
|
|
|
|
Литература --> Производство газовых тканей  ФПГ. 1. ного в ц. т. ворот на расстоянии половины их ширины l/z, при расстоянии меледу точками опоры в подшипнике и пальце гальсбанта- h (высота ворот), равно Z- Это усилие передается на тяж или, есЛи тялс имеет две ветви, на эти ветви, при чем распределяется между ними неодинаково при различных положениях ворот. Предпочтительнее располагать ветви таким образОхМ, чтобы одна из них шла по направлению оси закрытых ворот, а другая-по направлению оси открытых ворот. Тогда в крайних положениях горизонтальная составляющая веса будет воснриниматься полностью одним тяжом, другой тяж будет не-нагружен. Устройство Г. молено видеть из фиг. 1, представляющей простейший Г. деревянных ворот небольшого размера. Верх так наз. вереяльного столба, служащего рамным брусом, обделан со стороны стенки металлич. банхмаком и обхватьшается железной шиной, концы которой заделаны в кладку. Подтягивание производится чеками а. Конструкция более сложная представлена на фиг. 2. К верхнему рамному брусу прикреплен чугунный башмак, в утолщение его вставлен палец а, на к-рый надеваются цапфы тяжей б,б; тяясн проходят.в кладку под углом и закрепляются в ней помощью подушки с гайкой и контр гайкой.Винты в служат д;гя установки и д.ля выправления полотен в процессе их работы: подвинчивая винты в, подтягивают палец и изменяют так. обр. нолонсе-ние оси вращения. Бо.лее тяжелые лсслезные ворота имеют Г. с шариковыми подшипниками для уменьшения трения; выправление производится винтами; тяжи соединяются с коробкой шар-гшрно, для более правильной передачи уси-.лий на тяжи без изгиба последних. Г. представ.ляетответствегшую часть шлюзных ворот, и части его делаются из прочных материалов и тщательно пригоняются. Лит.: Акулов К. и Козлов Г., Курс внутр. водн. сообщений, т. 2, М.-Л., 1928. ЛодаревВ., Гндротехнич. соорун;енин, М., 1923-27; Е п g е 1 s Н . Handbuch d. Wasserbaues, В. 2, 3 Aufl., Lpz., 1923; Handb. d. Ingenleurwissenschaften. T. Ill-Wasserbau. Lpz., 1912-24; H e n t z e J. Der Wasserbau, Lpz.. 1920; F г e s о w F., Der Wasserbau, В., 1920; К n a u-e rll.. Der Wasserbau, Strelitz. 1923. K. Акулов.  Разрез no А-Б  Фиг. 2. ГАМБИНЫ, протравные красители, представляющие собой 2-нитрозо-1-нафтол (г а м-бин R) и 1-нитрозо-2-нафтол (гамбин Y, называемый таклсе вир и доном и прочным зеленым для печати). Гамбины дают прочные зеленые окраски с ле.лезной протравой. Виридон применяется также в краскомаскировке (см. Красл-щгсе вещества синтетические). ГАМБИР, см. Катеху и Kpacuine.iu нату-ральпыв. ГАМБУРГСКИЙ ТОВАР, сорт кожи, выделанной из крестца (х а з а) лошадиной шкуры краснодубным способом. Г. т. идет на отде.льные части верха обуви: переда к сапогам (именуемые бортами, если они выкроены с задником, и полубортам и- без задника), вытялсные штиблеты и союзки к мужским Н1тиблетам и дамским ботинкам. Г. т. обладает плотной, гладкой, блестящей поверхностью, непромокаемой и чрезвычайно хорошо поддающейся чистке различными ваксами. Конская шкура у крестца по обе стороны хребта имеет очень плотный слой волокон, лелн:ащий внутри ее толщи. Если посредством струга обнажить этот слой, то он представится в виде двух темных кругов особо плотной кожной ткани, называемой Шпигелем, который и служит для выкрои Г. т. (фиг. 1, и Б). В. процессе обработки Шпигель вскрывается и отделывается 
с внутренней стороны колеи-б а х т а р м ы; .лицевая же поверхность кожи выстрагивается и у отделанного товара служит бахтармой. Таким образ, гамбургские изделия можно определить как отделанные с изнанки. Раскрой. Прежде чем приступить к раскрою колеи па Г. т., ее размачивают до полного обводнения, а затем у нее вскрывают на обыкновенной колоде стругом шниге.ль, снимая только верхний слой, до появления полного Шпигеля, без его расстролжи. Дavлee кожа поступает в раскройную мастерскую, где на закройном столе по вскрытому Шпигелю производится разметка ее п})и помощи особых наметок, а затем разрезка по намеченным линиям. Размеры в см, форма и назначение наметок показаны на фиг. 2. Так как Шпигель составляет сравнительно небольшую часть всей площади кодаи, то наметки для бортов и полубортов, с целью более экономного использования Шпигеля, размещают в нем только носами, задняя же часть наметок находится вне Шпигеля. Союзки берутся из Шпигеля полиостью. Передняя часть кожи отрезывается и рас-1сраивается особо (фиг. 1, Б) на платовые И шагреневые изделия. 