
|
|
|
|
Литература --> Доменное производство металла только через щель, заполненную оловом. Верхняя часть второго, более глубокого, котла наполняется пальмовьш маслом или салом. В этом котле помещается лудильная 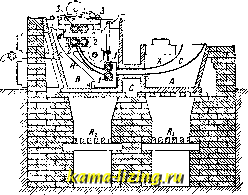 Фиг. 5. мащина, состоящая из трех пар валиков: 1-я пара 1-1 вращается в олове, а 2-я 2-2 и 3-я 3-3-в сале или пальмовом масле. Валики поддерживаются на месте прочной станиной d, и каждая пара снабжена сильными пружинами. Аппарат приводится в движение зубчатьв1и колесами Z, но желанию, с различной скоростью. Обыкновенно число об/м.-18, если лужение слабое, и 35- для сильно блестящей жести. Диаметр валиков-90 мм, длина рабочей части 1-2 м. Делают валики из высокоуглеродистой стали и весьма тщательно обрабатывают по поверхности. Перед входным концом ванны, т. е. в верхней части более низкой ванны А нрикренлен длинный узкий ящик для флюса такой же длины, как тело валиков. Ящик открыт сверху и со дна; нижний его конец погружен в олово на 75-100 мм, а верхний поднимается над уровнем котла приблизительно на 30 мм. Т. о. создается возможность иметь в этом ящике слой флюса высотой ок. 75 мм. Флюсом при всех способах лужения служит хлористый цинк, при чем для получения хорошей полуды необходимо, чтобы он не имел кислой реакции, к-рую обычно имеет продажный хлористый цинк. Ящик для флюса в нижн. части переходит в направляющие для листов леести X. Нижнее сечение этого направляющего канала меньше верхнего и лежит прямо перед щелью, соединяющей один котел с другим. Подобным же образом и во втором котле имеется направляющий канал Н меледу первой и второй парой валиков. Протравленные листы Ж. из водяных чанов в известном порядке переносятся к небольшому ящику с водой, расположенному около лудильщика. Последний клещами берет эти листы один за другим и при помощи лудильной вилки пропускает их для сушки в флюсовый ящик и для покрытия оловом- в ванну с расплавленным оловом , а затем, через щель в перегородке, во вторую ванну, где они подхватываются парой валиков 1-1. Наименьший размер листов обусловливает наибольшее расстояние пар валиков 1-1 и 2-2, к-рое в среднем равняется 470 мм. Даль- ше лист протягивают вверх через горячее пальмовое масло валиками 2-2 и 3-3, при чем излишек олова снимают валики, а остаток ровно распределяется по поверхности листа. Толщина покрытия зависит: 1) от Г олова и масла, 2) скорости прохоледения листа через ванну и 3) просвета между валиками. Для однообразного покрытия все эти три условия д. б. тщательно определены и поддерлсиваться постоянными. Темп-ра обычно определяется термометром. Т. к. назначение олова в первой ванне заключается в разогреве листа до надлежащей для лужения t°, то это олово дерлеат перегретым при t° около 300°. Одно из назначений масла- охладить лист почти до t° олова, удерживая олово в расплавленном состоянии так, чтобы валики могли отлшмать излишки и распределять остающееся олово возможно ровно. Поэтому t° второй ванны держат градусов на 55 ниже первой, иначе олову на листах будет недоставать блеска и глянца, а кроме того,могут образоваться и нятна. Масло, приставая к новерхности листа, защищает горячее олово от воздуха в период охлаждения, чем предотвращается возможность потускнения готовых листов; необходимо иметь всегда масло возможно свежим. Что касается флюса, то, кроме необходимости периодич. возобновления, он требует малого внимания. Самая главная его функция-высушить жесть без доступа воздуха. Аппарат Томаса и Уайта лудит вполне удовлетворительно, особенно листы толщ, менее 0,4 мм. Листы значительн. толщины искривляются, сильно надавливают на внутренние валики и с этой стороны получают меньший слой олова. Сообщение котлов, хотя бы и посредством щели, ограничивает до нек-рой степени возможность удержать в той и другой 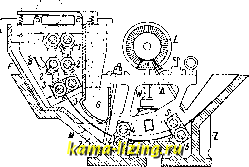 Фиг. 6. ванне желательную t°. Полное разобщение котлов достигнуто в лудильных аппаратах системы Аберкарна, отличающихся от описанной системы тем, что в них установлено 2 отдельных котла, не сообщающихся друг с другом, и Ж. переводится из первого во второй через особые направляющие. Для лужения листов большей толщины (от 0,17 до 2 мм), при длине 500 мм и больше, применяется лудильный аппарат, изображенный на фиг. 6. Он состоит из двух отдельных частей, А и В; часть А поста-, влена в котле Z с оловом, а В-в жировом котле F. Среднюю часть В, слунеащую на- правляющей для листов, можно легко обслуживать. Валики 1-1, 2-2 и 3-3 близки друг к другу, благодаря чему лист легко м. б. выведен из аппарата. Для того чтобы всегда иметь под рукою чистый металл, устроены маленькие отделения G, где плавится чистое олово. Большое расстояние меяоду флюсом и яшром предохраняет последний от загрязнения. Верхние валики 4 и 5 приводятся в движение зубчат, колесом L через вал W. Обе части аппарата соединены листом М, служащим направляющими. Для лужения больших и толстых листов часть В целесобразно снабжать холодильником. Неточная пригонка валиков часто является причиной того, что листы завязают в аппарате, и малейшая неправильность в ходе тотчас сказывается