
|
|
|
|
Литература --> Графическое определение перемещений сцепления с деревом; кроме того, дерево, разбухая, молсет разорвать свежий, еще не окрепший бетон. Нилсний предохранительный слой бетона под арМатурой следует делать толще, чем в железобетоне; бруски арматуры иногда приходится закреплять, чтобы они при бетоне с большим содержанием воды не всплывали, а плотно лежали на вильнем слое. К достоинствам Д. следует отнести его относите.тьную, по сравнению с железобетоном, дешевизну, при достаточной прочности,и легкость заготовки и укладки арматуры. Д. особенно выгоден при небольших * полезных нагрузках, напр., для сельских построек, служб и т. п. Экономия по сравнению с железобетоном молсет достигнуть 30% и более. В отношении огнестойкости Д. ниже железобетона; при накаливании его возмолшы продольные трещины. К недостаткам Д. относятся: 1) неопределенность состояния дерева внутри бетона, 2) возможность расслоений и трещин при высыхании дерева, 3) порча дерева в случае образования трещин в бетоне, 4) возмол-ность нарушения сцепления дерева с бетоном при изменении температуры вследствие большой разницы их коэфф-тов термического }тсширения (для дерева он в 3-5 раз меньше, чем для бетона), а также от продольной усушки дерева, и 5) уменьшение прочности дерева при значительном содержании влаги. Техника Д. еще не вышла из стадии опытов,и о применении его в сколько-нибудь значитспьных размерах сведений не имеется . От Д. следует отличать ксилобетон, иногда также называемый деревобетоном. Лит.: Молгачев II., Деревобетон, Цемент, !;амеиь и железо , СПБ. 1912, 1, стр. 12; J? о т е р т В.. Деревобетон, там же, 5, стр. 118. А. Певцов. ДЕРЕВООБДЕЛОЧНЫЕ ИНСТРУМЕНТЫ, инструменты, применяемые в различных производствах, для ручной и машинной обработки дерева. Инструменты для ручной обработки дерева. Для р а с к а л ы в ан и я дерева вдоль волокон применяются колун - большой тонор и клин - кусок железа с заостренным концом. Клинья часто делаются также из твердого дерева. Обыкновенный плотничный тонор, весом до 2 кг, является универсальным инструментом в руках плотника, слунащим, кроме раскалывания, для рубки и обтески дерева, для отборки четвертей, пазов и т. д. Нгыы (см.) слулсат для разделения дерева на части н-ем пиления. Для строгания дерева применяются различные струги и рубанки. Для д о л б л е-н и я гнезд и пр. применяются долота (см.) и стамески (см. Столярное дело) плоские и полукруглые, различной ширины. Для сверления круглых отверстий в дереве применяются сверла (см.). Раззенковка применяется для рассверливания конических уширений для головок шурупов. Для вращения сверл при работе слу-лсат коловорот или дрель (см.), или лее в конце сверла делается отверстие, в которое вставляется рукоятка. К- с к о б л я-щим инструментам относятся: цикля, состоящая из стальной пластинки, острие которой получается путем образования заусен- I ца на рабочей кромке, и служащая для окончательного выглаживания поверхностей, обстроганных рубанками, рашпили и подпилки (см. Напильники). Инструменты для машинной обработки дерева. Пилы в деревообделочных станках применяются: прямые, круглые, ленточные, цилиндрические и вогнутые. В строгальных станках (см.) релсу-щим инструментом являются н о ж; е в ы е валы и фрезера (см.). Сверла на сверлильных станках применяются гл., образом, винтовые, лолгечные и центровые. Для обработки прямоугольных гнезд применяются долота и бесконечная фрезерная цепь (см. Долбление). Кроме указанных, вспомогательную роль в деревообделочных производствах играют инструменты измерительные, разметочные и проверочные, как то: линейки, масштабы, циркули, кронциркули, наугольники, рейс-массы, уровни ИТ. д.; точильные инструменты: точильные камни и оселки и пр. Лит.: см. Стол.чрное дело. А. Золотарев. ДЕРЕВООБДЕЛОЧНЫЕ ПРОИЗВОДСТВА, отрасли промышленности, занимающиеся механической обработкой дерева С целью получения готовых продуктов или заготовок, перерабатываемых затем в специальных производствах. В число Д. п. входят: лесопильное (см. Лесопильное дело), столярно-строительное и мебельное (см. Столярное дело и Гнутие дерева), ящичное (см. Тара), гонтовое (см. Гонт), фанерное производство (см.), бочарное (см. Бондарный завод), экипажное и колесное (см. Экипажное дело), паркетное (см. Паркет), древесномассное (см. Древесная масса), изготовление древесной шерсти (см. Древесная шерсть), сни-чечньгх коробок и соломки (см. Спичечное производство), катушечио-челночпое производство (см.), колодочное (см. Колодки и Копировальные станки). Кроме того, сюда же относятся чисто кустарные производства, как, например, мочальное, посудное, щепного товара, корзиночное. ДЕРЕВООБДЕЛОЧНЫЕ СТАНКИ служат для обработки дерева и в большинстве случаев осуществляют процессы резания. Резание может совершаться: 1) в торец дерева, т. е. в плоскости, нерпендикулярной к направлению волокон, 2) в плоскости волокон параллельно их направлению и 3) в плоскости волокон перпендикулярно их направлению. См. Pejawwe.