
|
|
|
|
Литература --> Производство газовых тканей Изгибанием изготовляют также дышла, оглобли и др. изделия. Приспособление для гнутия схематично приведено на фиг. 15. В неподвижной станине укреплены две цапфы а, вокруг которых могут поворачиваться массивные рычаги д при помощи цепей или канатов е, блоков и и особой ручной или приводной лебедки. При горизонтальном положении рычагов на них кладут стальную ленту б с загнутыми под прямым углом концами, а на ленту помещают предварительно распаренный изгибаемый брусок ж. К его концам подводятся кулаки в, связанные с рычагами д и передвигаемые по ним от руки или при помощи эксцентриков, кривошипов, клиньев и т. п. После этого форму з перемещают по станине, пока нижняя ее часть не соприкоснется с бруском мс. Дальше следует изгибание вращением рычагов д.   Фиг. 14. Фиг. 15. Когда брусок по всей длине соприкоснется с формой, концы его вместе с полосой б связывают поверх формы особой стяжкой, рычаги же отводятся вниз. Наконец, изогнутый брусок снимают со станка со всей формой или то.пько с верхней ее частью к, легко отделяющейся от з, и направляют в сушило. Подобными же машинами пользуются для изгибания шкивов хомутных клещей, дуг, санных полозьев (одновременно двух) и иных подобного рода поделок. При изготовлении изогнутых ручек тростей, зонтов и т. п. пользуются также особыми приспособлениями. Если трость или палку выделывают из одного куска, то сначала выправляют самый стержень. С этой целью выравниваемое место стерженя нагревают довольно сильно (насколько может выдержать рука) над пламенем спиртовой или газовой горелки или в особой печке, после чего приступают к самому выравниванию. Оно производится или на козелке между двумя вставленными в него сбоку деревянными или металлическими штифтами или при помощи особой ложечки с овальным отверстием, которым она одевается на стержень. Штифты служат опорами при выгибании, которое выполняется рукой, пока искривленное место не сделается прямым. При по.чь-зоваиии ложечкой выгибание производят ею, а стержень удерживают на месте. После выправления стержня гнут ручку. На свежесрубленныхтон-Фиг. 16. ких ветвях можно производить выгибание рукой непосредственно, без каких-либо предварительныхопе-раций, а затем фиксировать изгиб при помощи обмотки бечевкой или проволокой и высушивать в таком виде стержень в печи или нагретой камере; При большей толщине и сухом дереве приходится предварительно его нагревать или пропаривать и при изгибе пользоваться стальной лептой. Последнюю удобнее всего прикреплять к рукоятке а (фиг. 16), снабженной выступом б. Этим выступом рукоятку упирают в торец изгибаемого стержня, а свободный конец ленты связывают со стержнем тисками так, чтобы лента располагалась на стороне, долженствующей образовать выпуклость. Затем, отклоняя рукоятку, производят выгибание до нормы, после чего стягивают изогнутую часть шнуром или проволокой и в таком виде сушат. Чтобы предупредить порчу дерева ржавчиной, между ним и полосой прокладывают стружку или обматывают полосу тонким шнуром. Иногда во избежание появления трещин выгибают ручку не в один, а в два или три приема с повторным подогреванием дерева. Нри массовом, заводском изготовлении тростей и ручек эластичность дереву сообщают пропариванием его в цилиндрических сосудах, при 5 atm давления; это в значительной мере ускоряет производство. На фиг. 17 показано одно из механическ. приспособлений для изгибания ручек. Прямолинейная часть стержня у места изгиба зажимается в винтовые тиски б. Здесь же укрепляется один конец полосы в, другой ь-онец которой связан с рукояткой г. Выгибание производится вокруг формы а, обогреваемой газовой горелкой. После изгиба концы бруска стягиваются