
|
|
|
|
Литература --> Доменное производство металла Табл. 1.-Д опуски в мерах длины (в общей длине).
измерительных приборов, различающихся между собой по степени точности и имеющих разное назначение. Прежде всего, те Табл. 2. - Допуски в мерах сыпучих тел.
учреждения, которые хранят основные единицы измерений, должны иметь в своем распоряжении первичные копии основных единиц, изредка сличаемые с этими последними и служащие для приготовления по ним изме-рительн. приборов, образцовых и контрольных мер. Назначение этих последних-служить для поверки по ним обыкновенных обращающихся в торговле и промышленности мер и измерительных приборов. Торговля и промышленность, по свойству своей работы, нуждаются в приборах различной степени точности: более точных-в торговле драгоценными металлами, аптекарскими товарами, при лабораторных исследованиях и др., и менее точных-при обычной торговле. Т. о., торговая и промышленная практика требуют установления но крайней мере 4 категорий измерительных приборов, отличающихся между собой по точности, а следовательно, и по их Д. Основанием для установления шкалы Д. могут служить требования обычной торговли, где точность измерения признается достаточной, если ошибка не превосходит 0,1-0,2%. Исходя из этого предположения, можно далее установить Д. для точных торговых измерительньгх при- Табл. 3.-Допуски в мерах жидких тел.
ДОРН Табл. 4.-Допуски в весах при наибольшей нагрузке.
Табл. 5.-Допуски в манометрах.
боров и для вышеупомянутых образцовых и контрольных. При этом, как показывает практика, достаточно принять, что точные торговые измерительные приборы должны иметь погрешность в 4-5 раз меньшую, чем приборы обыкновенные; контрольные приборы для поверки обыкновенных торговых мер должны иметь погрешность меньшую, чем точные торговые, а образцовые приборы д. б, точнее контрольных в 5-6 раз. Строгое соблюдение указанной пропорциональности практически не требуется, и приводимые выше цифры Д., установленных в СССР, только в общем принципе подчинены указанному правилу, а конкретные значения Д. изменяются, в зависимости от абсолютной величины данной меры, и округляются. Так как при практическ. пользовании всякая мера или прибор неизбежно подвергаются изнашиванию, связанному с потерей точности, то необходимо установить еще шкалу Д., терпимьЕХ в приборах, находящихся в обращении в течение определенного срока, после какового они подлежат новой поверке. В табл. 1-5 дана сводка Д. в измерительных приборах, к-рые, по действующему в СССР закону, подлежат обязательной поверке и клеймению. Д. в гирях см. Гири; Д. в медицинских термометрах равны ±0,1°. д. доброхотов. ДОРН, онравка, на к-рую насаживают подлежащую обточке или шлифовке деталь в том случае, когда необходима точная обра- ботка ее по отношению к предварительно обработанному отверстию. Простой Д. (фиг. 1) представляет собой отрезок вала, снабженный по краям центровочными отвер- 16., Фиг. 1. стиями. Рабочая поверхность а делается слегка конусной (наклон образующей к оси 1 : 2000); концы дорна в делаются меньшего диаметра и снабжаются отфрезированными площадками б для надежного упора винта поводка. Обычно дорн изготовляется из инструментальной стали, закаливается целиком и шлифуется на рабочей поверхности, а иногда и в центровочных отверстиях. 11еред окончательным шлифованием рабочей поверхности ее подвергают искусственному старению (kunst-liche Alterung, seasoning) для устранения внутренних напряжений, вызванных закалкой. Для особо точных работ закаливаются лишь концы Д., рабочую же поверхность оставляют мягкой, так как этим исключается возможность позднейшей деформации ее под действием внутренних напряжений. В америк. практике приняты след. соотношения 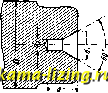 Фиг. 2. между диаметром дорна и размерами центровочных отверстий (фиг. 2; размеры в мм): 6 8 10 15 20 30 40 50 65 80 100 120 150 3 4 5 7 9 13 15 16 18 20 22 25 28 1,2 1,5 2,4 3,0 4,0 5,0 6,0 6,5 7,0 8,0 9,0 10,5 12,0 4 5 7 9 12 16 18 20 22 25 28 32 35 