
|
|
|
|
Литература --> Доменное производство металла травленных листов приблизительно вдвое больше, чем при 17 ходах; однако, при очень быстрых движениях тонкие листы мнутся и выбрасываются из люльки, а большой подъем усложняет передачу. Произведение из числа ходов в мин. на высоту равняется в немецких машинах 10,5-14 м/мин. Чаны, употребляемые при травлении, делают из дерева или кислотоупорных кирпичей со специальной поливой. При этом лучше всего чан делать цельным или, в крайнем случае, из кусков, соединенньпс горизонтально, что дает ббльшую прочность и позволяет лучше цементировать места соединений. Деревянный чан, скрепленный кислотоупорными бронзовыми болтами и покрытый листовым свинцом, держится также очень долго. Для люлек берется специальная кислотоупорная бронза. Вредные пары удаляют из травильного помещения высокими трубами; хорошее удаление паров получается посредством соединения деревянных колпаков над чанами с дьпловьши трубами от печей. Трубу в этом случае футеруют кислотоупорньпд кирпичом. В сернокислой ванне поддерживают t° 60-80°, при которой действие травления максимальное. Для вновь приготовленной ванны t° следует дер-ясать ниже и увеличивать ее но мере ослабления действия ванны. Время травления при одном чане-8+10 мин.; при двух травильных чанах люлька переносится в следующий чан через 4-5 мин. Концентрация серной к-ты-ок. 4%. Потеря железа нри травлении-2+3% от веса травимой Ж. Прибавление конц. к-ты в ванну вместо израсходованной производится несколько раз, пока плотность ванны не достигнет 30° Вё; после этого приготовляется новая ванна. Пар, употребляемый для нагрева чанов, подводится по свинцов. трубам. Чтобы вводимый в чан пар не слишком разбавлял ванну конденсатом, употребляют но возможности перегретый пар. С травленых листов смывается черная грязь и железный купорос; на некоторых заводах листы затем сушатся, что препятствует образованию водяных пятен. Первый отжиг. После чернового травления листы подвергаются сортировке для удаления листов недостаточно протра-вленньгх; годные листы направлшотся в отжиг. Черная Ж. тверда, хрупка и содержит значительное количество водорода, поглощенного при травлении; цель отжига-сделать листы более мягкими, пригодными для мехаиич. обработки. Отжиг производится в отжигательных ящиках из мягкой стали, помещаемых в специальные печи; ящики имеют толщину стенок 35-40 мм и устраиваются обыкновенно по тину опрокинутых ящиков, дающих более плотное замыкание и не так быстро коробящихся, как ящики с крышками. Размеры ящиков: высота 1 м, длина равна двойной длине листа, увеличенной на 50 мм. При таких размерах в горизонтальном сечении ящика укладываются 4 листа, по два в ряд. Размеры эти не являются неизменными: в действительности встречаются ящики и ббльших и меньших размеров, но последние все более вьгходят из употребления вследствие непропорционально большого расхода материала для их отливки; боль- шие же размеры ящиков затрудняют про-пикновение нагрева до середины пачки, что влечет за собой неудовлетворительный отжиг. Конструкции отяхигательных нечей отличаются большим разнообразием, но в последнее время преимущественное распространение начинают приобретать методические печи, с иродвиясением ящиков через всю длину нечи. Встречается много нечей с генераторными топками; сильно развивается нрименение газового отопления; в СССР часть печей работает на нефти. Печь последнего типа изображена на фиг. 4; она имеет еще и ту особенность, что ее рабочее пространство разделено на две части поднимающейся заслонкой А. Застонка набирается из фасонного шамотного кирпича в каркас из труб а, а. В целях предохранения труб от прогибания и быстрого выгорания по ним циркулирует вода; для подвода и отвода воды слуясат гибкие шланги б, б. Ящики, медленно продвигаясь на особых телеяжах Б вдоль длины печи, постепенно подогреваются отходящими газами. Темп-ра их по пути следования до топки настолько