скобой. Высушивание производится тут же. Перед изгибом дерево обыкновенно распаривается. При изготовлении сит, решет, коробок, цилиндрических оболочек для различных целей приходится изгибать сравнительно тонкие и широкие стружки, пластинки и ленты из дерева, которым дают обы1шо-венно общее название фанер. Тонкие стружки часто гнутся в сухом состоянии или слегка смоченные; они гнутся непосредственно руками или же на особом цилиндрическ. деревянном стержне подходящего диаметра. Когда стружке придана требуемая форма, ее поддерживают нек-рое время в этом состоянии или укрепляют тем или иным путем. По высыхании налегающие друг на друга концы стружки склеивают или протыкают шилом и сшивают различными вязками. Более толстые фанеры (ободки сит, решет, шляпных коробок и др.) перед изгибанием помещают в сосуд с кипящей водой, где и выдерживают до достаточного размягчения. При заводском, массовом изготовлении фанеру пропаривают, а самое изгибание производят на машинах, при помощи стальной ленты. Фанеру кладут на цилиндрическую вращающуюся форму, в виде колеса или барабана с широким гладким ободом, под ленту, если это нужно, и придавливают к форме нажимным роликом. Таким же путем на широких барабанах, обогреваемых изнутри горячими газами или паром, гнут деревянные трубчатые части для стоек, бочкообразных сосудов из фанер. Нри изготовлении из фанер фигурных оболочек в форме тела вращения, их пропускают между вращающимся валиком соответствующего профиля и обертывающей его на известном протяжении направляющей поверхностью, установленной па пружинящих опорах. Дерево перед выгибанием разлшгчают тем или иным путем. Фанеры, предназначенные для изготовления ободков сит, решет изгибают иногда и в сухом состоянии. Для этого берут два цилиндрических валика, к-рым от привода, при посредстве зубчатых зацеплений, сообщают враще-1гие с различными угловыми скоростями:верхнему валику-меньшую скорость, пи(Киему- ббльшую, и пропускают между ними фанеру. При этом нижняя половина фанеры будет вытягиваться сильнее, чем верхпяя, в результате чего и получается ее выгибание. По выходе из валиков фанера на-хгравляется особым ци.линдрическим бугелем. Чтобы выгибание происходило легко, без слишком большого давления между валиками, верхний из них делают рифленым или снабжают на поверхности остриями. Об изгибании клепок при изготов.лении из них бочарных изделий см. Клепки. При гнутии лыж обычно пользуются насыщенным паром в 1 aim при 100°, при чем материал подвергают действию пара в продолжении /4 ч. (см. Лыоки). Аналогично ведется серийное производство спортивных саней. В машинах для гнутия деревянных частей повозок применяют стальные полосы, иа которые кладется обрабатываемый предмет. Концы стальных полос загнуты крючкообразно кверху, и пропаренную в достаточной мере деревян. часть сгибают извие при помощи поворотпых рычагов до плотного прилегания к шаблону. Соответствующие машины строят почти исключительно в Америке. Гнутие деревянных плит для автомобилей производится по направлению волокон. Одну сторону деревянной плиты смачивают губкою; другую подводят к легкому светло горящему пламени. Для получения плит S-образной формы гиутие производят в два приема. Части, не подлежащие гнутию, покрывают мокрыми тряпками. Боковые плиты, высокие по середине и низкие по бокам, смачивают, укладывают на металлическ. плиту соответствующей формы и прессуют под нагревом. Гнутие деревянных частей аэропланов производят при изгибах с малым радиусом кривизны по шаблону из дерева или, лучше, из углового железа. Брус подвергают, до процесса гнутия, действию пара. Продолжительность пропаривания зависит от толщины и сорта дерева. При размере 40x40 мм, например, требуется пропаривание в продолжение 3 ч. Груз кладут после пропарки на шаблон, прикрепляют к последнему одни конец бруска при помощи струбцинки и, в зависимости от формы изгиба, прижимают его к шаблону также струбцинками через каждые 20-40 см. Потом бруску дают остыть в продолжение 20-40 часов, или Hte сушат его в течение 2-3 часов при помощи паяльного пламени. Лит.: Е x п е г W., Das Biegen d. Holzes, 4 Aufl., Lpz., 1922; Andes L. E., Die Ilolzbiegerei, 2 Aufl., Wien, 1923; L i p p m a n n R., Die Holzbiegerei. Jena, 1923. M. Дешевой, E. Кротов.  