
|
|
|
|
Литература --> Графическое определение перемещений лабораторных Д. м. семью сменными дисками с О, 1,2, 4, 10, 12 и 16 прорезями и тремя храповыми колесам и с 20, 24 и 32 зубьями. На фиг. 3 представлены возможные начертания делений при различных храповых 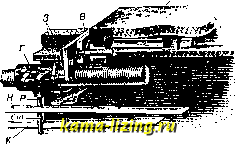 Фиг. 4. колесах и дисках, при чем цифры указывают число прорезей каждого из трех дисков. Резцы применяются стальные и алмазные; стальной резец может начертить линию до 0,02 мм минимальной толщины; при микроскопическ. делениях применяются исключительно алмазные резцы. А.пмазным резцом на 1 мм молено легко начертить до 500 делений [знаменитые диффракционные рещетки Роуленда (Rowland), изготовлен, из зеркального металла, имеют на полированной поверхности 1 700 черточек на1 мм]. При высокой точности работы Д. м., необходимо компенсировать ошибки, которые могут произойти от температурных изменений длины микрометрического винта Д. м. В виду этого лабораторные машины снабжают температурным компенсатором, дающим возможность свести ошибку от температурных деформаций до±0,000001 .чм. При наличии температурного компенсатора (фиг. 4) гайка Г ходового микрометрического винта Д. м. соединена не непосредственно с подвижным столом С, а с пластиной П, которая в свою очередь микрометрическим винтом В соединяется со столом Д. м. Микрометрич. винт в компенсатора жестко соединен с зубчатым сектором 3, находящимся в зацеплении с горизонтальной рейкой Р, конец к-рой постоянно прижимается к направляющей линейке Н. Линейку Я устанавливают под нек-рым углом по отношению к оси ходового микрометрического винта Д. м., в зависимости от того, при какой t° происходит работа на машине и из какого материала изготовлен предмет, под-лежащ. делению. При вращении ходового микрометрическ. винта Д.м. рейка Р, упираясь в наклонно поставленную направляющую линейку Н, перемещается и поворачивает сектор 3 и жестко связанный с ним микрометрич. винт В; поворот последнего вызывает дополнительное перемещение стола Д. м., чем и компенси-  Фиг. 5. руется температурное изменение длины ходового микрометрическ. винта. Если, например, на Д. м., шаг ходового микрометрич. винта к-рой при t° 0° равняется 1.ил1, производить работу при 15°, то (считая коэффициент лр1ыейного расширения стали равным 0,000011) один оборот микрометрич. винта будет Соответствовать перемещению стола на 1,000165 мм; если нужно произвести деление стеклянной пластинки и требуется, чтобы нанесенные на ней деления были равны 1 лш при 0°, то (принимая коэфф-т линейного расширения стекла равным 0,000007) необходимо при 15° нанести на стеклянной пластинке деления размером 1,000105 мм, следовательно компенсатор при каждом обороте ходового микрометрическ. винта Д. м. доллеен дать столу обратное двшкение на величину 0,000060 мм. Зная шаг микрометрического винта В и радиус сектора 3, легко вычислить требуемый угол наклона направляющей линейки Н. Кроме температурного компенсатора, современные Д. м. снабжаются корректором, назначение к-рого компенсировать погрешности микрометричесхсого винта.Несмотря на 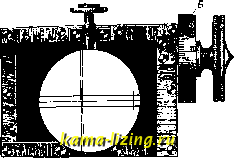 Фиг. 6. чрезвычайную тщательность производства микрометрич. винтов, шаг винта не является абсолютно одинаковым но всей длине; не являются также абсолютно равными линейные перемещения гайки микрометрич. винта при его повороте на один и тот же угол в пределах одного оборота. Эти неточности определяются путем измерения прямолинейного отрезка определенной длины. Сравнение результатов многих измерений одного и того же отрезка при различных положениях гайки по длине мршрометрического винта дает возможность оценить степень совершенства нарезки винта. Погрешности микрометрического винта Д. м. компенсируются некоторым поворотом гайки. Для автоматического осуществления этого поворота гайка Г микрометрич. винта (фиг. 4) снабжается стержнем Cm, скользящим по корректору К, профиль к-рого