поднимается, что в пространстве самой топки В бывает достаточно выдержать их 17г-2 часа. По другую сторону заслонки ящики попадают в поток движущегося навстречу служащего для горения воздуха, к-рый нагревается от соприкосновения с горячими ящиками. Подогрев воздуха дает значительную экономию в расходовании топлива и позволяет быстро устанавливать в нечи яселаемую t°. Тонки Г расположены посредине печи с обеих сторон ее. По каналам Г подогретый воздух поступает в топочное пространство Г, куда вбрызгивается нефть из двух установленных в вертикальном наиравлении нефтяных форсунок 8, г. Горячие газы проходят по каналам Д, Д, обходя заслонку, и выходят затем в топку В. По длине печи устанавливаются 12 ящиков, из к-рых 8 нагреваются и 4 остывают; они устанавливаются на тележки, борты к-рых соединяются с печью и между собой песчаным затвором d, d. Передвижение тележек производится хсраном, натягивающим цепь е, перекинутую через блок и прикрепленную к тележке. Нормально ящик проходит всю длину этой нечи в 18 часов и затем остается закрытым еще в течение 15-20 час. для охлаясдения до атмосферной температуры. Встречаются печи, в которых ящики катятся по чугунным шарам, помещенньпл в направляющих яселобах на поду печи. Продолжительность отжига зависит от конструкции нечи. Для получения хороших результатов отжига требуется сравнительно высокая t°. Однако, если листы нагреты чрезмерно, они свариваются вместе, образуя твердую массу, которую невозможно разделить. Внутри ящика иредночитают иметь t° ок. 760°. При этой ° листы в стопе могут также спекаться, но от ударов молотка с закругленной головкой они обыкновенно разделяются. После нормального отжига листы имеют светлосерую матовую поверхность. Холодная прокатка. Операции травления и отясига придают поверхпости листов грубый, разъеденный и пористый характер. Такие листы поглощают при  1 к4-.-.а...;у Л/Васж кирпич поА-В  Диме Бутовая кмЗка Песок по C-D 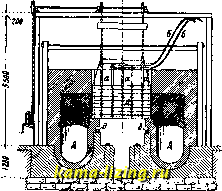 Q по E-F .... Земля 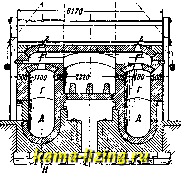 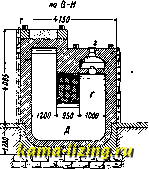 Фиг. 4. лужении большое количество олова; получение зеркальной поверхности, характеризующей высокосортную белую Ж., невозможно. Кроме того, листы деформированы вследствие раздирки после отндага. Чтобы устранить эти недостатки и выправить листы, их подвергают холодной прокатке в валках, подобных тем, которые применяются при горячей прокатке. Валки должны иметь закаленную поверхность. В Англии требуют, чтобы глубина закалки была на 10-12 мм больше, не-ясели у валков для горячей прокатки; для придания листам красивого блеска валки д. б. тщательно отполированы. Для полировки их может служить наждак, разведенный на масле. Главная цель холодной прокатки-получить возможно точные размеры по толщине и сделать поверхность листов как можно более гладкой, т. к. от последнего обстоятельства зависит толщина слоя олова, необходимого для придания Ж. блестящей поверхности, а следовательно, в значительной степени и стоимость Ж. Устройство стана для холодной прокатки аналогично подобному устройству для прокатки заготовки. Число оборотов валков в мищту - около 50. Стан составляется из трех клетей, располагаемых в одну линию: одной подготовительной и двух отделочных. Обыкновенно листам дают 2 пропуска в черновых правильных валках и от 1 до 4 - в отделочных. Расположение клетей в одну линию имеет то преимущество, что лист перед пропуском в каждую пару валков можно тщательно осмотреть. В случае порчи каким-либо листом одного из валков такой лист выбрасывается, и остальные валки благодаря этому сохраняют свою поверхность гладкой. Последовательное расположение валков не имеет этого преимущества; при этом способе каждый последующий стан вращается несколько быстрее, чем предыдущий. Обычные скорости: 384-42 об/м. для чернового стана, 40+44 - для промежуточного и 42+44-для чистового. Во время холодной прокатки листы удлиняются, поэтому их режут