
|
|
|
|
Литература --> Доменное производство металла линии влияния групп Y в основной системе. Между силами X, действующими на основную систему, и группами существует простая зависимость (фиг. 14): + ?2,м-I и-1 + Vsn j 1= 1 + 122 + 133 + + Для случая фиг. 14 и 15 следует подставить w=3. На основании этих ф-л, для вычисления величин у), относящихся к (тг-1)-й неизвестной, следует к величинам h-i,?: прибавить величины (PmVn-l,n Vw-2,M-1 Рп-2,п-1 + Vn-l,n 9п-а,и 5 2, -1 = Чг !-! + Vn~l,n Ягп Кроме того, y ,n-i=Wn-l,n Для (w-2)-й неизвестной: и-г.и-г = 5 -2, -2 + Vn-2,n-i 9и-2,и-1 + ~ 1п-2,пРп-2,п1 V)i-3,и-2 = 9п-3, -2 + Vn-2,n-l ЧП-3,п-1 + -2, -2 = 92,м-2 + Чн-2,п~1 2,11-1 + Чп-2,п Ч2п> Vl,)?-2 ~ 1,п-2 Ь 2,w-1 l.k-l + n-2,nPln V)i-l,?J-2 = Vn-2,11-1 5 2 = V -2,M. Для первой неизвестной: Vii = Ри + %2 Pia + JJia Pw + + Остальные неизвестные определяются из равенства ta = Vii Для проверки вычислений применяются следующие контрольные равенства: -f ... + й,- 1,2 V2i + Vii = 0; Чгк = Сгй; + Vi,k-1 C/c-i.fe + ?j,u-2 Ca;-2,u + + + Vi,i+2Ci+2,k + *?г,г4-1 Ci+i,k Наконец, все величины гр для каждой данной неизвестной проверяются помощью системы равенств: у1г<5ц+V2ti2+ + у -1,Л, -1+%,Ап=0; ViAi+У2Л2+ +п.-1,Л, -1+v An=0; У1г5г1 + -зАг + + V i,j<5i,n-i + Vm-jn= 1; ViAi+У2Л2+ +А , -1+v A = 0. Лит.: Стрелецкий Н. С, К расчету слош-ных статически неопределимых систем, М., 1922; Самойлов Л. А., Основы расчета рам, Труды Моск. ин-та инж. транспорта , М., 1927, вып. 3; его же. Расчет рам по методу фокусов, там же; Гвоздев А. А Расчет статически неопредели-лш1х систем, М., 1927; Жемочкин Б. Н., Расчет статически неопределимых систем. Способ угловых деформаций, М., 1927; Б е й е р К., Статикажелезобетон, сооружений, пер. с нем., М., 1928; М о hr О., Abhandlungen ausd. Gebiete d. techn. Mechanik, p. 480, 2 Auflage, Berlin, 1914; Pirlet J., Kompendium d. Statik d. Baukonstruktionen, B. 2, T. 1, Berlin, 1921; S u t e r E., Die Methode d. Festpunkte, Berlin, 1923; Ct e h 1 e г W., Der Rahmen, Berlin, 1926; O s t e n-f e 1 d A., Die Deformationsmethode, В., 1926; Pasternak P., Berechnung vielfach statisch-unbestimm-ter biegefester Stab- u. Flachenlragwerke, B. 1, Zurich, 1927: Mann L., Theorie d. Rahmenwerke, auf neuer Grundlage, В., 1927. A. Гвоздев. ЖЕСТКОСТЬ, сопротивляемость сооружений и механизмов, в отдельных частях их и в целом виде, деформациям, возникающим в них иод действием внешних сил и нагрузок. Степень Ж. брусьев характеризуется величинами: при растялеении и сжатии , при изгибе -rj при кручении ; в них Е и G-модули упругости материала, со и I- соответственно площадь и момент инерЦии сечения. Вообще Ж. понижается с увеличением свободной длины и уменьшением поперечных размеров сечений. и. Прокофьев. ЖЕСТЬ. Белая Ж. представляет собою листовое железо, покрытое оловом-белым, блестящим металлом, к-рый сообщает листу красивый наружный вид. Олово хорошо противостоит атмосферным влияниям и является для железа исключительно ценным защитным покрытием. Слой олова сохраняет свой блеск и хорошо защищает железо от разъедания только до тех пор, пока слой остается непрерывным; если же непрерывность слоя нарушена и железо обнажено, то разъедание последнего идет быстрее, чем без олова; явление это объясняется тем, что в электролитич. паре железо-олово последнее является катодом. В присутствии воды или влаги, содерлеащей в растворе хотя бы малейшие следы примеси, эти два металла образуют электролитич. пару; т. к. железо образует анод этой пары, то на него будут действовать отрицательные ионы, в результате чего оно переходит в раствор, в то время как олово, соприкасающееся только с положительными ионами, остается нетронутым. Из этого следует, что даже тончайшего покрытия оловом, если оно произведено совершенно, достаточно для предохранения железа; с другой стороны, для оголенных мест нет никакой защиты от разъедания, какой бы толщины слой олова ни лежал на листе. Для нек-рых целей, однако, предпочтительнее более толстое покрытие. Это в частности относится к Ж., из к-рой изготовляется посуда, подвергающаяся значительному изнашиванию от чистки. Толстое покрытие придает Ж. также и лучший внешний вид; нек-рое количество олова требуется, кроме того, чтобы закрыть неизбежные поверхностные неровности листа. В настоящее время изготовляется примерно около 10 разньгх сортов жести, которые