
|
|
|
|
Литература --> Доменное производство металла и т.д. 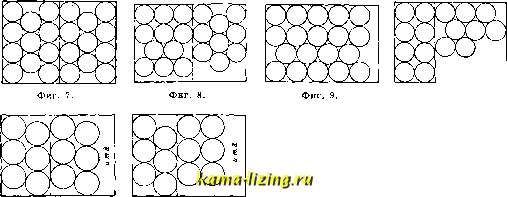 Фиг. 10.  Фиг. 11. Фиг. 12. Фиг. 13. Фиг. 14. 
 Фиг. 15. Фиг. 16. Фиг. 17. Фиг, 18.  Фиг. 19. Фиг. 20. Фиг. 21. Фиг. 22. плавится, д) После этих операций корпус поступает на фланцеотгибочн. станок (отлапоч-ный), к-рый загибает концы корпуса с одной Фиг. 23. ИЛИ С двух сторон (фиг. 26, д), в зависимости от изделия, под прямым или тупым углом, подготовляя его для соединения с дном или рамкой; в том случае, если изделие имеет крышку (вместо рамки), этот станок одновременно прокатывает рантик под крышку (фиг. 26, Д1). Верхняя и нижняя детали коробки (крышка или рамка) штампуются на коленчатых прессах в одну или несколько операций (фиг. 27). Па фальцовочном станк (закатке) дно или рамка соединя-няется секорнусом двойным (фиг. 28, ж) Фиг. 24. или Ординарньпл (Жа) замком. В некоторых изделиях донышко впаивается, тогда опера- ция д) и фальцевание отпадают, а дно штампуется иной формы (фиг. 28, Жд). Почти полная автоматичность станков достигнута в ирименении их для обработки изделий 3-й подгруппы, в особенности коробок для консервов. Здесь интересно отметить следующие автоматы: пресс для изготовления донышек и корпусов коробок и фланце-отгибочную закаточную машину. Как на пример можно указать на автоматич. коленчатый пресс Zig-Zag герм, фирмы Фледермаус (фиг. 29). Автомат этот работает Фиг. 25, Фиг. 26. как на листовом, так и на ленточном материале. Лист жести закрепляется на линейке и кладется в подвижную каретку пресса, которая специальным механизмом приводится в движение в продольном и поперечном направлении таким образом, что после каждого удара пуансона лист передвигается в поперечном направлении на расстояние немногим больше (2-3 жж) диам. вырубаемого изделия. По окончании вырубки первого ряда лист подвигается автоматически в продоль- ном направлении на необходимую (в зависимости от раскладки) величину и двигается дальше в обратном первом ряду направлении и т. д., до последней вырубки включительно; после этого пресс автоматически останавливается, и каретка возвраш,ается внерво- \KpbiaiKaJ  Фиг. 27. начальное положение для смены линейки со следующим листом. Пресс этот дает до 8 500 вырубок в час. В настоящее время фирма Фледермаус заменяет ручную смену листов жести автоматической, что даст возможность довести выработку до 30 ООО изделий в час при штамповке одновременно несколькими пуансонами. Станок для изготовления корпусов работает следующим образом. Полоски жести, точно нарезанные по форме и размерам развернутого корпуса коробки, закладываются в магазин. Снизу под магазин автоматически подводится механизм, состоящий из трубки с резиновым наконечником, который присасывает нижнюю полоску жести и оттягивает ее вниз. Специальные крюки с двух сторон подхватывают пластинку и подают ее горизонтально вдоль стола станка подуглорубку. Ножи последней работают в вертикальном направлении. Дальше пластинка попадает под штампы, к-рые загибают концы ее для замка, и, наконец, на рог склепа; два сегмента одновременно охватывают пластинку, придавая ей форму цилиндра, застегивают концы, и действующий снизу склеп, прижимая шов цилиндра к рогу, закрепляет замок. Затем цилиндр проталкивается на рог паяльного Фиг. 28. стола, по к-рому его ведет бесконечная цепь. Паяльное приснособление состоит из корыта с расплавленным оловом, в к-ром вращается ролик, опущенный до половины своего диаметра в олово. Корпус коробки, обращенный швом к паяльному валу, двигаясь вдоль рога паяльного стола, касается предварительно ролика, смазывающего шов паяльной жидкостью (раствором ZnClg), и прикасается затем к олову паяльного вала. По окончании процесса пайки вращающаяся круглая щетка (состоящая из круглых пластин бумажной или шерстяной материи) снимает лишнее олово, а находящаяся под рогом паяльного стола труба охлаждает струей сжатого воздуха корпус коробки. Производство станка-110-1-130 коробок в мин. Автоматич. фланцеотгибочная и закаточная машина Karges-Hammer (Германия), назначение которой-прикрепить донышко к корпусу коробки, работает следующ. образом (фиг. 30). Донышки кладутся стопкой в магазин, образуемый двумя несколько наклоненными железными прутками. Низ стопки опирается на два вращающихся полукруга, освобождающих за рабочий ход по одному донышку, падающему на место закатки его. Корпуса в горизонтальном положении кладутся на наклонный жолоб, откуда попадают на звездочку (диск с гнездами) машины. Звездочка подводит корпус к паре вращающихся шайб. В это же время пара роликов двигается сверху вниз, заходя за край шайб. Корпус, захваченный шайбами и роликами, приходит во вращение, а штамповка рачки 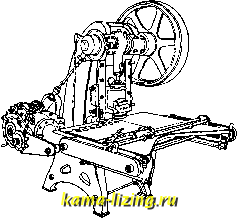 Фиг. 29. ролики отгибают край. Затем звездочка подает корпус к закатному шпинделю машины; два патрона захватывают корпус; крышка, упавшая ранее на рабочрхй патрон, надевается на банку, и два ролика производят закатку так же, как на обыкновенных вертикальных закатках (фиг. 31). 