
|
|
|
|
Литература --> Графическое определение перемещений две стадии производства происходят вручную и выполняются обычно подростками. Инструментом служат острые ножи, к-рыми соскабливают все мельчайшие неровности и царапинки. Полчаюпаяся при этом роговая струлжа, пыль и мука служат хорошим удобрением в с. х. и садоводстве. После глажения Г. поступает в пемзировку. Пемзи-ровочные болваны (войлочные круги) вращаются с той же быстротой, что и жернова. Под болванами находятся деревянные корыта с разведенным в воде порошком пемзы. Г. опускают в раствор пемзы, и вращающийся войлочный круг делает поверхность Г. окончательно ровной и гладкой. Загрязненный пемзой гребень промывается сильной струей воды механич. насоса и сушится (10-15 минут) завернутый в джутовые полотна. Завершается выработка Г. передачей его для полировки на вращающиеся со скоростью 1 200 об/мин. лощильные болваны (круги из белого материала-бязи, ситца), смазанные по ребру составом из стеарина или парафина, гарного масла и песка. II. Целлюлоидные гребни. Производство этих Г. расчленяется на следующие стадии: резка целлюлоида, дублировка,фрезировка или клейка ободка, спецовка, шлифовка, мойка, гнутие и лакировка. Резка целлюлоида на пластинки производится на особом приборе, называемом дробилкой; этим прибором можно отрезать куски любой величины. Дублировка целлюлоида (пластинок) производится на дублерке, ручным или мехаршч. способом, при чем за один раз можно отдублировать 2-3 пластинки, а из каждой пластинки получаются два Г. После этого происходит фрезировка обод-к а, к-рая производится па горизонтальном фрезере, если желательно пспучить французский ободок; при необходимости получить накладной ободок работа несколько осложняется, т.к. сначала необходимо изготовить на фрезере тонкую целлюлоидиую полоску, а потом наклеить ее на Г. Спецов-к а Г. заключается в том, что на фрезерах отделываются зубья. Крайний зуб отбрасывается, а ребрышки Г. также фрезируются. Это делается для того, чтобы легче было потом шлифовать Г. Шлифовка Г.- одна из самых сложных стадий процесса. Она производится на особом шлифовальном станке, состоящем из вала, на котором надеты суконные круги. Вал приводится в движение механич. силой. Под кругами находятся корыта с водой, в к-рой разведен пемзовый порошок. Затем Г. льют, а также подвергают нагреванию в особых ваннах с горячей водой и гнутью на колодках. Этот процесс весьма слолен, т.к. необходимо тщательно следить за тем, чтобы не покривились зубья Г. Для того чтобы их пригнать, сравнять, пригнуть крайние зубья и т. д., необходима сноровка. Последняя стадия-лакировка, придарше Г. внешнего блеска. Лакировка производится на особых аппаратах путем обмакивания Г. в 100%-ную уксусную кислоту. Этот процесс весьма вреден вследствие вдыхания уксусных паров и опасен в пожарном отношении, т. к. целлюлоид легко воспламеняется, а между тем Г. после мойки приходится про- сушивать на сильно натопленной печи. В течение всего процесса производства целлюлоид приходится нагревать два раза для размягчения. Первое нагревание происходит во время дублировки. У самой дублерки расположен столик, на котором лелшт нагревательная плита, которая обычно нагревается электричеством. Пластинки целлюлоида па--греваются до тех пор, пока они не станут мягкими, и после этого их кладут под дуб-лировочные ножи. Второй раз Г. нагревают после мойки, перед тем как класть их на колодку для гнутья. Это дает возможность придать Г. желательную форму. Производство целлюлоидных Г. в последнее время сильно расширяется. Этому способствует налаживающаяся выработка местного целлюлоида вместо ввозимого из-за границы. к. Бипях. III. Эбонитовые гребни изготовляются из сорта роговой резины, обладающей наибольшей механическ.