
|
|
|
|
Литература --> Доменное производство металла бус могут быть обработаны 2 способами. А) При плавке на голом огне, весьма распространенной среди кустарей, кончик дрота нагревают на пламени паяльной лампы; плавящееся стекло, в достаточном для получения одного шарика количестве, набирают на медную проволоку, диам. 0,3 мм, и вращением придают ему сферическ. форму. Готовые бусы срезают и подвергают обработке крепкой серной или азотной к-той, для растворения содержащихся в них отрезков проволоки. Б) При плавке в электрич. печах горячим воздухом изменения цвета стекла и потери им в значительной степени опалового оттенка не происходит. Дроты в виде то.лстостенных трубок, разрезают на куски, длина к-рых равняется их диаметру. Дальнейшая обработка м. б. двоякая, а) Отрезки дротов нанизывают на медную проволоку и помещают в электрич. печь. Происходит оплавление; вращением оплавленным кускам стекла придают сферич. форму. Готовые бусы освобождают от проволоки так же, как и при плавке на голом огне, обработкой к-тами. б) Отрезки дротов пересыпают тугоплавким порошком (нанр. огнеупорной глиной или графитом), который заполняет отверстия в них. После этой операции куски стекла помещают в вращающийся железный барабан с насыпанным в нем порошкообразным тальком. Барабан нагревают до t° размягчения стекла, но не до такой степени, чтобы бусы слипались и растекались. Тальк противодействует слипанию. Когда стекло получит требуемую форму, нагревание прекращают, а барабан вращают до полного остывания. Массивные бусы имеют громадное преимущество перед полыми; они практически могут считаться небьющимися. Слой краски на небьющихся бусах должен противостоять влаге, выделениям человеч. колеи и механич. воздействию. Этим требованиям отвечает жемчужный пат, окраска которым происходит следующим образом: бусы чистые и сухие нанизывают на нитки или укрепляют на нержавеющих иголках и погружают несколько раз в ванночку с жемчужным патом, смешанным с легко испаряющимся растворителем, напр. эфиром, окрашенным в цвет сгёше или chair. Каждому слою краски перед повторным погрунсением дают вполне просохнуть. По высыхании последнего слоя Ж. срезают с его опоры, отбирают бракованный (имеющий на поверхности пузырьки, отеки и т. п.), сортируют но размерам и нанизывают на шелковые нитки. Наиболее употребительные сорта, в зависимости от диаметра жемчуя-сины, следующие: № 3 - 4,7 мм № 4 - 5,3 № 5 - 5,5 № 6-6,3 № 7 - 6,5 мм № 8 - 6,9 ДЬ 9 - 7,3 Л 10 - 7,6 За границей получает в последнее время распространение искусственный ЛС. еще ббльших номеров. Нитки выпускаются самой разнообразной длины; основные размеры их: 42, 49 и 160 см. Бусы особой формы- грушевидные, грибовидные и т. п.-идут для изготовления серег, запонок, пуговиц и т.п. Наибольшего развития производство искусственного Ж. достигло в послевоенные годы во Франции, Америке и Германии. В последней под названием Ktinstliche Perlen подразумеваются всевозможные бусы: из искусственного Ж., искусственной слоновой кости, искусственного янтаря, искусственного коралла и далее простые стеклянные бусы, различно окрашенные. В Германии же существуют курсы, где преподается окрашивание искусственного Ж. Несмотря на большой спрос на искусственный Ж. во всем мире, иностранные фабриканты, опасаясь выхода его из моды, не механизируют своих производств. Жемчужная эссенция изготовляется на ф-ках (нанр. Nigg во Франции и Ruben и. Bielfeld в Германии) , а иногда в лабораториях при самих предприятиях. Окраска производится ручным способом, нанизка же на фабрике часто вовсе не делается, а передается на сторону и за ничтожную плату выполняется инвалидами, женщинами и детьми. В СССР производство искусственного Ж. нача.то развиваться. Обилие рыбьей чешуи, являющейся источником для жемчужной эссенции, все возрастающий спрос па искусственный Ж. и связанное с этим просачивание его из-за границы побудили наши государственные торговые организации наладить производство его в Союзе для реализации этого фабриката как на внутреннем, так и на внешнем рынк.ах. Лит.: Ф. п. 473662/14, добавления 19471, 19522. 