
|
|
|
|
Литература --> Производство газовых тканей 0,2-0,4 мм, для мягких материалов-проволоки в 0,05-0,15 мм. Устройство циркулярной щетки для крацования показано на фиг. И, а станок для крацования-на фиг.12. В отличие от скоростей, принятых для полировал ьно-шлифовальных станков (табл. 2), скорость вращения при крацовании, в особенности для мягких металлов, не должна превышать 500-800 об/м. Применяемая для крацования мощность моторов колеблется от 4 ДО 1 Н . Рецептура гальванопластич. ванн. Наибольшее практич.   Фиг. 11. Фиг. 12. значение имеют медные, железные и никелевые ванны. Вследствие значительной толщины гальванопластическ. осадков скорость осаждения, определяемая катодной плотностью тока, помимо своего влияния на качество осадка, имеет большое экономич. значение. По нлотности токаваниы разделяются на медленные (при Х) ;,оо< 3 AjdM) и скорые (при Dk, o>3 A/djn). Применение значительных плотностей тока вызывает нек-рые затруднения в устройстве ванн. При 1 А требуется искусственное перемешивание электролита. Скорые ванны б. ч. применяют с подогревом электролита; если же материал матриц не допускает значительного нагрева- ния, то электролит искусственно охлаждают. Технические данные медных (медленной и скорой) гальванопластич. ванн приведены в табл. 10. Медные ванны, работающие еще с более быстрым осаждением (V2 Jjw в час при />к, до 40 AjdM и при напряжении в ванне до 40 V), распространения пока не получили вследствие дороговизны оборудования их С]. Технические данные железных Табл. И. - Н{елезные гальванопластические ванны. Свойства ванн 1 Состав на 1 1 л воды Напряж. при различи.плотностях тока к,оо, также необходимое время (час-мин.) для осаждения слоя 1 лш толщ. Температура Медленная Подобна указанной для гальва- ностегической ванны или с MgSOi (по Клейну), или с примесью двууглекислой соды (по Максимовичу [*]), или жссзаменой MgSOi поваренной солью (по Пучко [*]) Скорая (по Фишеру) Хлористого железа 120-450 а, хлористого кальция 500 а Напряж. в V при Л П =5 я
15-20° 80-110° ванн приведены в табл. 11. В качестве универсальной (медленной и скорой) никелевой Табл. 10.-М едные гальванопластические ванны. Свойства ванн Состав на 1 л воды Напряжение при различных плоскостях тока Б Медленная Скорая Медного купороса кристаллич. 200 г, серной кислоты 66 °Вё (свободной от мышьяка) 30 а Напряж. при расст. между электродами = 15 см в V ДУ на каждое дг, равное 5 см, в V Медного купороса крпсталлич. 250 г, серной кислоты 66 °Вё (свободной от мышьяка) 7,5 а 0,75 1,00 1.50 2,00 2,25 2,50 2.75 3.00 ! Темп-ра электролита в °С . I Концентрация электролита I в °Вё............ Уд. сопротивл. электролита в 2-c.vt............ Темп-рный коэфф. сопротивл. Др/1°............ Выход по току в % 1,05 1,40 2,10 2,80 3,15 3,50 3,85 4,20 15-20 0,93 0.0112 100 0,34 0,46 0,69 0.92 1,03 1,15 1,26 1,38 Dy. loo в А/а.и 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0 Напряж. при расст. между электродаш! I = 5 СМ 2,4 3.2 4,0 4.8 5,6 6,4 7,2 8,0 ДУ на каждое М, равное 5 cjh, а V 2,4 3,2 4,0 4,8 5,6 6,4 7,2 8,0 15-20 19,5 0,0096 100 ванны Ю. В. Баймаков рекомендует уксуснокислую ванну, технические данные которой приведены в табл. 12. Табл. 12. -Н и к е .л е в ы е г а л ь в а и о и л а-стичесиие ванны. Свойства ванны Со(;тав на 1 л воды . Расст. ме;кду электрод. Напряжение в V . . . в А/д.и..... Темп-ра электрол. в С Выход по току в % . . Толщина осадка в мм1ч 1 мм осадка наращивается в течение . . . Нормальный осадок . . Медленная ! Скорая Ппксл. купороса 150-90е. натрия уксуснокисл.5Сг, хлористого натрия 50 г. уксусной 1!исл0ты 1 / = 10 см 1,4 -1.5 0,4 15 - 20 0,0041 г = 12 см 4 9 75 62,0 0,076 244 Ч. 13 Ч. Се ребристы if, мелкозернистый, слабо матовьи* ; Гальванатипия (физиотипия, автопластика). Процессы ее известны лишь в обших чертах, т.к. иодробности составляют секрет  Фиг. 13. фирм, которые выпускают гальванатипиче-ские изделия. Подготовка поверхностей пе очень нежн1>1х предметов производится через покрытие графитом, помощью щетки. Более нелепые предметы покрываются раствором азотнокислого серебра, восстанавливаемого затем действием света или химически - сероводородом или раствором фосфора в сероуглероде. После покрытия предмета пленкою меди предмет удаляют по частям И.11И же сжигают, а внутрь медной обо-.