прочностью. По назначению и размерам эбонитовые Г. молено разделить на карманные (90-140 мм длиной), туалетные (160 - 230 лгж) и частые (обычно двусторонние); по способу изготовления различают гребни прорезные и дублированные. Прорезные эбонитовые Г. дороже, но изящнее. При изготовлении эбонитовых Г. эбонитовая смесь, пропущенная на каландре, дублируется на столах тялелым валом до требуемой толщины. Полученная пластина обкладывается с обеих сторон оловянной фольгой как для получения гладкой поверхности эбонитовых Г., так и для предохранения от действия кислорода во время вулканизации. Затем пластина разрезается на куски соответственной величины и поступает на пресс, где и отштамповывается заготовка. Заготовки прорезных эбонитовых гребней составлены из отдельных болванок, заготовки же дублирован, эбонитовых гребней состоят из двойных болванок: 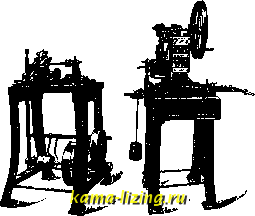 ФПГ. 1. Фиг. 2. зубья одного эбонитового г. расположены между зубьями другого. Отштампованные заготовки с фольгой вулканизуются в котлах, будучи помещены в воду. Разделение зубьев прорезного эбонитового гребня происходит на особых прорезных станках (фиг. 1), где эбонитовый гребень установленный в особом зажиме, подводится периодически к дисковой пиле, подвигаясь в про-менутке на расстояние, точно равное шири- пе зуба. Т. о. изготовляются как эбонитовые Г. с зубьями одной и той же ширины, так н редко-частые. Дублировка состоит в просекании особыми долотьями промежутка между зубьями двойной заготовки, предварительно подогретой для размягчения. Производительность 1 рабочего на дублировоч-ных станках (фиг. 2) в 20 раз больше, чем па прорезке. Дублировка требует дополпи-тельпой операции - подгибания крайнего, широкого зуба. Обработка поверхности эбонитовых Г. состоит из точки и пемзовки спинки и краев, заточки зубьев, шлифовки и полировки. Производство закапчивается браковкой и штемпелевкой. Эбонитовые Г., наравне с целлюлоидными, гигиеничнее роговых, т. к. совершенно не имеют пор; перед целлюлоидными они имеют преимущество невоспламеняемости. Лит.: Ditmar R., Die Teclinologie d. Kautscliuks, p. 556. Wien, 1915; Regler A., Harlguinmi ii. Hartgummi-Ersatz. p. 29, В., 1914. Л. Горбунов. ГРЕБНОЙ ВАЛ, вал, непосредственно несущий на себе движитель судна (гребной винт или гребное колесо). Передача вращения от главной машины судна (паровой поршневой машины, двигателя Дизеля, паровой турбины) движителю осуществляется при помощи нескольких соединенных между собой ва-чов, совокупность к-рых называется 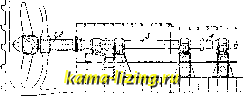 Фиг. 1. л и н пей вала. Фиг. 1 дает расположение отдельных частей, составляющих линию вала (для винтового судна): 1-гребной вал; 2-дейдвудыый вал (в одновинтовых судах гребной вал является в то же время и дейд-вудным); 3-промежуточный ва-и; таких валов может быть несколько, называют их также коридорными, по месту их расположения; 4--упорный вал; кроме того, к линии вала относится коленчатый ва.д поршневой машины, не показашюй на фиг.; в турбинных уста1ювках без передачи коленчатый вал заменяется валом турбины, а в турбинных установках с передачей-валом, несущим большую шестерню. PipoMe перечисленных, необходимыми принадлежностями линии вала являются: 1) сальник дейдвуд-ного вала, устраиваемый в месте прохода дейдвудного вала через переборку и препятствующий прониканию забортной води вдоль дейдвудного вала внутрь судна; 2) опорные подшипники (фиг. 2), служащие для поддержания собственного веса валов и в то же время являющиеся направляющими опорами при передаче упорному подшипнику осевого давления, развиваемого винтом; каждый промежуточный вал обычно покоится на двух опорных подшипниках; 3) упорный подшипник, прочно соединенный при помощи особого фундамента с корпусом судна и слузкащий для передачи судну осевого усилия, развиваемого винтом и сообщающего г. Э. т. VI. судну движение. Линия ва.т1ов должна представлять собою правильную прямую линию, т. к. всякий излом этой линии (угол мезкду двумя жестко соединенными друг с другом валами) при вращении валопровода будет вызывать нагревание и износ подшипников. 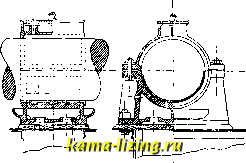 Фиг. 2. На фиг. 3, представляющей Г. в. (который в то же время является и дейдвудным) одновинтового судна: а-Г. в.; о-чугунная дейд-вудная труба, один конец к-рой крепится к переборке судна, а другой-к ахтерштевию судна; в-бакаутовые вкладыши, служащие подшипниками, па которых лежит дейдвуд-пый вал; г-бронзовая облицовка (непрерывная); д-дейдвудный сальник. Если облицовка не сделана непрерывной, то вал, лишенный металлической облицовки, часто защищают от действия морской воды специальной облицовкой из резины. Из характерных деталей линии ва.