на поверхности Ж, Более совершенная пригонка валиков лучше всего достигается обработкой их наждачньпи кругом. Находящиеся в работе аппараты должны еженедельно выниматься, и валики с котлами подвергаться чистке. Олово в ваннах загрязняется различными примесями, в результате чего поверхность Ж. портится и на ней появляются матовые пятна, цветы и лучи. Загрязненную оловянную ванну можно до некоторой степени рафинировать; для этого механизмы вынимают, масло или жир спускают, а в ванну погружают куски дерева. Углерод дерева и газов, образующихся при его нагревании, действует на окислы и восстанавливает их. Сало или пальмовое масло также со временем делаются гуще от действия попадающего в них хлористого цинка; находившуюся в таком масле Ж. трудно очистить, и на ней получаются пятна. Поэтому масляная ванна доляша от времени до времени обновляться, при чем часть старого масла оставляют, потому что одно свежее сильно пенится. При плохой обработке листов перед лужением, особенно если при отяшге имел доступ воздух, па Ж. образуются пятна. Для устранения этого недостатка черновым валикам дают более сильный нажим. Если после травления листы не сразу м. б. вылужены, то к воде, в к-рой они стоят, прибавляют немного к-ты; перед луясением такие листы д. б. вымыты в чистой воде. Если к-та останется, хлористый цинк пристанет к листам, что вызывает почернение валиков аппарата; то же явление происходит, если хлористый цинк содеряшт к-ту. Пятна валиков передаются на Ж.; для исправления листов пятна эти приходится соскабливать и листы пускать в лужение второй раз. С валиков такие нятна нужно также удалять выскабливанием. Загрязняющие олово примеси постепенно оседают на дно котла; нужно следить за тем, чтобы эти твердые части не взбалтывались при работе; - при недостаточном же нагреве олово местами застывает,-тогда лист вязнет в металле и увлекает за собой хлористый цинк, к-рый портит пальмовое масло. Расход снова в сильной степени зависит от характера производства. В английской Ж. на 100 кг листов толщиной 0,3 жл1 олова приходится 1,75 кг, в немецкой Ж. той же толщины-от 2,5 до 3,4 кг; это составляет на (на обеих сторонах) в английской Ж. около 42 г и в немецкой от 60 до 82 г олова. После луясения листы JK. поступают в чистку для удаления с их поверхности приставшего масла или жира. Обычно чистка производится при помощи машин; от лудильных аппаратов к чистильным машинам остывшие листы подаются посредством конвейера. Для удаления жиров необходимо применять материал, к-рый, поглощая их, в то же время не царапал бы Ж. Лучше всего удовлетворяют этим требованиям пшеничные и ржаные отруби. Существует много типов чистильных машин, но качество ясести, получаемой при машинной чистке, часто уступает качеству Ж. ручной чистки. В Америке расиространены машины следующего устройства. Две станины несут несколько пар валиков для чистки; эти валики, диаметром ок. ЮОжлг, изготовлены из дисков фланели, нанизанных на железный стерясень квадратного сечения и спрессованных при помощи небольшого гидравлич. пресса так, что образуется компактный цилиндрический валик, закрепленный на концах шайбами и гайками. Валики устанавливаются в 2 группы: одна для чистки, другая для окончательной отделки. Процесс чистки требует, чтобы по мере движения листов на валики падал пепрерьтный поток тонко размолотой очистительной смеси. Эта смесь попадает в пространство между валиками, когда лист проходит через них. Под валиками устраивается воронка для собирания и направления этой смеси на дно небольшого э.леватора ковшевого тина. Смесь поднимается элеватором и по трубе снова поступает на валики; употребляется она многократно, пока не потеряет способности к поглощению жира. 4. Сортировка и упаковка Ж. После лужения Ж. подвергается окончательной сортировке. Листы, содерясащие такие пороки в отношении полуды, к-рые м. б. исправлены повторным лужением, возвращаются в лудильную мастерскую. Остальные сортируются на три сорта и брак. Жесть доляша удовлетворять определенным нормам в отношении вязкости, которая определяется на приборе Эрихсена (см. Испытание материал ов). Упаковывается в ящики жесть размером 508x355 мм по 112 листов и 508x711 мм по 56 листов. Данные о Ж. см. табл. Кроме белой Ж. существует еще темная, или матовая Ж. От белой она отличается тем, что покрытием в ней является не чистое олово, а силав олова и свинца. Поверхность ее не имеет светлоблестящего вида бетой Ж. Первоначально темная Ж. употреблялась только как кровельный материал, но в последнее время в Америке ок. 40% общей ее выработки идет для других целей. Она с успехом применяется для штамповки, так как верхний слой покрытия действует как смазка при волочении, а также для всякого рода упаковки, как, например: автомобильных газолиновых баков, резервуаров для масла и т. п. Для нек-рых из этих предметов необходимы листы весьма значительных размеров. Для пищевой посуды темная Ж. не годится вследствие содержания свинца в покрытии. Первые операции по производству темной Ж. аналогичны операциям но производству белой Ж., лишь Сорта, размеры и вес ToproBoit белой vkcctii.