Фиг. 17. ГОБЕЛЕНЫ, тканные ковры - картины ручно11 работы, получившие свое название по фамилии Гобеленов, владельцев красильной и ткацкой мастерской, из которой впоследствии возникла мануфактура гобеленов. Родиной гобеленового производства надо считать Фландрию, где в 13 в. начали возникать красильные и ткацкие ф-ки для производства гобеленов. Наибольшего развития производство гобеленов достигло в 17 и 18 веках с учреждением во Франции Королевской мануфактуры. Исторически в технике производства Г. сложились две основные системы, к-рые различаются лишь направлением натяншния и движения основы: в первой основа имеет горизонтальное направление, во второй-вертикальное. Первая система называется низкоремизной, или голландской, по-фран-цузки basse-lisse, вторая-выс о ко ремизной, немецкой, или haute-lisse. Наибольшее распространение в настоящее время имеет иизкоремизная система как более простая, однако, лучшие Г., как, наприм., Г. Национальной мануфактуры в Париже, вырабатывают до сих пор высокоремизиым способом. На фиг. 1 показан высокоремизный гобеленовый станок. Он состоит из двух солидных вертикальных стоек А А, к-рые снизу укреплены в поперечных брусках CD, а сверху при помощи перекладин ВВ нрикреплены к стенам помещения. Существенными частями станка являются верхний и нижний навои EiE. На нервом помещается основа, на второй навивается готовая ткань. Нити основы, спускаясь с верхнего навоя, разделяются прутком (ценою) Q на две части (четные и нечетные нити); нити одной части пробраны в глазки, а глазки прикреплены шнурами к пруту ММ, который покоится иа дерл-салках NN. Нитка утка прокидывается при помощи шпули или катушки след. образом. Взявши в пра-У вую руку шпулю 1 с нитью требуемого цвета, ткач просовывает левую руку между обеими группами нитей а и Ъ (фиг. 2, I) и, отобравши требуемое рисунком число нитей группы Ъ, отодвигает их от остальных нитей той же группы. В образовавшийся зев он Фир 1 продевает шпулю с уточною нитью.После этого он вынимает левую руку и опускает введенную нить до опушки с ткани, прижимая ее посредством гребня (фиг. 3). В обратном направлении нитка проводится при противоположном расположении основных нитей. Для этого ткач захватывает левой рукой известрюе число ремизных шнуров с1, так что соответствен, нити (группы а) занимают положение, изображен, на фиг. 2, II, и можнопротянуть уток в обрати. направ.тении. 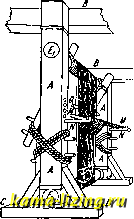  Фиг. 2. Фиг. .3- Гобеленовые станки бывают различной величины. Один рабочий может обслужить но ширине не более 1,25 м основы. При более широких заправках (встречаются заправки до 5-6 м) на одном станке работают несколько человек. Г. работают по готовым картонам-рисункам, составляемым художниками. Однако, картоны не представляют собою подробных заправочн. рисунков, как это имеет место в жаккардовом ткачестве; картоны составляются так,что оставляют много места творчеству лица, работающего непосредственно на станке, в особенности в части подбора красок и оттенков. Выработка Г. не является простой ткацкой работой, но требует от рабочего большого мастерства и художественного вкуса. Национальная мануфактура в Париже имеет