различаются по толщине оловянного слоя. Примерно /з выпуска идет на производство жестяных банок и посуды. Метод покрытия оловом заключается в следующем: железный лист, с предварительно очищенной от окислов, грязи, жира и влаги поверхностью, пропускается через расплавленную оловянную ванну. Железо при этом нагревается, сплавляется с оловом, и к нему пристает достаточное количество металла, образующего на поверхности быстро затвер- девающий слой чистого олова. Слой этот, если только все требуемые условия соблюдены, пристает настолько прочно, что лист можно штамповать, гнуть и прессовать, при чем слой олова не отстает. Провесе производства Ж. состоит из следующих операций: 1) прокатка черной Ж., к которой относятся: резка заготовки на куски нужной длины, нагрев заготовки, операция прокатки, заканчивающаяся получением пакета из нескольких листов, резка пакета и его раздирание; 2) подготовка черной Ж. к лужению: травление черной Ж., первый отжиг, холодная нрохсатка, второй отжиг и второе травление; 3) луясение Ж.: сушка, покрытие оловом, чистка и полировка Ж.; 4) сортировка и упаковка Ж. I. Прокатка черной Ж. почти ничем не от- j личается от прокатки тонкого листового железа (см. Прокатка). Ж. готовят из особенно доброкачественного металла-мягкого -ssao дороже, но поверхность листа делается чистой и гладкой; излишние расходы по прокатке окупаются экономией олова. Производительность стана, т. е, двух пар валков, при таком способе работы составляет около 3 ООО кг за 8 час. При трех нагревах производительность такого же стана на 30% вьппе. Сдваивание листов при прокатке зависит от их толщины и производится при толщине листов в 0,08-0,16 мм четыре раза; при 0,16-0,35 мм - три раза; при 0,35- 0,65 мм - два раза; при 0,65-1 мм - один раз. При этом приходится опасаться сваривания листов, чему можно до некоторой степепи противодействовать, как уже говорилось, повышением содержания в металле Мп и Si. Практикуется опускание пакета в бак с H2SO4, которая образует изолирующий слой Fe SO4. Лучшие же результаты достигаются умелым регулированием Г нагрева материала в печах. Операция прокатки  Фиг. 1. и вязкого. Ответственные сорта Ж. изготовляют из железа состава: 0,08-0,10% С, 0,4-0,5% Мп, 0,03-0,04%Р, 0,03-0,04% S. Для тонких листов,толщиной 0,16+0,25 мм, выбирают металл с несколько большим содержанием марганца, чтобы избегнуть сваривания листов. Для сортов менее ответственных можно брать материал с более высоким содержанием Мп, Р и S (до 0,6% Мп, 0,05% Р и 0,06% S). Примесь кремния препятствует слипанию листов, но вводить его нужно с большой осторояшостью, т. к. он уменьшает вязкость металла и может вызывать образование трещин при штамповке. Обычно содержание кремния не превышает 0,03-0,04%. На Ж. идет почти исключительно мартеновский металл, выплавляемый в печах средних размеров (до 40-50 т); увеличение тонпаяса нечей часто ведет к значительному повышению процента брака, гл. обр. из-за образования пузырей. На континенте Европы листы для Ж. прокатывают след. обр. Заготовку, длиной равной ширине листа +10+-15лгл1, подвергают нагреву и раскатывают, пропуская через валки поодиночке; йотом нажимные винты ослабляют, и вытяжка продолжается попарно, пока листы не получат длину приблизительно в 1 200 мм. После этого листы скла-дьшают вдвое, подогревают, прокатывают во второй раз, снова сдваивают, нагревают в третий раз и окончательно выкатывают. Т. о., прокатка ведется с трех нагревов. В Англии предпочитают работу в пять нагревов. Это уменьшает производительность и обходится ведется но преимуществу на горячих валках, т. е. не охлаждаемых водой; этот способ работы выгоднее в смысле производительности, и поверхность листов при этом получается чище (см. Прокатка). Особенности производства Ж., направленные гл. образом к тому, чтобы получить безупречную по чистоте поверхность листов, заставляют иногда отдавать предпочтение печам с большим расходом топлива, но обеспечивающим хорошую поверхность листов. На этом основании нередко еще применяют нечь, которая изображена на фиг. 1. Печь этого типа одинаково применима для нагрева заготовок и пакетов. Для нагрева заготовок входят в употребление методические печи с регенераторами или рекуператорами, ПолугазоБые и колосниковые топки, типичные для старых установок, в новых часто заменяются газовыми, нефтяными и пылеугольными. Однако, в Америке