этого щеки матрицы б расходятся, и выбрасыватель р, приводимый в движение от кулачка на шкиве В, выталкивает готовый гвоздь. При друг, способе пронз.подства ж.-д. костылей, для изготовления головки применяют винтовые фрикционные прессы, подобные изобрален-ному на фиг. 9 (На-senclever, Diisseldorf). Прутковое железо нарезают на куски требуем, длины, один конец раскаливают добела, после чего болванку вставляют в матрицу, которая затем поднимается кверху и ударяется о неподвижный штамп. Иногда головка не м. б. откована достаточно чисто за один удар; тогда приходится делать два штампа-один предварительный и другой окончательный. Оба 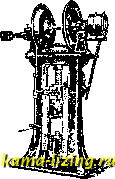 Фиг. 9.
|
|||||||||||||||||||||||||||