4) Изделия прямоугольные клепаные (типа коробок под зубной порошок, монпансье и т. д.). Операции те ясе, что и в изделиях цилиндрич. формы (3-я подгруппа). Исключение составляют те коробки, у к-рых крышка прикреплена к корпусу посредством шарниров. В данном случае в пластинке корпуса в месте закрепления крышки просекаются отверстия для шарниров (фиг. 32, 1). Крышка вырубается с соответствующими выступами, в которые вставляется проволока для шарниров (2). На укрепленную в крышке проволоку надеваются шарниры (3). Концы последних пропускаются в отверстие корпуса и разгибаются вручную. Оборудование для этих изделий несколько иное, чем указанное в 3-й подгруппе, но принцип действия его тот же, за исключением гнуль-ной машины, дающей прямоугольную форму корпусу коробки и одинаковой по характеру выполняемой работы с вальцовкой и фланце-отгибочной машиной в 3-й подгруппе. В дан-пом случае пластинка, зацепляясь загнутым концом за щель в гнульном патроне (четырехугольной формы), обкатывается по патрону роликом, ИТ. о. корпусу придается четырехугольная форма и одновременно накатывается бортик под крышку и отгибается край для закрепления донышка. 5) Бидоны. Существен, разница в изготовлении этого вида изделий (но сравнению с 3-й и 4-й подгруппами) встречается при изготовлении корпусов бидонов большой емкости (от 8 л и выше). Корпуса таких бидонов делаются из двух половинок п имеют два шва. По окончании операции рубки углов пластина полукорпуса пропускается через вальцы, к-рые отгибают концы ее под прямым углом (отлапка). После загиба двух остальных концов пластины для замка на эк;сцен-триковом прессе придают форму углу бидона и перегибают пластину под углом в 90° (фиг. 33, 1). После соединения двух половин корпуса между собой и скрепления швов на эксцентриковом прессе корпус поступает на 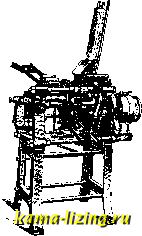 Фиг. 30. Фиг. 31. одно- или двустороннюю закатку, для прикрепления донышка и рамки (см. 3-ю подгруппу). В некоторых случаях дно и рамка прикрепляются к корпусу не в закатку, а в так называемую приклейку ; в этом случае отштампованное, с загнутыми краями донышко соединяется с корпусом на обжимочном станке (2 и 3). G) Прямоугольные цельно-штампованные Ж. и. с разрезным рантом и прямоугольные Ж. и. с дном в прижим (типа коробки под штемпельн. подушки, бисквиты и т. д.). По характеру эти изделия резко отличаются друг от друга: первые-с цельноштампо-ванными деталями, вторые-с деталями, соединенными швом. Но т. к. группа оборудования, требующаяся для их изготовления, Фиг. 32. одна и та же, то они и отнесены к одной технологии . подгруппе. Корпус и крышку Ж. и. типа коробок под штемпельные иодушки рубят в виде пластины на коленчатом прессе, при чем одновременно вырубают углы и вы- штамновывают на корпусе бортик(фиг. 34,1). Обе пластины соединяются между собой проволокой (2), после чего на эксцентриковом прессе каждой детали придается форма коробки. Изделия типа бискг.итных коробок изготовляются нри помощи следую- щих основных онерации. В пластине (корпусе) с концов и в ме- е стах перегиба (углах коробки) вырубаются уголки на углорубке и на эксцентриковом прессе (фиг. 35, 1). Такой же пресс загибает оба края по длине (2): один - для соединения с дном, а другой-для того, чтобы избежать порезов рук при обращении с коробкой. Концы для замка загибаются на ручном или эксцентрпко]зом прессе. На гиуль-ной машине (см. 4-ю подгруппу) корпусу придают четырехугольную форму, после чего закрепляют замок (склеп) корпуса. Дно коробки рубят в виде пластины на хсоленчатом Фиг. 33. Фиг. 3 4. прессе (или вырезают из .листа на ножницах). На эксцентриковом прессе загибают все 4 края (3), и такого же типа пресс скрепляет дно с корпусом (4). Крышка, как и дно, вырубается (коленчатым прессом) или вырезывается (ножницами) в виде пластины, эксцентриковый пресс вырубает углы, и такого же типа пресс придает крьппке и дну соответствующую форму. 7) Плоские изделия (плакаты, циферблаты для часов, зонты для ламп и пр.). После разрезки на нонсницах или рубки на прессе и обрубки углов все 4 стороны плаката загибаются и прилсимаются (чтобы из-белхать порезов рук при обращении с ним). Фиг. 35. На углах вырубаются дырочки для гвоздей. Оборудование-ножницы и эксцентриковые прессы. В тех случаях, когда на плакатах д. б. выштампованы рисунок или буквы, они штампуются на фрикционных или коленчатых прессах. Последние одновременно и вырубают изделие из листа. 8) Четырехугольные цельно-штампованные изделия (типа коробки для папирос). Основные онерации те же, что в 1-й технологич. подгруппе, только крышка соединяется с корпусом посредством проволоки, но без шарниров (в отличие от 4-й подгруппы). В корпусе коробки просе-
|
||||||||||||