за последнее время снова начали находить нрименение автоматическ, тонки. Наиболее распространенным видом топлива является каменный уголь, Т, к, особенно высокая темп-ра здесь не требуется, а нужно только ровное нагревание в восстановительном нламени, то уголь оказался наиболее подходящим топливом для этих нечей. Пакеты Ж, после прокатки охлаждают до атмосферной t°, после чего их передают к ножницам для резки на нужные размеры. Ножницы применяются обычно рьгаажного типа. Размеры листов жести установлены стандартом в 508x711 мм и 508x356 мм. Обрезанные пакеты Ж. поступают на разд и р к у. Работу производят вручную, пользуясь особым инструментом, к-рым предварительно отгибают углы; сваренные места разъединяют ножом. Во время резки и раздирания, а также всех следующих процессов, листы Ж. должны быть тщательно защищены от грязи и жира. Хорощие листы в дальней-щем отправляются в травилку, где они сначала подвергаются так называемому черновому травлению. 2. Черновое травление-первый щаг подготовки листов ж. к лужению и имеет целью удаление окалины с поверхности листа. Травление производится на машинах различных типов, при чем во всех случаях применяют одинаковый способ травления: онуекание подвешенных на люльке листов в к-ту и подъем их обратно.Практика показала,что Ж. с успехом можно травить толысо посредством серной или соляной к-т. Электролитическое и электрохимическое травление не привело к удовлетворительным результатам но сравнению с кислотньгм травлением. Движение Ж. вверх и вниз имеет целью ускорение операции травления; при этом листы 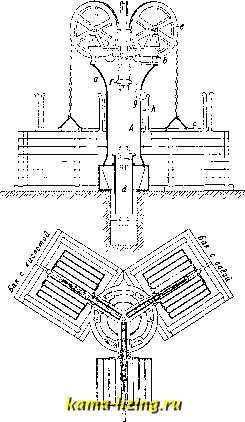 Место загрузки и разгрузка Фиг. 2. передвигаются один относительно другого, и, таким образом, жидкость действует одинаково хорошо по всей поверхности их. Травильная установка состоит из подъемного устройства и чанов с травильной жидкостью и водой для споласкивания. Иногда донолнительно ставится чан с известковым молоком для нейтрализации остатков к-ты; листы Ж. укладываются вертикально в особые люльки, ок. 500 кг в каждой. Существуют устройства, в к-рых подвесные рельсовые пути, в виде замкнутого контура, соединяют   Фиг. 3. склад черных листов для Ж., травильную установку и отжигательные печи. В этом случае часть рельсового пути над чанами отделена от остального пути и подвешена к двум длинным цилиндрам, приводимым в действие паром или сжатым воздухом и производящим погружение листов Ж. в чаны и подъем их. В других устройствах листы доставляются к травильной установке на тележках и здесь помещаются в люльки. На фиг. 2 представлена травильная машина Milbrook Engineering С, Машина эта состоит из чугунной станины а, которая на верхней части несет платформу Ь с укренленными на ней 3-4 блоками е. Машина приводится в действие от парового цилиндра d, с поршнем к-рого соединён шток А. Цепи, перекинутые через блоки, одним концом соединены со штоком, а другим-с люльками с. При работе норш-ня люльки получают движение вверх и вниз. Впуск и выпуск пара производятся автоматически золотником, приводимым в движение штоком А посредством диска /, рычага д и тяги h. На нижнем конце штока закрепляется контргруз для уравновешивания люлек. Платформа Ь вращается на роликах вокруг вертикальной оси; это движение дает возможность нодвешенным люлькам описывать круг. Поворот платформы производится вручную нри посредстве системы валов и конич. шестерен. Машина для чернового травления имеет обыкновенно три бака, для белового достаточно двух. Примерная длина баков 1 800 мм, ширина 1 800 мм и высота 1 300 мм. Баки располагаются так, чтобы оставить свободное место на нлощади, обслуживаемой машиной. Место это используется для загрузки и разгрузки люлек. Этой работе в значительной стенени помогает устраиваемая на некоторых з-дах вращающаяся на роликах круглая платформа диам. около 5 м, движения которой дают возможность легко убирать травленую Ж. и подавать свежую к травильным чанам. На фиг. 3 представлена приводимая в движение от электромотора травильная машина, в которой люлька совершает колебательные движения, что содействует лучшему смыванию листов травильной жидкостью. При выборе травильного устройства важным фактором является скорость двинеения листов: она оказывает существенное влияние на продолжительность травления. Установлено, напр., что нри одной и той же высоте подъема, при 30 ходах в мин., число про-
|