* Теоретич. вес листа определяется по средней показанной в табл. толщине листа и по уд. весу 7,85. Допуски: 1) в весе листа +10% от теоретич. веса; 2) в весе ящика (нетто) ±2%. несколько сильнее нроизводится травление. Кроме того, при отжиге листы нагревают до более высокой t° и дольше выдеряжвают, чтобы сделать их возможно более мягкими. Полировка и наведение глянца в данном случае не так важны, как при белой Ж., поэтому через холодные валики темная Ж. пропускается только один раз. Состав сплава для покрытия на практике колеблется в пределах от 12% олова и 88% свинца до 50% олова и 50% свинца, сообразно назначению. Т. к. свинец не дает сплава слселе-зом, то большое содержание олова в покрытии способствует более прочной связи последнего с железом; чрезмерно высокое содержание олова сильно увеличивает стоимость Ж. и уничтонсает, т. о., смысл самого покрытия. Испытания показали, что минимальное содержание олова в покрытии д. б. не ниже 15%. В отношении ржавления железа, с точки зрения электролитич. теории, свинец играет роль, аналогичную олову. Чтобы обеспечить продолнштельный срок службы Ж., покрытие д. б. непрерывным, а это легче достигается в том случае, когда слой его достаточно толст. Вес слоя покрытия при размерах листов 508 х 711 мм практически имеет пределы от 3,5 до 18 кг на ящик из 112 листов. Ж. с более легким покрытием употребляется для штампования и для изделий домашнего обихода, для кровельных ие целей употребляется Ж. с покрытием весом от 9 до 18 кг на ящик, при чем первые сорта употребляются для водостоков, вторые для желобов, канавок и пр. Так как t° свинцово-оловянных сплавов выше t° ji, олова, то лужение темной Ж. ведется нри более высоких t° но сравнению с t° лулсения белой Ж. Слой покрытия при темном лужении тяжелее, чем при обычном. Поверхность листов с покрытием 5,5 кг и вьппе при охлаждении покрывается сеткой тонких линий, которые разделяют ее на небольшие площадки, почти однородные по размерам и форме. С увеличением веса покрытия линии становятся более рельефны- ми и до некоторой стенени могут служить показателем веса покрытия. Лит.: Т о л т о в И. Л., Выделка листового кровельного железа по уральскому способу, ЖРМО , 1910, ч. 1, стр. 251-318, 1911, ч. 1, стр. 30; Camp J. М. а. F г а п z i s С. В., The Making, Shaping а. Treating of Steel, Pittsburg, 1925; С 1 e m e n t B. V., t)ber Weissblecherzeugung, St. u. E. , 1910, Jg. 30, p. 1152-1168; Kramer W., Das Walzen v. Fein- u. Weissblechen, ibid., p. 1146-1152; Kramer W., Die Fabrikation d. Weissbleche, ibid., p. 1993-1996 u. 2122-2129; Kramer Л¥., Das Verzielien d. Blech-gluhkasten, ibid., p. 498; Kramer W., Feinblech-walzwerk, ibid., 1927, Jg. 47, p. 209-219, 352-358 u. 399-406; Kramer W., Feinblech-Beizmascliinen, ibid., 1928, Jg. 48, 1570-1577. И. Субботин. Техника безопасности. Техника безопасности нри прокатке и термин, обработке Ж. описана в статьях Прокатка и Печи. Из остальных операций особенного внимания заслуншвают травление и покрытие Ж, оловом. При травлении листов Ж, рабочий подвергается: а) действию крайне вредных паров серной к-ты, б) ожогам к-той при наливании ее в чан и оноражнивании чана, в) ожогам брызгами к-ты в процессе самой работы и г) ожогам при соприкосновении с паропроводными трубами. Часты также случаи порезов кромкой листа. Для разлива серной к-ты следует устраивать специальные приспособления, действующие по принципу сообщающихся сосудов или пневматически, Пневматич, устройство для разливания к-ты изображено на фиг, 7, Выпуск отработанной кислоты должен быть также механизирован. Борьба с вредными газами в травильной мастерской должна вестись тремя способами: а) путем устройства над кислотной ванной целесообразной системы вентиляции (обычно приточно-вытялшой), к-рая должна иметь целью не только удаление вредных газов, но и обестуманение, б) применением камерной серной кислоты и в) путем добавления в кислотную ванну присадков Dr, Vogels*, Adacid , Picklene и др к-рые значительно уменьшают выделение водорода при процессе травления (что, кроме обезврежения процесса, значительно улучшает продукт). Т. к. травильщик работает во влажном, сы-
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||