
|
|
|
|
Литература --> Доменное производство металла ром помещении и подвержен действию брызг серной к-ты, то ему д. б. выдана спецодежда, не разрушающаяся от действия кислоты. При покрытии черной Ж. оловом рабочие подвергаются действию вредных газов, ожогам от брызг расплавленного олова, а также 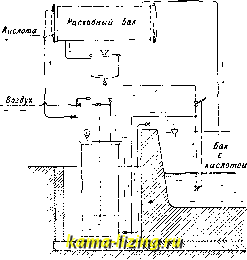 Фиг. 7. порезам о кромки листа. С целью предохранения от вредных газов над ванной д. б. устроена вытяжная вентиляция. Топку следует устраивать вне помещения. Лужение листов Ж. без механическ. приспособления опасно, т. к. сорвавшийся лист может вызвать расплескивание и ожоги расплавленным металлом. Гораздо безопаснее для этого применять специальные лудильные машины. При добавлении металла в ванну следует его подогревать во избежание разбрызгивания. Оиоражнивание ванны следует производить особенно осторожно, так как в процессе этой работы легко возможны несчастные случаи. Полировочное отделение должно иметь вентиляцию. ф, дроздов. ЖЕСТЯНЫЕ ИЗДЕЛИЯ, жестяная тара для упаковки разных товаров, различные предметы домашнего обихода. В зависимости от назначения изделия, материалом для изготовления Ж. и. служит черная, луженая оловом, свинцованная или покрытая краской листовая жесть. В иных случаях пользуются ленточной (полосовой) жестью или листовым железом. Тара под пищевые продукты, аптекарские мази, нек-рые масляные краски и химич. препараты изготовляется гл. обр. из луженой оловом жести. Для бидонов под керосин, смазочные масла и т. д., а такясе для некоторых сухих красок употребляется преимущественно свинцованная жесть (покрытая свинцовой композицией, т. е. сплавом свинца с оловом с большим содержанием свинца). Наконец, рекламные плакаты, значки, номера для извозчиков, тара для сухой краски, коробки для канцелярских принадлеясностей изготовляются обыкновенно из черной ясести. Для лужения употребляется чистое олово с содержанием свинца не более 0,07%, а для свинцевания-композиция (сплав) с различным содержанием олова и свинца (85% РЬ + + 15% Sn; 75% Pb + 25% Sn; 60% Pb + +40% Sn и т. д.), в зависимости от требований, предъявляемых к изделию. Луженую оловом жесть, идущую на изготовление консервных банок, очень часто покрывают кон-сервньш лаком и подвергают сушке при высокой t° (160--200°). Консервный лак закрывает все случайно непрслужен, места (точки), не допуская, т. о., образования в этих местах гальванич. пары и предохраняя тем от ржавления. (О луяении жести подробно см. Жесть.) Черную жесть, непосредственно предназначенную для изготовления изделий, для предохранения от ржавчины покрывают масляным лаком, пропуская ее через печатные или лакировочные машины. В тех случаях, когда черная жесть подвергается штамповке или предварительному нанесению на нее краски (печатание), с нее удаляют окалину травлением, чем. в первом случае предохраняют штампы от быстрого изнашивания, а во втором достигают того, что краска держится значительно прочнее. При изготовлении Ж. и. необходимо обращать особое внимание на выбор материала, использование его (раскрой) и способ обработки. Анализ технологич. процесса в каждом отдельном случае дает возможность произвести правильный подбор оборудования и установить кратчайший производственный ноток, В результате такого подхода можно получить наиболее дешевое и лучшее по качеству изделие. Стандартный размер жести в СССР принят в 20x28 дм или 508 X 711 мм, и 14х 20 дм., или 355 х 508 мм (ОСТ, 24). Толщина и вес жести, идущей для изготовления различньгх изделий, приведены в табл. 1, Табл. 1. Толщина и вес жести размерами 508 x 71 1 л1м. Толщина в мм
Установление толщины (или № жести) зависит от величины и назначения жестяного изделия, глубины штамповки и условий транспорта. От искусства раскроя листа (раскладки) зависит наибольший % использования материала. Наиболее сложные раскладки встречаются в тех случаях, когда шаблон детали представляет собою круг или когда две или несколько деталей одного и того же изделия 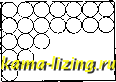 Фиг. 1. надо поместить на одном листе в равных количествах. Последнее применяется в том случае, если толщина жести всех деталей одинакова и изделие д. б. печатным. Таким образом достигается наиболее одинаковый оттенок краски на всех деталях. При раскладке шаблонов круговой формы имеем три основных случая: нормальный ряд (фиг. 1), шахматный порядок (фиг. 2) и сдвинутый ряд (фиг. 3). Для расчета раскроя шаблонов этой формы ншке приведены основные ф-лы раскладки. 