
|
|
|
|
Литература --> Катафорез - движение частиц рата, сна бакенного калориферами, обогреваемыми паром, или иных типов, также с обогреванием глухим паром. Потребная поверхность теплообмена-6-8 на 1 ООО л масла дебензине. Дистилляционная колонна устраивается либо с тарелками, снабженными колпачками, либо с насадкой из колец Рашига. В колоннах с тарелками общая площадь сечения отверстий, служащих для прохода газа, на 1 ООО л масла доллша составлять 280 см. В нижней части колонны устраивается подвод пара через перфорированную трубку; обычно применяют пар, имеющий давление от 4-5 до 8 atm. Иногда нижние тарелки снабжаются калориферами. Дефлегмационная колонна обычно подобна дистилляционной, но имеет меньшие размеры. Конденсатор-чаще всего трубчатый, с поверхностью теплообмена около 9 на 1 ООО л переработанного масла. Холодильники для масла дебензине обыкновенно устраиваются воздушно-водяные. Поверхность Линде дает в конечном результате не чистый водород, а смесь водорода и азота в объемном соотношении 3:1, необходимом для синтеза аммиака. Коксовый газ после выхода из бензольных скрубберов компри-мируется до 10 atm и, если он содержит бензо.ла более 1 г/м, подвергается дополнительной очистке от бензола (фиг. 2). Для этого газ из компрессора 1 проводят сначала меледу трубками двух теплообменников I, в к-рых он охлалодается за счет теплообмена с газом, уже обезбензоленным в аммиачном холодильнике II, после чего газ поступает в этот аммиачный холодильник (II), где и охлаждается до -45°; здесь из него выделяются бензол, вода и другие легко сжинеающиеся или замерзающие вещества. Обезбензоленный газ, пройдя по труб-liaM теплообменников I, поступает затем для удаления СОа в орошаемую водой башню 5, таюке под давлением 10 atm. Для подачи воды служит насос 3, который приво- 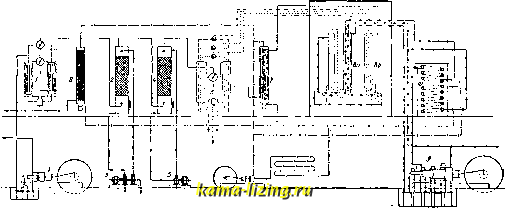 Фиг. 2. теплообмена в них: при железных трубах- вк. 20 на 1 ООО л масла в час, при чугунных трубах-24 ж2. Большинство коксобензо.льных з-дов улавливают бензол жидкими поглотителями. Из твердых поглотителей, применяемых пока значительно реже, находят применение высокопористые адсорбирующие материалы: активированный уголь (см.) и силикагель (см.), оба в зерненом виде. Выход сырого бензола иа 1 т скоксован-ного угля равен 7-10 кг. Средний состав его: бензола 35-50%, то.луола 17-20%, ксилола 6-10%, предельных углеводородов 1%, сероуглерода 0,3-0,5%, тиофе-нов 0,7-=-1,0%. Потеря веса при щелочной промывки составляет 0,7%, потеря при кислотной промывке-5,5%; удельн. в. сырого бензола равен 0,88. В нем содержатся таюке легко полимеризующиеся соединения (инден, кумарон) и их гомологи. Выделение водорода из коксового газа. Кроме извлечения из коксового газа смолы, аммиака и бензола, с 1921 г. из него начали таклсе получать в нек-рых случаях и в о-Ж о р о д, главным образом для синтеза аммиака из атмосферного азота (см. Аммиак). Извлечение водорода из газа производится по способам Линде или Клода. Способ дится в действие водяной турбиной, работающей на воде, вытекающей из башни 2 и дающей до 55% энергии, потребной для подачи воды на башню; недостающая часть энергии получается от электромотора. Кроме СОз в промывной воде растворяются остатки аммиатса, ацетилен, а также частично этилен, водород и метан. Последние два газа выделяются из раствора при уменьшении давления от 10 до 1 atm и присоединяются к газу, остающемуся после выделения водорода. После промывки водой в обрабатываемом газе остаются еще небольшие количества COg, для удаления которых производится дополнительная хфомьтка едким натром в башне 4. Раствор едкого натра, подаваемьп1 насосом 5, циркулирует в башне до начала образования бикарбоната. Дальше газ проходит через теплообменники 6, в которых он охлаждается более глубоко охлажденными фракциями газа, проходит через аммиачный холодильник 7 и поступает в разделительный аппарат 8. Последний состоит из двух