чочки (для укрепления ее) наливают металл с более низкою 1°пл.- Если предмет настолько нелсен или топок, что удаление его повредило бы целости п.генки, то изо-  сриг. 14.  <3)11г. 15. бралеиие делают баре.тьефным, укрепляя предмет одпо11 стороной на массивной поверхности; таковы, например, вазы с украшениями из .пистьев. Г а л ь в а н о т е X п п ч е с к и е у с т а п о-г. к и. Гальванотех. ванны обычно включают независимо (индивидуально) или параллельно; поэтому для питания обычно требуется низковольтный ИСТ0Ч1Н1К тока,сила которого  Фиг, 111, зависит от размера применяемых ванн. Для крупных гальванотехнич. установок источником тока слулшт аггрегат из двигатели  Фх1Г. 17. Фиг. 18. переменного или постоянного тока норма.ть-пого напряления, соединенного с низко-во.пьтной машинох! постоянного тохса (такие  Фиг. 19. аггрегаты изхотовляются фирмой Лангбейн-Пфангаузер в Германии [ ]). Находят так-лсе применение унипо.;1ярные машины. Для  tpllT. Фиг. 2 2. менее крупных установок применяют и другие виды преобразователей (нанри\;ер, одно-якорные), а такл;е, в качестве резерва,- аккумуляторы. Кпд таких установок соста-в.тяет в среднем 40-50%, в зависимости от мощности. Для мелких установок находят применение и гальванические элементы типа Бунзена и купропные. В последнее время входят в употребление элементы Юнгнера. Ванны устраивают: керамиковые, чугунные эма.Пфованные, а 1щя кислых э.лектролитов,  <1п!Г. 23. Фиг. 2 в особеппостн п{)и работе с подогревом,-- деревянные, вылолсеипьте свинцом (фиг. 13). Подогрев и охлаждение производятся паром и водой при помощи змеетпсов, на-иримрр, свинцовых. Применяется также н  <1>11г. 2 5. ФПГ. 2G. э.лектрич. подогрев (фиг. 14). Перемешивание э.лектролита осуществляется различт-ь ми способами, из которых самые распространенные-качание эксцентриком катодной рамы или стеклянных мешалок, раснололсон-иых молсду электродами (фиг. 15). Применяют таклсе и воздушное перомопншашю вдуванием от ком- прессора (фиг. 16). В специальных случаях применяются бо-.лее слоллпло устройства: с вращающимися катодами, механическим сглан-си-панием осадка в процессе его отлолсе-шш (агатовыми гладилками) , фильтрованием элогстро.лнта в самой вашго. Обпщй вид ОДНО!! из таких ванн д.ля наращивания медных вальцов ротационных машин показан на фиг. 17. Ванна с качающимися электродами Д.ЛЯ массового га.львапизирования показана па фиг. 18. В последнее время  стали применять автоматические ванны с электродами конвейерного типа (фиг. 19). .Лучшая посуда для трав.ления-керамиковые ванны, керамиковые и а.люминиевы( корзины для опускания предметов (фиг. 20 и 21). Аппаратура для обезлиривания показана: на фиг. 22-станок д.ля ручной обработки известью, на фиг. 23-ванна с фильтром для обработки бензином и на фиг. 24- 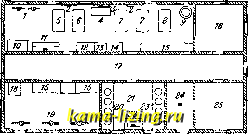 fj>nr. 28. аппарат для обработ1си горячей щелочью. Массовая полировка мелких предметов производится в аппаратах барабанного типа со слалытыми полированными шариками и штифтиками (1-5-8 мм). Число оборото;? пе превышает 60-70 в мин. (фиг.25). Д.ля очистки и обдирки без шариков применяют открытые вращаюн],. аппараты (фиг. 2(j). Подобньш образом устроены и аппараты для машинной сушки осаледегптых предметов в нагретых опи.лках (фиг. 27). Особое внимание при устройстве гальванотехнических установок д. б. обращено на рациональное последовательное распололге-иие всех требуемых для обработки операций.  Фиг. 29. Рокомендуехмос Пфангаузе1)ом расно;1оже-ние ноказалю на фиг. 28, где 7-крацоваль-ный станок, 2-распределительные нщты, 3-главный щит, 4-аггрегат, 5-медная, б- .латунная, 7-никелевая, 8-серебряная ванна, .9-котел Д.ЛЯ Harj)eBanHH, 10-вагша до-1:апирования, 11-стол для промывания, 12-- опилки, 13-горячая вода, .14--сушильная печь, 75-полки, 16-склад готовых изде-ЛШ1, 17--коридор с верхним светом, 18- станок для матировагпля, 19-полироваль-Hi.ie моторы, 20-травильные ванны, 21- трави.лыюе отделение, 22-проточная вода. 23-бегщовальные ванны, 2А-склад химических материалов, 25-ск.лад необработанных изделии. Кроме того, помещение должно бьггь обеспечено хорошим 0CBeuj,einieM.
|