1) С д в и н у т ы е ряды. Обозначения (фиг. 4): D-диаметр штампа; а-остаток по горизонтам до края листа по укладке первого ряда (Е2К.=ЕК1=Ь20зУ, Н-расстояние по высоте между центрами соседних кругов (AB=BEBiEi); h-расстояние но высоте между окружностями двух соседних кругов, центры которых лежат на одной вертикали (PR=PjRj); S-расстояние по высоте.  Фиг. 2. Фиг. 3. выгадываемое при шахматной раскладке или сдвинутом ряде (высота дуги сегмента). Эти величины связаны мелоду собой следующими формулами: а=1-nD, где п-целое число, а I-иснользованная длина листа, Н = УВ-а; h = 2H-D = 2VD-a-D, S = D-H = D- \/D - а\ Кроме того, имеем следующие зависимости: D = H + S; D=h + 2S; H-h = S. Малая (ж) и большая (у) диагонали ромба ААСС: X = V2D (D - о); 2/ = /2-D (D + а). Кроме того, по свойствам диагоналей ромба, имеем: + = 4Б2. Зная X я у, легко найти размеры получающихся вырезок X-D и y-D. Итак, при > а> О имеем сдвинутые ряды, при а = Y-шахматные ряды, при а = О-нормальные ряды. 2) Шахматные ряды (фиг. 5): а = ? ; Я = 1/3 = 0,866-D ; й =D(/3-l) = 0,732D ; S = f (2-1/3)= 0,1341); ж = 1); 2/=-01/3 = 1,732D . 3) Нормальные ряды (фиг. 6): а = 0 ; H = jD; h = B; S = 0; x = y = DV2 = lAUD . Т. о., зная диаметр шаблона и исходя из вышеприведенных ф-л, по тому или иному 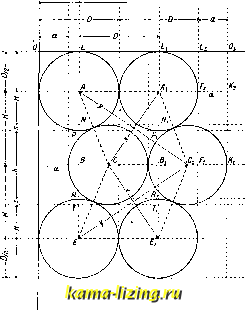 Фиг. 4. способу раскладки, или комбинации из них получим наиболее выгодное исиользование материала. Ниже приводится ориентировочная таблица раскроя шаблонов круговой 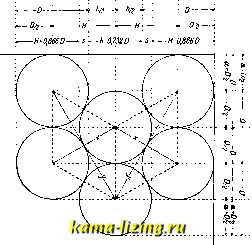 Фиг. 5. формы (табл. 2), при чем в графе способ раскладки соответствующие различным способам цифры соединяются знаком (-Ь) в Табл. 2.-П р е д е л ь н ы е раскладки на листе 508x711 мм.
 том случае, если лист режется на две части, раскраиваемые отдельно (фиг. 8, 11 и т. д.), и знаком (;) - если круги одной раскладки входят между кругов другой (фиг. 9, левая часть фиг. 8). Основное оборудование для изготовления Ж. и. мояшо разделить на два класса: станки, обрабатывающие деталь посредством давления и удара, и- путем вращательного движения. К первым относятся все виды ножниц и прессов, ко вторым - вальцовки, гнульные мащины, закатки и пр. Изделия, в свою очередь, также разбиваются на резко отличающиеся друг от друга группы: 1) изделия цельнощтампован-ные, где каждая деталь сделана из целого куска, без шва (корпус, крышка); 2) изделия с деталями, соединенными посредством шва (соединение концов корпусов между собой, корпуса с дном,и т. д.). Разбивка на подгруппы м. б. произведена в связи с процессом изготовления изделий, необходимым для этого оборудованием, формой и видом изделия на следующие 8 технологич. подгрупп. 1) Изделия цельноштампован-н ы е (коробки для аптекарских и парфюмерных изделий, гуталина и т. д.), с наиболее коротким циклом операций: а) детали т. Э. т. VII. Фиг. 6. штампуются в одну (фиг. 23, а) или несколько (б, в) операций на коленчатом прессе; б) край корпуса коробки обрезается (от заусенцев) и прокатывается рантик (выступ) под крышку (г)на прокатнообрезной машине; операция обрезки края производится лишь в том случае, если одновременно со штамповкой не была произведена обсечка края. 2) Изделия круглые клепаные, мелкие (типа коробок под перец, синьку, мыльный порошок и т. д.). 3) Изделия круглые клепаные, крупные (коробки под кофе, какао, икру, чайники и т. д.). В обеих этих подгруппах изделий у отдельных видов насчитывается до 40 операций (вместе с мелкими деталями). К основньпд операциям относятся следующие. Производство корпуса: а) на углорубках (ножницах) обрубаются углы пластины (фиг. 24, а); б) на эксцентриковом прессе загибаются концы для замка (б); в) корпусу придается круглая форма на вальцовке (в); г) замок (шов) закрепляется склепом на эксцентриковом прессе (г). Автоматы, т.н.самосклепы производят одновременно операции б),в)и г). В нек-рых изделиях корпус скрепляется не в замок, а в накладку (фиг. 25); тогда операции б) и г) отпадают, и шов спаивается вручную или на автомате; в последнем случае деталь насаживается на рог паяльного станка, и между концами корпуса автоматически прокладывается лента припоя, которая пламенем газового рожка или специальньш; утюгом
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||