(дерева). Д. с. по роду обработки дерева м. б. распределены на следующие основные группы: лесопильные, строгальные, фрезерные, токарные, фанернорезальные и круглолущиль-ные, сверлильные, долбежные, щепальные, дровокольные и шлифовальные. Пил а-многорезцовый инструмент; при равномерной подаче каждый зуб снимает стружку толщиной a = t , где t-деление пилы в мм, s и v-скорости подачи и резания в м[мин. Значительное влияние на сопротивление резанию, а следовательно, и на потребление мощности пильным станком, оказывают не только геометрическая форма зубьев, но и скорости резания и подачи. Из многочисленных опытов выяснилось, что зу- бья с прямолинейными очертаниями релу-щих кромок не уступают по производительности таковым с криволинейными зубьями. Наивыгоднейшее значение угла у (фиг. 1) для всех пород дерева лелсит около 15°; угол /5 при этом надо сделать настолько малым, насколько это допус- лт  Фпг. 1. кает прочность зубьев, т. к. с уменьшением его падает потребление мощности N (фиг. 2); в том же направлении действует и заострение £ зубьев (фиг. 1). Наивыгоднейшее значение угла а ок. 40- 45°. Практически, начиная с нек-рого значения этих углов, к-рое должно определяться путем опыта, выгода, получаемая от уменьшения расхода энергии, уравновешивается необходимостью более частой точки пил и их более скорым износом. Разводка s = b-a (фиг. 1) до известной величины (для сухого дерева 1 мм, для сырого немного больше) уменьшает расход мощности пилой, ослабляя трение полотенца пилы о бока пропила; при дальнейшем увеличении разводки мощность начинает снова расти в виду увеличения ширины пропила. Площадь выреза зуба F и шаг доказывают весьма заметное влияние на потребление энергии, так как с их увеличением облегчается сход стружки с острия зубца. Предел увеличения этих последних величин определяется тем, что распил становится все более и более шероховатым*, что не всегда желательно. Значительное уменьшение расхода мощности было достигнуто удалением нек-рого числа зубьев по окружности пилы (напр., через 3 зуба удаляли 1); причина этого явления еще пока не выяснена с точностью. Мощность, расходуемая на подачу, надает линейно с увеличением быстроты резания, а потребление мощности на резание растет с увеличением скорости подачи, но несколько медленнее, чем увеличение площади распила, достигаемого этим. Таким образом, общий коэффициент по.-юзиого действия повышается при распиловке с большими скоростями резания и подачи. Пилы разделяются на круглые, ленточные и имеющие переменно-возвратное двилеение. Лесопильные станки - см. Лесопильное дело. Круглая пила, применяемая для опиловки и распиловки круглого леса, для распиловки досок, для пропиливания пазов и четвертой и вообще для разнообразных сто-.тгярных работ, состоит из станины е (фиг. 3), стола cm, в прорез к-рого проходит ста.дь-ная пила п, закрепленная на горизонтальном валу гайкою г и двумя железными или чугунными шайбами ш (фиг. 4) с тонкой свинцовой прокладкой. Распиливаемое дерево помещается на столе и продвигается вручную по направляющей линейке л (фиг. 3). Предельная толщина расш-1ливаемого дерева зависит от диаметра пиль;: h R - r, где т. э. т. VI.  7S тг ев 64 so £6 Фиг. 2. R - радиус пилы иг - радиус шайбы; наивыгоднейшая величина превышения диска пилы над распиливаемым брусом 5 мм. Высота h пропила может быть изменяема вертикальныл! передвилтением опор вала пилы или вертикальным передвилеением стола; 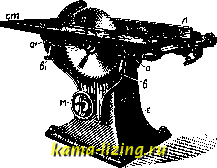 Фиг. 3. последнее достигается вращением маховичка м. Для удобства распиловки наклонных поверхностей стол может вращаться около горизонтальной оси, для чего служат опоры о,о и залшмные винты e,ei. Для опиловки кромки досок применяют сдвоенные круглые пилы с автоматич. подачей (фиг. 5); скорость резания 60 м!ск, а подача 40-75 м.