20258; Т а у 1 о г Н. F., Pearl Essence, N. Y., 1923; Р а г к е г t О. W., Die Perle unci ihre ktinstliche Erzeugung, Nauhof bei Lpz., 1925; Die Pcrle , Lpz.; La Perle , P., ab 1924. B. Гетлинг. ЖЕРНОВА, жерновые камни, представляют собою рабочие органы в т. и. жерновых поставах (см.). Жерновые камни должны обладать твердостью, вязкостью, пористостью и однородностью, при чем составляющие их частицы должны иметь острые кромки, при помощи к-рых размельчаемые в жерновах зерна подвергались бы разрезанию. Горные породы и минералы наиболее удовлетворяющие отмеченным требованиям, следующие: песчаник, порфир, базальт, трахит, гранит и кварц. Ж. изготовляют из целых кусков, или из нескольких кусков, или, наконец, из мелких частиц. Жерновые камни, изготовленные по двум первым способам, называются естественными, а изготовленные по последнему способу носят название искусственных камней. Самыми лучшими жерновыми камнями являются кварцевые, добываемые во Франции (La Ferte sous Jouarre) и в Венгрии (в южной части Карпат); они одинаково хороши при размоле любых продуктов на ме.тьнице (зерно, дранье, крупа, дунет и отруби). На русских с.-х. мельницах (простой помол) употребляются преимущественно песчаниковые жерновые камни, из к-рых особого внимания заслулеивают подольские и путивльские. Жерновые камни из базальта и трахита добываются гл. обр. в Германии (Андернах на Рейне), Венгрии и Швейцарии. Худшими породами для жерновых камней следует считать гранит, к-рый в работе быстро полируется. Искусственные жерновые камни имеют значительное преимущество перед естественными камнями в отношении своей однородности и возможности перерабатывать различные виды зерна. Помимо наждака, кремня или кварца составными частями искусственных камней являются магнезит и хлористый магний. Процесс изготовления искусственных камней протекает так: в корыто засыпают наяодак или кремень и добавляют магнезит; все это хорошо перемешивают в сухом состоянии, после чего вливают раствор хлористого магния и всю  Фиг. 1. смесь вновь перемешивают до равномерно влажного состояния. Обычно придерясива-ются следующей весовой пропорции: твердой породы (кварц, наждак, и проч.)- 70%, магнезита (MgO)-16%, остальное- раствор хлористого магния, при чем во всех случаях раствор хлористого магния должен иметь плотность в 34° Вё, а t° окружающего воздуха д. б. не ниже 15°. Рабочий слой делают высотой ок. Д высоты камня, а остальные з состоят из естественного камня или бетона, что дает прочное основание для налива и удешевление камней. Искусственные Ж. в Западной Европе и .4мерике вытеснили Ж. из естественного камня. В СССР естественные Ж. остались 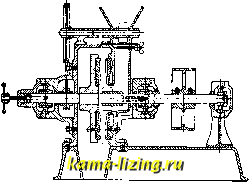 Фиг. 2. лишь на крестьянских примитивных мельницах. Ж. из камня имеют максимальную скорость 8,8 м/ск, что обусловлено качеством материала. Поэтому производительность их ограничена. Американцы ввели металли- ческие жернова (закаленный чугун), позволяющие развивать окружную скорость до 72 м/ск. Это позволяет значительно повысить производительность жернового постава. Форма и начертание режущих граней показаны на фиг. 1. Эти мо левые диски (показаны их части) привинчиваются к чугунному основанию и при износе легко м. б. заменены. На фиг. 2 показан разрез жернового постава с ременным приводом (на шари-коподшиппиках); имеются жерновые поставь! с электромоторами на валу с двумя вращающимися дисками. Вращающийся Ж. с электромотором на валу делает до 3 500 об/м. Рабочая поверхность жернова (фиг. 3) де-.тится на несколько концентрических поясов, из которых внешний F, называемый полозом, или мелющим (меловым) поясом, предназначен для окончательного размельчения продукта; пояс С, называемый двором, и пояс Б,называемый сердцем, служат для предварительного измельчения продукта и подвода его к мелющему поясу (поясы С и В вместе называются глотком); отверстие А, через которое происходит поступление сверху продукта, называется глазом; в стенках отверстия укрепляется пара-плица, несущая на себе камень (бегун) и опирающаяся на вертикальный вал. В совместно работающей паре ясерновых камней обыкновенно один камень находится в неподвижном состоянии, а другой в состоянии вращательного движения; подвижным камнем, назьшаемым бегуном, обыкновенно бывает верхний камень и очень редко нижний. Давление верхнего бегуна на пилений камень, необходимое для создания силы трения, за счет к-рой происходит размельчение продукта, обусловливается весом бегуна. Диаметр глаза, в к-ром помещается па-раплица, берется в 300-350 мм. Ширина мелющего пояса, к-рый д. б. горизонтальным, составляет примерно 1 часть радиуса камня. Глоток долясен иметь подъем в 1% от 0 бегуна; так, напр., у камня с 0 в 1 ООО мм, глоток долясен иметь подъем в 10 мм. Глоток лежняка берется с уклоном в два раза меньшим, чем подъем глотка в бегуне. В табл. 1 помещены основные данные по жерновым камням. Табл. 1.-Основные данные по жерновым камня м.  Фиг. 3.