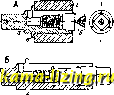 Фиг, 4. Обыкновенные Д. подходят, благодаря малой конусности рабочей поверхности, лишь к отверстиям одного и того же диаметра; даже различие в величине допусков делает иногда их применение затруднительным. Вторым неудобством является непостоянство положе- ПИЯ обрабатывае-Фиг, 3. мого предмета по длине Д., что препятствует применению их на станках с заранее установленным набором инструментов; кроме того, простые Д. портят иногда уже обработанные поверхности отверстий. Для избежания этих недостатков употребляют расширительные Д.;в простейшей форме они состоят из коническ. оправки а (фиг. 3), на которую надета разрезная цилиндрическая втулка б; отверстие последней имеет ту же конусность, что и оправка (обычно наклон образующей к оси 1 :100-1 : 200). Вдвигая оправку внутрь втулки, заставляют ее расширяться; возникающая ири этом сила трения между втулкой и оправкой, с одной стороны, и втулкой и обрабатываемым предметом-с другой, бывает достаточно велика для сопротивления силам, получающимся при обработке. Более совершенный тип расширительного дорна изображен на фиг.4,А; он состоит из разрезн. гильзы а, в которую ввинчивается коническая пробка б. Гильза а снабжена заплечиками в, в к-рые упирается обрабатываемый предмет г и к-рые обеспечивают неизменность положения его относительно станка. Для особо точных работ необходимо снабдить пробку б особыми цилиндрическими напра- 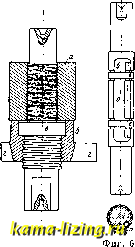 Фиг, 5. 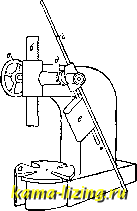 Фиг. 7. вляющими д, гарантирующими совпадение осей гильзы и пробки (фиг. 4,Б). Д.пя обточки предметов, снабженных внутренней нарезкой, употребляют Д., изобраленный на фиг. 5. В качестве упорки для обрабатываемой детали а употребляют гайку б, снабженную левой резьбой и упирающуюся в момент зажима в заплечики в; гайка б слулшт одновременно поводком, для чего она снаблсена ручками г, г. При обработке, не требующей особо высокой степени точности, часто применяются самозажимающие дорны (фиг. 6). Зажимающим элементом служит стальной закаленный ролик а, который может кататься в эксцентричной канавке б и удерживается от выпадения кольцом е; т. о., чем больше давление резца, тем сильнее заклинивается ролик и тем крепче держит обрабатываемый предмет. Для снятия с Д. достаточно повернуть его на небольшой угол в обратную сторону. Все описанные выше системы Д. пригодны лишь для центрирования детали по предварительно обточенному отверстию; для зажима деталей по необработанным поверхностям служат другие приспособления. Обыкновенные Д. вжимаются в отверстия ударами медного или свинцового молотка; при более тщательной работе для этого пользуются дорновыми прессами (фиг.7). Обрабатываемую деталь кладут на вращающийся стол а, снабженный прорезями различной ширины, и Д. вжимают помощью плунж;ера б, снабженпого зубчатой рейкой и приводимого в движение через шестерню ручным маховичком в. Когда сила последнего оказывается недостаточной, прибегают к помощи рычага г, действующего на ось шестерни через посредство храпового колеса д; противовес е приводит рычаг г по окончании рабочего хода в начальное положение. В крупных производствах применяют часто трансмиссионные или гидравлические дорновые прессы. Лит.: Гавриленко А. П., Мехаиич, технология металлов, ч. 4, вып. 2, М., 1925; Г и п л е р В., Токарное дело и его инструменты в современном производстве, Берлин, 1922; Machinerys Encyclopedia, v. 1, N. Y., 1925. Л. Павлушков. ДОРОГИ и ДОРОЖНОЕ ДЕЛО. Дорожное дело-искусство построения и эксплоатации сухопутных безрельсовых дорог, т. е. дорог, служащих для передвижения по ним конных новозок, самодвижущихся экипажей (автомобилей, тракторов и т. п.) и пешеходов. В последнее время дорожное дело становится, и во многих своих частях уле стало, на научную основу, обоснованную, с одной стороны, математическими и механическими дисциплинами, а с другой-почвенными, геологическими и геофизическими данными 035105
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||