теплообменников а и b и ректификационной колонны. В этом аннарате еще до ректификационной колонны конденсируются последовательно этиленовая и метановая фракции; холод первой используется в теплообменнике 8Ь, а холод второй-в теплообменниках 8а я 6. В ректификационную колонну попадает газ, содержащий почти исключительно Hg, СО и Nj. Колонна орошается жидким азотом, подводимым от отдельной установки (9 я 10); СО конденсируется в колонне и вместе с частью жидкого азота отводится из нижней части колэнны; эта фракция проводится через теплообменники 8а и 6. Несконден-сировавшаяся смесь, содержащая 75% Hj и 25% N2, проводится таюке через теплообменники 8а я 6. На основании данных Борхарта [ ] составлена табл. 10, дающая распределение 1 ООО исходного коксового газа при разделении его по способу Линде. Табл. 10.-к о л и ч е с т в е н н о е распреде газа при разделении Из табл.10 и 11 видно, что после выделения из коксового газа водорода остается еще 39% газа с очень высокой теплотворной способностью (7 800 Cal/jn), общее теплосодержание которого составляет 65% от теплосодержания исходного газа. Кроме того получается 17% газа, богатого СО, с теплотворной способностью 1 200 Са1/ж. При получении водорода по способу К .4 о д а освобожденный от СО 2 коксовый газ компримируется под давлением 25-30 atm я поступает в цилиндр пневматич. дви-гате.чя, детандер, в котором он расширяется до атмосферного давления, причем Г газа поиилается прибл. до -210°. Далее газ ление составных чаете; его по способу Линде. коксового
Теплосодержание Q и теплотворная способ ность К отдельных фракций, получаемых из 1 ООО коксового газа, видны из табл. 11. Табл. 11.-Т е п л о с о д е р ж а н и е и теплотворная способность отдельных фракций коксового газа.
проходит через систему теплообменников, в которых происходит фракционированное охлаждение и конденсация газа, движущегося к детандеру. В первую очередь конденсируются пропилен и этилен, затем этан и метан вместе с небольшими количествами СО и Ng и наконец главная масса окиси уг.деро-да и азота. Таким обр. в детандер попадает только водород с примесью окиси углерода 1%) и азота (до 7%). Этот водород м. б. использован для синтеза аммиака только в установках Клода, т. к. СО является ядом для обычно применяемых в этом синтезе катализаторов. Полученные при выделении водорода фракции газа могут быть использованы также как исходное сырье для других химических производств, например этиленовая фракция- для синтеза этилового спирта или этиленгликсдя, и т. п. (см. Этилен). Установки с использованием этилена в качестве сырья имеются в настоящее время на некоторых заводах во Франции. Переработка аммиачной воды. Получаемая из конденсаторов надсмольная вода и слабая аммиачная вода из скрубберов обычно перерабатываются или на сульфат аммония или на концентрированную аммиачную воду с содержанием 20-25% NH3. Выход аммиака иа 1 т скоксованного уг.тя зависит от содер-лсания азота в исходной смеси углей, от ее влажности, t° коксования и ряда других факторов; в среднем его можно принять равным 2,5 кг, считая на чистый аммиак. Около Vs этого количества содерлсится в надсмоль-ной воде, а остальные 7з улавливаются в скрубберах. Эти две воды для дальнейшей переработки обычно смешивают, причем получается вода, содерлсащая ок. 1,5% NPIg. Часть этого аммиака находится в свободном состоянии, а часть в связанном-в виде аммонийных солей угольной, сернистоводород-ной, цианистоводородной, серноватистой, серной, хлористоводородной, роданистоводо-родной и других к-т. Соли первых трех к-т при нагревании легко диссоциируют, и аммиак, содерлсащийся в них, может быть вы- 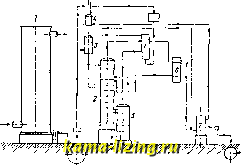 Фиг. 3. де.