специальную школу, в к-рой подготовляют специалистов для всех процессов гобеленового производства: рисовальщиков, ткачей, красильщиков. Для Г. примершют самый простой из ткацких переплетений-миткалевый. Основным материалом для производства является шерсть, значительно реже-шелк и в особых случаях-мишура. Были попытки применять для основы хлопчатобумажную или льняную пряжу, но эти попытки положительных результатов не дали. Огромное значение в производстве Г. имеют краски, их приготовление и богатство подбора тонов. Количество различных тонов и оттенков красок, применяемых в гобеленовом производстве, исчисляется тысячами. До сих пор преимущественно применяют краски растительного нроисхождения. На Г. обычно изображают целые картины, представляющие собою исторические сюжеты, пейзалш, портреты и пр. Темы рисунков Г. в значительной степени отражают характер эпохи. Так, Г. времен Дюдови-ка XIY, кроме исторических тем, часто изображают эпизоды из придворной и государственной жизни того времени, пейзажи с дворцами, портреты королей и государственных деятелей; на гобеленах наполеоновской империи, помимо различных эмблем новой власти, можно видеть изображение таких эпизодов, как Наполеон, принимающий ключи г. Вены , Вестники мира в Леобене и др. Из мотивов последних десятилетий следует упомянуть о гобелене, исполненном но картине Рошегросса Франция колонизирует Африку . Производство Г. является очень кропотливой работой, требующей много времени и опытных рук, и стоит весьма дорого. Один рабочий в год может выткать не более нескольких м Г. Стоимость гобеленов доходит до нескольких десятков тысяч рублей, а в некоторых случаях и до сотни тысяч и выше. См. Ковровое производство. Лит.: G 1 а f е у Н., Die Textilinclustrie. Herstellung textiler Flacliengebilde, Lpz., 1913; H a Ь e г 1 e A., Die deutsche Teppiclifabrikation, Stuttgart, 1919; G u i f r г e у J., Les manufactures nationales de ta-pissuries. Les Gobelins et Beauvais, Paris, 1906; В ad i n J., La manufacture de tapisseries de Beauvais, Paris, 1909; Lacordaire A., Notice historique sur les manufactures imperiales de tapisseries des Gobelins, 4 6d., Paris, 1859; T u г g a n L., Monogra-phie de la manufacture nationale des Gobelins, Paris, 1898; f r a u n b e r g e r G., Die Wandte.ppicliweberei. Nurnberg, 1920. B, Линде. ГОДОГРАФ СКОРОСТИ. Пусть точка перемещается по некоторой траектории АВ. В каждый момент времени вектор скорости v направлен по касательной к траектории в соответствующем положении точки, при чем V = где г-радиус-вектор, определяющий положение точки на кривой по отногнению к нек-рой системе отсчета с произвольным началом О (фиг. 1). Вектор ускорения а равен производной вектора v по времени t (см. Движение) < = 4- Если от нек-рой произвольной точки Oi откладывать векторы h=v, то, при перемещении точки по своей траектории, вектор /* будет менять в общем как свою абсолютную величину,так и на-.ff правление, имея одно и  Фиг. 1. Фиг. 2. ТО же начало О. Конец вектора 7i будет описывать кривую, называемую годографом скорости. Taic как вектор h для кривой AiB играет ту же роль, что вектор * для кривой АВ, то скорость конечной точки вектора h, при ее перемещении по АВ, равна j = - = .. Таким обр., видно, что вектор ускорения точки, движущейся по нек-рой траектории, равняется в каждый момент соответствующему вектору скорости конца вектора, описывающего Г. с. Плоскость, касательная к Г. с. и проходящая через h, будет, очевидно, параллельна плоскости, проходящей через а и V, т. е. она будет параллельна соприкасающейся плоскости кривой АВ. При прямолинейном равномерном двюкенхи (у = Const) Г. с. стягивается в одну точку. Если точка перемещается по кривой, имея одну и туже линейную скорость (v= Const), то Г. с. представляет собою кривую, описанную на шаровой поверхности радиуса v. При П.