соответствует требующимся поворотам гайки Р. Для проверки точности наносимых Д. м. делений служат два микроскопа М, установленных на специальных супортах(фиг. 5 и 7), к-рые могут перемещаться по направляющим Н вдоль станины. Конструкция супорта дает возможность устанавливать микроскоп над любой точкой стола и лежащего на столе предмета Н. Для удобства наблюдений, между объективом и окуляром микроскопа, в том месте, где получается изображение предмета, помещен микрометр; скользящие салазки его имеют две нити, расположенные перпендикулярно к направлению движения стола; салазки перемещаются вращением микрометрического винта с барабаном Б (фиг. 6). Барабан имеет 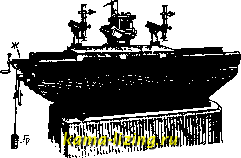 Фиг. 7. 100 делений; поворот на одно деление дает передгещение нитей, соответствующее длине 0,0001-0,00005 Л1Л1 рассматриваемого предмета. При проверке точности, с к-рой Д. м. наносит деления на предмет, микроскоп устанавливается так, чтобы первое деление предмета расположилось в поле зрения микроскопа между двумя нитями; при передвижении стола во время работы Д. м. каждое последующее нанесенное деление в поле зрения микроскопа должно также устанавливаться между двумя нитями; если этого не происходит, то поворотом барабана Б доводят нити до совпадения с чертой 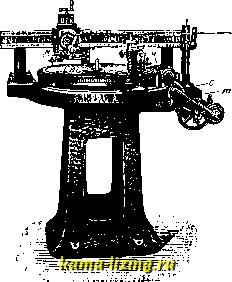 Фиг. 8. деления и по углу поворота судят о неточности работы. Помощью микроскопов можно производить деления, пользуясь точными эталонами мер длины. Для этого эталон и предмет, подлежащий делению, укрепляют на столе машины. Микроскоп уста- навливают над первым делением эталона и наносят первое деление на предмете. Поворотом ходового микрометрич. винта Д. м. передвигают стол до совпадения второго деления эталона с нитями микроскопа; стол останавливают и на делимом предмете наносят вторую черту деления и т. д. Второй микроскоп служит для единовременной проверки точности наносимых Д. м, делений, как это было указано выше. Фиг. 7 дает общий вид лабораторной Д, м., на к-рой работа может совершаться как вручную, так и автоматически; в последнем случае вал ходового микрометрического винта помощью шнура соединяют с кулачковой тягой приводного вала машины. Д. м. Д.ЧЯ деления окружностей снабжены вращающимся круглым столом Cm (фиг. 8), который является в то же время червячным колесом. Вращением червяка ч осуществляется поворот стола и укрепленного на нем предмета на определенный угол. На оси червяка свободно вращается шестерня, находящаяся в зацеплении с сектором с; сектор соединен с эксцентриковой тягой т. Свободно посаженная шестерня при своем вращении по часовой стрелке зацепляет собачками за зубья храпового колеса и поворачивает червяк, а следовательно и стол Д. м. Путем постановки храповых колес Табл. 2. -у гловые деления при числе зубьев стола, равном 720. Щониус 1 30 20 15 10 Род делений Нониус 6 5 3 2 1 Число зубьев, на к-рое д. б. повернуто при каждом повороте стола храповое колесо, имеющее: 90 зуб. 1100зуб. 120 зуб. 180зуб. 0,5° . . Нониус 2 1 180 162 165 171 174 177 90 84 87 200 180 240 I 360 216 ; 324 220 j 330 228 i 342 232 I 348 236 I 354 - i 112 - I 116 180 168 174 60 57 80 76 78 120 114 117 118 - i - 119 Нониус 1 30 20 15 10 30 27 40 36 38 60 54 57 58 0,1° .... Нониус 0.01° 0.005° 20 18 19 V. ° . . . Нониус 30 20 10 30 27 28 29 0,05° 0,01° Va /4- �999999999999999999999999999999� с различным числом зубьев и изменением величины эксцентриситета достигается поворот стола на требуемый угол. Механизм м для начертания делений аналогичен применяемому для деления прямолинейных отрезков. Число зубьев стола для лабораторных машин обычно бывает 360, 400 и 720; сменные храповые колеса имеют90,100,120 и 180 зубьев. Табл. 2 дает указание, на какое число зубьев храпового колеса нужно поворачивать червяк для осуществления различных дуговых делений при 720 зубьях стола.  