тин. Перестановка расстояния меледу пилами производится с помощью ручного рычага, что позволяет устанавливать каждый раз наиболее выгодную ширину и таким образом доводит до минимума количество отбросов. Многократные круглые пилы, часто снаблеенные механической подачей, применяются таюке при поперечной распиловке долготья на мелкие дрова. Для поперечного распила применяют маятниковую круглгао нилу, вал к-рой укреплен на качающейся раме р (фиг. 6). Здесь распиливаемое дерево остается ненодвгокиым,  Фиг. 4. 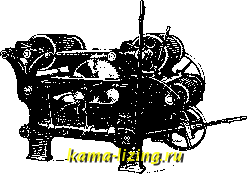 Фиг. 5. упираясь в два угольника у, пила же, к-рою рабочий управляет при полю щи ручки рч, перемещается по мере пропила вместе с рамой. 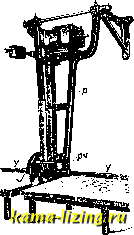 Фиг. 6. Диаметр круглых пил, в зависимости от рода работ, делается до 1,5 м, окружная скорость достигает 45-65 ж/ск. Для распиловки кряжей на доски круглые пилы хотя и применяются, но они невыгодны, так как толщина круглой пилы превышает в два раза толщину полотенца пил вертикальной лесопилки , что ведет к большой потере материала и отпоситель-но большой затрате движущей силы. Потребные для работы круглых НИ.11 мощности, в зависимости от модели (диам. пилы), колеблются от 2 fP (300 мм) до 14IP (1 200 мм). Ленточная пила применяется как для распиловки кряжей на доски, так и для разнообразных столярных работ и представляет собою бесконечную ленту, которая охватывает два шкива ш и ш (фиг. 7). Вращением одного из шкивов ленточной пиле сообщается двиление со скоростью в 20 - 40 MJGK. Диам. шкивов выполняется в 1 ООО раз большим, чем толщина полотенца; при этом соотношении напряжение ленты от ее изгиба все же достигает 25 кг/мм; к этому числу надо прибавить напряление растя-лсения 5-6 mJMM (доходящее иногда до 20 mJMM). Для большей эластичности и для увеличения сцепления с пилой рабочую поверхность шкивов покрывают кожей. Опоры о оси верхнего шкива м. б. перемещаемы в вертикальн. направляющих и; требуемое натяжение ленточной 1ШЛЫ достигается грузом гр или натяжением опорных пружин. Распиливаемое дерево помещается на столе с. Наклон стола м. б. изменяем до 30°, что необходимо при опиловке наклонных поверхностей. Под столом и над ( то лом устанавливаются деревянные направляю-пще б для полотенца пшш1. Толщина пилы для столярных работ 1 мм, ширина-от 10 до 40 мм. Потребные мощности - в зависимости от максималыюй толщины распиливаемого бруса от -- 2 IP (375 .мм) до 3,5 IP (600 мм). В деревянном судостроении, вагоностроении и производстве земледельческих ма-шрш приходится часто опиливать тяжелые 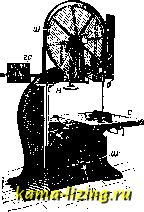 Фиг. брусья под различными углами, при чем последние постепенно изменяются по всей длине бруса. Эта работа весьма облегчается применением ленточной пилы, изображенной на фиг. 8. Вся станина этой пилы вместе с обоими шкивами может принимать различные наклоны относительно неподвижного стола, нри чем изменение наклона может производиться во время работы пилы. 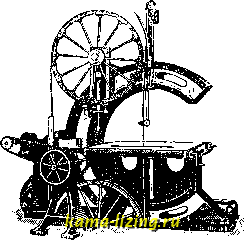 Фиг. 8. Строгальный станок гл. обр. слу-лшт для продольного строгания. Он снабжается двумя или четырьмя резцами, укреп-ленныхми на ножевом валу. Окружная скорость резца-до 40 м/ск, число оборотов ножевого вала от 1 500 до 6 ООО в мин., скорость подачи от 0,5 до 2 м/ск. Угол: резания а при 4 резцах приходится выпсянять более 45°, т. к. резец должен выступать над головкой; в большинстве случаев а = 55-60° и iff=15-20°. В последнее время широкое распространение получили круглые головки (фиг. 9), значительно менее опасные в работе, т. к. расстояние между режущей гранью ножа и цилиндрич. поверхностью головки настолько незначительно, что случаи тяжелых ранений почти невозможны. Каждый резец строгального станка срезает стружку по цилиндрической поверхности, но так как хорда срезанной цилиндрической поверхности при 4 резцах нормально не превышает 0,5 мм, то выстроганная поверхность получается достаточно poBHoii. Длина резца Ъ должна быть несколько больше ширины обрабатываемой поверхности. Толщина снимаемого слоя зависит от установки плоскости стола по отношению к ножевому валу е (фиг. 10). Стол с молсет быть перемещаем по наклонным направляющим и, н вращением махового колеса м. Передняя и задняя части стола перемещаются независимо друг от друга. Высота передней части стола, по к-рой перемещается еще не остроганная поверхность доски, устаиав.яивается  ФПГ. 9.
|