Для установления веса (в кг) одной пары совместно работающих камней можно пользоваться данными, приведенными в табл. 2. Табл. 2.-Вес шерновых камней (1 пары) от диаметра (в кг).
Ф-ка наждачных жерновов Уральский алмаз (в г. Свердловске) выпускает камни, данные о которых помещены в табл. 3. Т а о л. 3 .-Ж е р н о в ы е камни, выпускаемые фабрикой Уральский а л м а з .
Чтобы усилить эффект размола жерновыми камнями продукта, на рабочих поверхностях камней насекают бороздки, одновременно служащие каналами,по к-рым продвигается к выходу продукт и подается холодный воздух к горячему от трения продукту. Естественно, что последн. роль выполняют бороздки, нанесенные на бегуне, а первую-гланн. образом бороздки лежняка. В разрывании же продукта участвуют бороздки как бегуна, так и лежняка, при чем от угла наклона бороздок зависит - будут ли они только разрывать или одновременно и разрывать и разрезать. Разрезание наблюдается в том случае, когда угол наклона бороздок уменьщается от глаза к выходу продукта на внешней окружности камней.   Фиг. 4. Фиг. 5. иными словами, когда бороздки работают подобно ножницам.Что касается продвижения продуктов вдоль бороздок к выходу за счет трения, то оно возможно не при всяких условиях, а лишь в том случае, когда угол наклона бороздок по своей величине больше удвоенного угла трения продукта о камень. По исследованиям Вибе (Wiebe), угол трения тонкого помола (см.) и муки о камень находится в пределах от 31 до 37° 20, а угол трения крупного помола и дранья о камень-от 29 до 35° 10. На фиг. 4 показано, как наносятся на камни прямолинейные бороздки; как по своей длине, так и по ширине бороздки неодинаковы. Бороздки, идущие от самого глаза и делящие всю поверхность камня на T.JI. четверки, носят название в зависимости главных бороздок. Короткие бороздки называются промежуточными. Число главных боро.здок для камня 0 1 ОООм.ч в среднем, можно брать 12, для камня 0 1 200 м.м-14 и для камня 0 1 400 мм-16, промежуточных бороздок на каждую четверку берут обыкновенно 2. Ширина бороздок в среднем берется 30-35 м.ч, для малых камней - 25 лич, а для больших - до 40 мм. Глубина бороздок обусловливается характером помола и зерна; в среднем можно считать 5 .ч.м для бегуна и 3 мм для лежняка. На фиг. 4, в случае А промежуточные бороздки имеют тот же эксцентриситет, что и главные, а потому действие и тех и других совершенно однородно. В случае В промежуточные бороздки, имея иной эксцентриситет, чем главные, оказывают и иное действие на продукт. В случае В угол наклонения у всех бороздок каждой четверки разный, а именно: у главных он меньше, что хорошо для разрывания и разрезания, а у промежуточных он больше, что способствует выталкиванию продукта. Вследствие отмеченных достоинств, бороздки типа В очень распространены в практике. Следует упомянуть о т. н. новых круговых бороздках, расположение которых см. на фиг. 5. На промежутках между главными и промежуточными бороздками на мелющем поясе параллельно главным насекают мелкие бороздки, называемые штриха.ми или нитками. Число таких бороздочек берется от 15 до 25, глубина-от 0,5 до 1 мм. Для установления числа бороздок в каждом отдельном случае молено исходить из того, для какого помола предназначаются жерновые камни. Так, нанр., для производства мягкой муки необходима большая мелющая поверхность, а для производства грубой муки - наоборот. , Действительно, при боль- ШЩ шей мелющей поверхности оболочка будет сильнее перетерта, а потому и муки выйдет больше, в то время как при меньшей мелющей поверхности муки будет выделяться меньше, но зато получится много дранья. В практике так и поступают: в случае низкого помола площадь бороздок берут равной площади й1елющей поверхности, а в случае высокого помола-площадь бороздок и площадь мелющей поверхности берут соответственно в отношении 2:1. Форма поперечного сечения бороздок оказывает .большое влияние на нормальную работу жерновов и зависит от характера помола и продукта. На фиг. 6 изображены формы поперечного сечения бороздок, насекаемых на жерновах и применяемых: А- при низком помоле, Б-при высоком помоле и В-при помоле крупы. Лит.: см. Жерновой постав. И. Хомутов. ЖЕРНОВОЙ ПОСТАВ, машина для переработки зерновых з.таков на мельницах в муку. В настоящее время Ж. п. совершенно вытеснены с товарньгх и полутоварных мель-  Фиг. 6.
|