Наименование круглого леса Фиг. 9. Для делений цилиндрич. и конич. поверхностей применяются машины с вращающимся шпинделем, на котором и укрепляется предмет, подлежащий делению (фиг. 9). Механизм для периодического поворота шпинделя аналогичен вышеописанным механизмам Д. м. для деления прямолинейных отрезков и окружностей. Лит.: Хвольсон О.Д., Физика, т. 1, Берлин, 1923; Societe genevoise dinstruments de physique. Machines a diviser lineaires et circulaires de laboratoire et d atelier. Catalogue № 328. Б. Ш принк. ДЕЛОВОЙ ЛЕС, лесные материалы, заготовляемые для строительных надобностей и разных поделок. Материал одного наименования и одной внешней формы носит название сортимента. Каждый сортимент, в свою очередь,подразделяется на размеры, получающие специальные названия, а размеры по качеству разделяются на сорта. В виду различных требований, предъявляемых к Д. л. внещним и внутренним рынками, сортименты бывают различны. По способу первоначальной заготовки Д. л. разделяется на три главных вида: 1) круглый лес, сохраняющий свою природную круглую форму, часто даже с корой, и распиливаемый или разрубаемый на месте заготовки лишь в поперечном направлении на отрезки определенной длины; 2) п и л е н ы й лес, опиленный (или обтесанный) вдоль наружных поверхностей для получения плоских граней (окантованный брусовой лес) или же распиленный на более тонкие продольные части, при чем в том и другом случае волокна древесины в области разреза подвергаются повреждению; 3) колотый лес, расщепляемый на более мелкие части вдоль располо-лсения волокон без их повреждения. 1. Круглый лес. Наиболее употребительный сортимент круглого леса приведен в табл. 1. Во всех видах круглого леса наиболее ценными являются нижние, так наз. комлевые части, т. к. они менее сучковаты и более полнодревесны. При определении сортов обращается внимание на общую доброкачественность древесины (см. Дерево, п о-роки), ширину годичных колец, на количество, величину и качество сучков, а также и на состояние дерева, т. е. является ли оно свежесрубленным или сухостойным. Обмер круглого леса производится или по среднему диаметру в целых см или же, чаще, по верхнему отрубу, т. е. по более тонкому концу. Кора при измерении в расчет не принимается. Для получения полномерного готового материала необходимо в процессе заготовки делать некоторый запас по длине. Сучья д. б. сглалсены топором в уровень с поверхностью дерева. Для определения размеров и качества материала производится отбор пробы от сдаваемой партии, но иногда обмеру подвергается каждая штука в отдельности. Утолщение бревен к комлю для хвойных пород Vbo-Vioo > если оно больше, то бревно называется закомлистым. Еловые бревна с частью корня носят название кокор и употребляются для барок. 2. Пиленый лес. Кантование леса с двух, трех или четырех сторон производится гл. обр. в целях удешевления транспорта, т. к. при стесывании или опиливании теряется до 30% неценной (заболонной) древеси- Табл. 1.- Сортимент круглого леса для внутреннего рынка. Порода дерева Бревна . . . . Телеграфные столбы . . . Кряжи. . . . Чураки . . . Пропсы . . . Балансы . . . Подтоварник Слеги (жердь, шест, рейка, лата) . . . . Подвязник . . Накатник . . Кроква и по-лукрбква . . Хвойные Лиственные Дуб, сосна, ель Хвойные Лиственные Осина, береза, дуб Сосна, ель Ель, пихта, сосна Топкие стволы или вер-/хушки глав, обр. хвойных пород Размеры длина в м толщ, в мм 4-19,5 от 2 от 4,5 от 2 1,7-3,6 1 И 2 Сорта 180-300 ОТ 220 180-290 220-350 i ОТ 180 i ОТ 200 110-150 110-200 3 сорта 2 сорта Назначение 4-13 ;100-150! 4-17 17 4-19,5 4-8,5 20-90 110-1:50 110-180 i 100-150: 1-Ц сорт ИЗ расту-[щего леса, 2-й сорт- из сухостойного Строительн. лес, распиловочн., по-; делочный Телегр. столбы Судостроение. Машиностроение. Ружейные ложа. Столярное дело. Распиловочн. лес Фанерное производство. Спичечная соломка. Мелкие поделки Рудничное крепление Выработка древесной массы, целлюлозы При сплаве леса для строительных надобностей
|