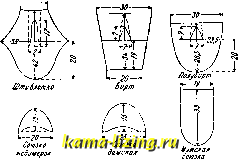 Фиг. 2. Додубливание и подготовка гамбургского товара. У кожи, вырабатываемой на русских заводах, хаз в процессе производства обыкновенно не расстрагивается, а потому Шпигель, находящийся внутри консного слоя, благодаря особой плотности своих волокон и медленности проникания дубителей чрез лицевой и бахтармовый слои, обычно бывает недодублен. Отсюда вытекает необходимость додубливания Шпигеля в выкроях. Перед додубкой выкрои обеляют, т. е. дострагивают с бахтармы те места, которые находятся вне Шпигеля. Обеленные выкрои закладывают в дубильный барабан и подвергают в нем додубливанию в течение 3- 4 рабочих дней. Додубливание производят в экстрактовом дубильном растворе, начиная с крепости в Vs и кончая 3° Вё. Додубливание считают законченным, если Шпигель пе имеет стекловидной линии при разрезе. За додубливанием следует промывка в барабане теплой водой температуры 30° в течение часа. П еле промывки выкрои поступают на стол, обтянутый листовым цинком, для плати ровки, т. е. разглаживания по лицу и бахтарме острым инструментом- собачкой (фиг. 3, е). По окончании пла-  Фиг. 3. гировки выкрои маокут (жируют) по бахтарме дегрой (см.) или смесью из равных частей дегры, ворвани и животного сала. Жированные выкрои сушат насухо и сдают сухими в склад, откуда по мере надобности берут в мастерскую для отделки. Инструменты. Производство гамбургского товара .имеет чисто ручной характер и до сих нор ни в СССР ни за границей не подверглось механизации. В нем применяются следующие инструменты (фиг. 3): 1) с т р у г-фальц а, состоящий из двух соединеннььх между собой пятью винтами стальных пластин, между которыми вкладывается стро-гальн. планка; планки имеют завороченное лезвие-завал; пластины снабжены ручками-одной поперечной и одной продольной; 2) заворот б - стальной полукруглый брусочек для правки струга; 3) с т а л ь к а в, или напильник, для той же цели; 4) цикля г - стальная планка, выточенная на ребро и вставленная в деревянную ручку; 5) лопатка д-стальная или каменная планка, вставленная в деревянную ручку (бывает тупая и острая); 6) собачка с- острая стальная треугольная планка, вставленная поперек также в деревянную ручку; 7) лощильное стекло ж-представляющее собою отшлифованный кусок зеркального стекла с закругленными углами, который вставлен в деревянную ручку; 8) пробковая доска з для укатки. Кроме указанных выше инструментов, необходимы: крлода для строгания (фиг. 4, а), беляк (фиг. 4, б), колодка для посаживания  (фиг. 4, б), мраморная доска и столы-катки для работы. При мастерской должна быть оборудована сушилка для товара. Производство. Существуют две группы изделий (фиг. 5): тянутые (в виде крюков) борты а, полуборты б, штиблеты в и плоски е - союзки всех видов г. Каждая группа в процессе обработки проходит неодинаковое количество операций. Для тянутых изделий производство распадается на три периода: в первом-изделия получают свою форму, во втором-они подготовляются к отделке и в третьем-отделываются. Производство союзок укладывается в две операции: в первой они получают свой вид, а во второй их отделывают. Борты, полуборты и штиблеты. I период: 1) 1-я мазка-сухие выкрои, поступившие из склада, мажут по Шпигелю смесью дегры и ткшеньего :кира в равных ко.личествах и оставляют в таком виде на некоторое время; 2) размочка--делается в теплой воде температуры 30°; 3) строжь-выкрои строгают по Шпигелю 2 раза; сначала мастер вскрывает несколько задубленный пшигель, а затем стругом с меньшим завалом расстрагивает его, т. е. делает гладким и ровным; когда вследствие расстрожки образуется новое пшигелевое лицо, мастер переворачивает выкрой и строгает у него настоящее лицо, которое с этого момента становится бахтармой; 4) платировка-разглаживают собачкой с бахтармы (бывшее лицо) по лекалу на цинковом столе; 5) подкраи-вание и разрезка--мастер берет сплатиро-ванный выкрой, складывает его в длину по  Фиг. 6. средней линии вдвое, подрезывает по краям согласно шаблону, отмеривает длину носа и, отступив в этом месте от линии сгиба на полтора пальца, делает вырез язычка по линии, как показано на фиг. 6 (а-борт, б- полуборт, в-штиблетка); 6) 2-я мазка- смазывают бахтарму дегрой с примесью 20% говяжьего сала, только против Шпигеля, после чего выкрои складывают друг с другом жированной стороной и оставляют лежать в течение одного дня; 7) подсушивание - происходит в сушилке при t° 20°, для чего выкрои вешают парами в склеенном виде; по выходе из сушилки Шпигель имеет темнокоричневый цвет; 8) размочка- делается в теплой воде; 9) тяжка (цвиков-ка)-размоченные выкрои смазывают с бахтармы салом и посаживают на колодки, после чего они принимают вид сапожн. переда или штиблетки; при посаживании пользуются