ТОСКОМ движении, Г. с--плоская кривая. Для свободной материальной точки, брошенной под углом к горизонту с некоторой начальной скоростью Vo, имеем: v = Vq -i- f/t, где V-вектор скорости точки по истечении времени t, а д = Const-вектор ускорения силы тяяести. Так как Ло = = Vo = Const, а вектор fft сохраняет постоянно вертикальное направление, то конец вектора h = v постоянно лежит на вертикали, т. е. Г. с. для рассматриваемого слу- чая представляет собою вертикальную прямую (фиг. 2). Если точка описывает конич. сечение с постоянною секториальною скоростью (см. Двиоюение) относительно фокуса конич. сечершя, то Г. с. представляет собою окружность. Г. с. впервые был рассмотрен Гамильтоном, а затем Мёбиусом. Лит.: Суслов Г., Осиовы аналитическ. механики, т. 1,ч. I-Кинематика, Киев, 1911; MobiusA., Elemente d. Mechanik d. Himmels, Lpz., 1843; H am 1 11 0 n W., Elements of Quaternions,London, 1846; G e r 1 a с h O., Zur Theorie d. Hodographeu, Rostock, 1889; Alt H., Zur Theorie der Gescliwindigkeits-und Beschleunigungspliine einer komplan bewegten Ebene, Dresden, 1914; Mehmke R., Zur graphi-schen Kinematik u. Dynamik, Jahrbuch der deutschen Mathematiker-Vereinigung, Halle a/S., p. 561, 1903; Hamel G., Elementare Mechanik, 2 Aufl., Lpz., 1922: W i 11 e n b a u e г F., Grapbische Dynamik, Berlin, 1923. M. Серебренников. ГОЛОВ НИКИ, лампы д.ля освещения сцены сверху ( головных частей декораций), цри киносъемке в ателье. Они укрепляются у потолка и вследствие затрудненного к ним доступа должны быть особенно надежны в работе. При дуговых источниках света Г. имеют в одном аггрегате одну, две и (реже) четыре саморегулирующиеся дуги, при ртути, свете-от двух и бо.лее ртутных колб, наконец, при освещении полуваттными лампами-от одной и более ламп накаливания в одном аггрегате. Для лучшего использования света головники всегда снабжают металлическ. рефлекторами, направляющими свет в нужном направлении. К Г. относятся и небольшие прожекторы (с диам. зеркала около 250 мм), служащие для более яркого освещения и выделения головы кино-актера. Сила света, создаваемая Г., зависит от рода питающего лампу тока (постоянный или переменный), от числа горящих дуг и в значительной степени от системы применяемой арматуры. Например, однодужный 25-ампер-ный Г. при питании постоянным током дает около 8 ООО свечей, в то время как тот же головник, работая на переменном токе, дает лишь 1 500 свечей. Тот же Г., питаемый постоянным током, при применении зеркального отраяателя может вместо 8 ООО дать 50 ООО (и более) свечей. Расход энергии в Г. обычно составляет от 15 до 50 А при напряжении от 40 (переменный ток) до 60 (постоянный ток) вольт на дуге. Лит.: Голдовский Е., Освещение киноателье, М., 1927; S с h m i d t H., Kiuo-Taschenbuch, f. Amateure u. Fachleute, Lpz., 1927. E. Голдовский. ГОЛОВНЫЕ СООРУЖЕНИЯ, сооружения, устраиваемые для направ.ления воды из рек самотеком в каналы. Устройство самотечного орошения из рек основано на траси-ровании канала с ук,лоном несколько меньшим, чем уклон реки. Канал постепенно от-да.ляется от реки, и между ним и рекой образуется пространство земли, могущее быть орошаемо из канала (фиг. 1). Если уклон реки по сравнению с уклоном канала достаточно велик, Г. с. по своей конструкции бывают просты, в противном случае они значительно сложнее. Г. с. ирригационных кана-.лов могут быть разделены на две группы: 1) сооружения без подпора и 2) сооружения с подпором. При сооружениях без подпора дно оросительного канала в го.ловной его части намечается почти на одном уровне с дном реки. При таких условиях Г. с. состоит
|