с таким расчетом, чтобы после прокатки они получили надлеясащие размеры. Второй (светлый) отжиг. За холодной прокаткой следует второй отжиг листов, с целью устранить в них хрупкость, вызванную холодной прокаткой; если материал мягок, то иногда можно обойтись и без него. При этом отясиге стараются не доводить ме-тал.11 до прежней мягкости, т. к. она будет способствовать легкому изгибанию листов при лужении и чистке их. Характер изделий из Ж. также требует известной упругости материала. Высокая t° теперь не является необходимой. Для устранения напряжений от прокатки достаточно 600-650°. Опасность спекания при листах с полированной поверхностью возрастает, и поэтому регулировка Г при втором отжиге д. б. особенно тщательной. В случае методич. печей достаточно пребывание ящиков в зоне максимальной Г в течение 172 часов; t° топочного пространства при этом д. б. ниже, чем при первом отжиге. ЗК. в этой стадии производства назьшается черной и идет в значительном количестве- частью без дальнейшей обработки, а частью с дополнительной обработкой, напр.. в виде воронения или полировки,-на производство разного рода изделий: пуговиц, чайных подносов, эмалированной посуды, игрушек и т. д. Второе (белое) травление. После второго отжига листы Ж. тщательно сортируют, и те из них, которые предназначаются для получения белой Ж., травят вторично, или, как говорят, набело. В продолжение операций отжига и холодной прокатки на поверхности листов образуется легкая пленка окислов, от светложелтого цвета в центре до темносинего у краев листа. Травлением пленка эта удаляется. Травление ведется примерно тем же способом, как и в первый раз, но раствор кислоты берется слабее (2%), и t° травильной ванны держится несколько ниясе. Травление продолжается от 3 до 5 мин.; в течение этого процесса строго наблюдают за тем, чтобы удалялась только окись и поверхность листа отнюдь не затрагивалась больше, чем это необходимо; излишнее травление влечет за собой больший расход олова при лужении и затрудняет получение блестящей поверхности в белой Ж. Применяется обыкновенно серная к-та, хотя для белого травления более пригодна соляная. Когда листы получат равномерную светлосерую окраску, травление окончено. Для белого травления применяют те же устройства, что и для травления начерно. Хорошо промытые после травления листы кладут в чугунные ящики с водой и направляют в лудильную мастерскую. Вода в ящиках должна постоянно возобновляться, при чем рекомендуется прибавлять к ней несколько соды. 3. Лужение. Лудильная мастерская оборудована нек-рым количеством лудильных аппаратов, располагаемьгх часто вдоль стен здания. Обычно один лудильный аппарат требуется, чтобы вылудить выпуск одного горячего стана, хотя аппараты с хорошо механизированной подачей дают и ббльшую производительность. Лудильный аппарат состоит из лудильной ванны с расплавленным оловом, печи для подогрева ванны, лудильной машины для продвижения листа через ванну и охлаждающего стола для приема листа после ванны. Лудильные аппараты бывают различных типов в зависимости от методов лужения и рода употребляемых лудильных машин; так как машина стоит в ванне, то ванна и все оборудование по форме и размерам должны соответствовать лудильной машине. Значительное распространение имеет аппарат Томаса и Уайта (фиг. 5). Он состоит из двух длинньгх узких, разделенных перегородками С, лудильньгх ванн А и В, в к-рых помещается расплавленное олово. В перегородке имеется щель, служащая для прохода листа из одного котла в другой. Первая, входная, ванна бьшает редко глубже вООмм, другая же, чистовая, приблизительно вдвое глубже и выступает над первой. Котлы устанавливаются над топочными камерами и R2 и наполняются расплавленным оловом, уровень к-рого д. б. приблизительно на 75 мм ниже верха входной камеры с и приблизительно на 150 мм выше верхней поверхности щели, соединяющей оба котла. Т. о., связь меяеду первой и второй ваннами возможна
|