яа необходимо отметить еще упорный подшипник. До появ;1е-ния подшипника системы Мичеля (MichelI) упорными подшипниками исключительно служили или подшипники со скобами системы Моделей (фиг. 4) или (для малых судов) подшипники с кольцевыми выточками, состояшде из двух половин. В подшипниках этих систем удельное давление допускается в пределах от 3 до б kbjcm, и вал  Фиг. 3. имеет пескстько упорных колец. Разработанный Мичелем, па основании новой теоргш смазки, подшипник дал возможность поднять удельное давление до 25 кг/см, вследствие чего оказалось возмолиым ставить ка валу только одно кольцо; конструкция подшипника весьма тсомпактна. Сущность устройства, которое допускает такие высокие удельные давления, состоит в следующем (фиг. 5): между подшипником L и упорным кольцом А имеются упорные подушки .г, которые опираются лишь в одной точке на болты а. Когда кольцо начинает вращаться, то смазочное масло, приходя в движение, отодвигает подушки и удерживает их в наклонном положении по отношению к кольцу, при чем наружные концы подушек отодвигаются от упорного кольца дальше, чем внутренние. В образующиеся между кольцом и подушками клинообразные пространства непрерывно поступают все новые  Фиг. 4. количества смазки, и, таким образом, трущиеся металлические поверхности нигде не соприкасаются. Конструкция и расчет. При определении прочных размеров валов коммерч. судов приходится пользоваться теми ф-лами и нормами, которые дают классификационные общества. В СССР наряду с правилами Регистра Союза ССР применяются правила Англ. Ллойда, Герм. Ллойда и Бюро Ве-ритас. Размеры валов, определенные по правилам этих об-в, довольно близко подходят друг к другу. Для расчета по правилам Англ. Ллойда служат следующие ф-лы. Промежуточные валы для судов с паровой поршневой машиной: , J/DP -14,22 где d-диам. промежуточного вала в мм, I)-диам. цилиндра низкого давления в мм, S-ход поршня в мм, WP-рабочее давление в котлах в кг/см, г-отношение площади 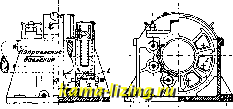 Фиг. 5. поршня цилиндра низкого давления к площади поршня цилиндра высокого давления, с-коэффициент, даваемый табл. 1. Т а б л. 1 .-3 начения коэффициента г (па-j)OBaH по1)шневая машина компаунд тройного и четверного расширения).
Диаметр коленчатого вала д. б. не меньше 1,05 d; диам. Г. в.-не меньше, чем d-\- , где Р-диам. винта в мм, а с-коэфф., равный 144, если бронзовая облицовка вала непрерывная, и 100,если облицовка не является непрерывной. Диаметр упорного вала в районемежду упорными кольцами доляен быть не меньше 1,05 d; от упорных колец к муфте диаметр упорного вала м. б. сведен путем постепенного перехода к диам., равномуДиам. дейдвудного вала(не несущего винт)-не меньше 1,05 г?. Если вал под-вернен действию морской воды, то его диаметр д. б. не меньше 1,075 d. Для судов с паровыми турбинами диаметр промежуточных валов должен быть вычислен по следующей формуле: d = 25,4:-y/ f-FMM, где S-максимальное число IP на валу, развиваемых турбиной, В-число об/м., F- коэффициент, для океанских судов равный 64, для речных и озерных-58. Диам. вала при турбинах с зубчатой передачей д. б. не меньше 1,05г/-l,lri, в зависимости от числа и расположения малых шестерен. Для судов с дизелями диаметр промежуточного вала д. б. не меньше d = c\/I) -S мм, где D-диаметр цилиндра в мм, S-ход поршня в МЛ1, с-коэфф., к-рый берется из табл. 2 Табл. 2. - Значения коэффициента с (суда с дизелями).
путем интерполирования в зависимости от величины коэфф-та , вычисляемого по ф-ле: A-W d- R- = D S 5760, где ТГ-полный вес махового колеса в кг, dw-диам. махового колеса в мм, В-число об/м., I)-диам. цилиндра в мм, S-ход поршня в мм. Если ход поршня не меньше 1,2 и не больше 1,6 диам. цилиндра, то вместо выражения \/D-S м. б. взято выражение 0,735Х>+0,2735. Вычисление диаметра коленчатого вала дизелей производится по следующей ф-ле, при условии, что максимальное давление в цилиндре не выше 35 кг/см: = \/d {A-SвТп) , где D-диаметр цилиндра в мм, S-ход поршня в мм, и h-расстояние в мм между внутренними кромками подшипников,.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||