собачкой и лопаткой, которыми разглаживают выкрой до тех пор, пока он плотно не приляжет к колодке и с него не исчезнут все морщинки; 10) сушка-посаженные на колодки изделия ставят в сушилке в особый станок и сушат на колодках досуха. II период: 11) обезжиривание-после сушки изделия обезжириваются на колодках протиранием их раствором кальцинированной соды; 12) окрашивание - на лицо изделий наносят щетками красильный состав; 13) 1-е лощение-производится на колодках лощильным стеклом, при чем достигается удаление всех следов от щетки после крашения и приглаживание ворса в задниках, где нет Шпигеля; 14) подсушивание-производится обычным порядком на колодках в сушилке. III период: 15) 2-е лощение-выполняется так же, как и первое, с подмазкой салом язычка и задника и с подпудриванием тальком; 16) укатка-изделия снимаются с колодок и для размягчения укатываются по Шпигелю и бахтарме пробковой доской; 17) строжь прежнего лица-производится стругом и имеет целью сделать чистой бахтарму; 18) правка и подкрашивание-после строжи опять надевают изделия на колодку и придают им первоначальную форму, к-рую они несколько утратили в процессе строжи; за правкой следует окончательная обрезка; 19) припудривание-делается тальком, который наносят тряпкой как на бахтарму, так и на лицо; с бахтармы тальк смахивают щеткой, а по лицу протирают суконкой; 20) подмазка язычка и задника-чтобы сгладить у гамбургских изделий бахтармовый вид тех мест, где нет Шпигеля, т. е. язычка и задника (крылышки), последние подмазывают тестообразной смесью из мыла и сала; 21) 3-е лощение-производится на мраморной доске стеклом; 22) глянцовка-лицо изделий покрывают особым составом глянцем (см.); глянцовка-последняя операция. Союзки в первом периоде производства, до строжи, в сухих выкроях не мажут, а размачивают, строгают и подкра- т. э. т. V. шивают. Затем их окрашивают густой краской, складывают в стопы лицом друг к другу и спустя нек-рое время тупой лопаткой счищают излишки густой краски. Дальше идет лощение стеклом и окончательная сушка. После сушки начинается второй период производства. Союзки второй раз лощат, затем мажут по Шпигелю жиром с тальком, а по бахтарме-дегрой. Жировальная смесь на изделия вкатывается руками, при чем излипши жира предварительно удаляются тупой лопаткой. Далее идет катка пробковой доской, проминка на беляке, пудрение, вторая строжь бахтармы, подпудривание и обрезка. Глянцем союзки не кроют. Они должны иметь естествен, шпигельный глянец. Гамбургское производство возникло в 50-х гг. прошлого столетия в Германии, где гамбургский сапожник Майер случайно подметил свойство Шпигеля давать блестящий и гладкий товар. Затем оно распространилось по всей Европе и Америке. До появления хромовой KOJKH оно было единственным производством, к-рое давало городской обув-ный товар. В настоящее время Г. т. в значительной мере вытеснен хромовым товаром. В СССР Г. т. вырабатывается глав, образом в виде бортов и полубортов (тресты Нижегородский, Белорусский и Москож). Производство мелкого гамбургского кроя составляет по всей стране, считая и кустарную промышленность, примерно 1 млн. пар. Лит.: Б е б е ш и н ы В. и И., Посадное производство, М.,1928;Хамков М. И., Кожевенное производство, Москва, 1904; Огульков А. К., Раскрой мостовья и отделка кроя, М.-Л., 1926; Кривцов И., Кожевенное производство, СПБ, 1912; Даниловский П. А., Технология выделанной кожи дубленой и сыромятной, 4 и.здание, СПБ, 1913; Завадский А. А., Кожевенное производство, ч. II, Л., 1924. В. Еебешин. ГАММА (у), обозначение постоянной распространения электромагнитн. волны вдо.пь провода. Распространение тока и напряжения вдоль бесконечно длинной линии происходит по закону 7j=7a-e и = V-e-, где la, V -сила тока и напряжение в начале линии, а liH Fj-сила тока и напряжение в пункте линии, удаленном на расстояние I от ее начала. Постоянная распространения у= где -коэффициент затухания, -волновой коэффициент. ГАММА-ЖЕЛЕЗО (у-железо), аллотропич. форма (к, /9, у и 6) чистого железа \}, феррита, в которую оно переходит при охлаждении от 1°пл- до температуры окружающей сре- боо ды и обратно при нагревании. Каждый из этих переходов сопровождает- joo ся: в первом случае выделением теплоты и COOT- ооо\ ветственным замедлением охлаждения, а во вто- ром-поглощением теп- , лоты и заметньш уменьшением скорости подъе- ма t°. На фиг. приведена кривая охлаждения железа от t° в 1 600°. при которой оно находится в жидком состоянии, до 0°. При 1 530° кривая обнаруживает большую остановку (arret) в падении темп-ры. соответствующую отвердеванию железа и
|
||||||||||||