тен из воды путем кипячения раствора. Соли остальных кислот более прочны, и для выделения из них аммиака требуются уже химические методы. Переработка слабой аммиачной воды на концентрированную, содержащую ок. 25% NH3, ведется обыкновенно следующим образом (фиг. 3). Аммиачная вода проводится сначала через дефлегматор 1 аммиачной колонны 2, в котором она нагревается до 50- вО° за счет теплоты конденсации водяных паров, уносимых аммиаком из аммиачной колонны. Из дефлегматора аммиачная вода попадает в диссоциатор5 (обычно тарельчатая колонна с колпачками), на нижних ярусах к-рого она подогревается до 95- 96°; при этом углекислый и сернистый аммоний разлагаются с образованием газообразных N1X3, СОа и HaS, которые подни--маются вверх по ко.тонне, встречая на своем пути все менее и менее теплую воду, к-рая и растворяет их вновь. Но т. к. относительная растворимость СОа и US значительно меньше, чем NHg, то первые два газа растворяются не полностью, и часть их (60-70% HgS и 85-90% СОа) отводится из системы. Нек-рое количество аммиака таюке проскакивает через диссоциатор и для его улавливания устанав.тнвается дополнительная колонка 4, орошаемая чистой водой. Нагретая до 95-96° аммиачная вода, освобожден- ная уже от большей части СОа и HgS, поступает сверху в дистилляционную колонну ,2 (см. Аммиак), Tji,e происходит выделение аммиака из раствора при помощи острого пара; на нижних полках колонны вода нагревается до 100-110°, для чего в колонне поддерлсивается дав.яение от 0,1-0,3 до 0,5 atm. В среднюю часть колонны подводится известковое молоко крепостью 4-6° Be, которое перемешивается со стекающей из верхней части аммиачной водой; эта смесь поступает на верхнюю тарелку вспомогательной колопны5и затем протекает постепенно вниз, а навстречу ей продувается острый пар. В этой частидистилляционной колонны происходит разлолсение прочных солей аммония. Количество известкового молока д. б. достаточным как для разложения аммонийных солей, так и для связывания остатков СОа и HjS, не удаленных в диссоциаторе. Освоболсденный аммиак проходит через всю дистилляционную колонну вместе с водяными парами, отсюда поступает в дефлегматор, охлаждаемый новыми порциями слабой аммиачной воды, где часть водяных паров конденсируется, затем проходит через холодильники 6, в к-рых сгущается новая порция водяных паров, и наконец аммиак поглощается чистой водой в скруббере 7. Конденсаты из дефлегматора и из холодильника отводятся на верхние тарелки аммиачной колонны. Практика дает следующие ориентировочные данные для основных размеров аппаратов аммиачного отде.яения: на 1 ООО .ж в сутки слабой аммиачной воды требуется 2,5- 3 м барботажного периметра колпачков в диссоциаторе. Общее сопротивление слоя лшдкости на тарелхсах диссоциатора не д. б. больше 0,05 atm. В дистилляционной колонне барботажный периметр колпачков на 1 ООО м перерабатываемой аммиачной воды в сутки д. б. 3-4 м. В воде, отходящей из колонны, доллг-но содсржаться пе более 0,003-0,005% всего аммиака. Расход пара на 1 м сырой аммиачной воды, по данным коксобензольных з-дов Донбасса,равен 600- 800 кг, по иностранным данным-250-570 кг. Необходимо еще упомянуть о круговом процессе получения 1юнцентри-рованной аммиачн. воды, существенной особенностью к-рого является переработка главной массы слабой аммиачной воды без извести. Подлежащая переработке аммиачная вода пз напорного бака, пройдя через теплообменник, в к-ром она нагревается за счет сточных вод, покидающих дистилляционную колонну, попадает в диссоциатор, а из него в дистилляционную колонну, работающую без добавки известкового молока. Газы и пары, выходящие из колонны, подвергаются дефлегмации, окончательному охлаждению и поглощению, а сточные воды из колонны проходят через теплообменник, охлаждаются на градирне и направ.тяются вновь на скрубберы для промывки газа. При этом процессе долнсно происходить накопление в воде прочных солей аммония, для переработки раствора которых на заграничных заводах, работаюпщх по этому способу, предусмотрены небольшие колонки со введением известкового молока.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||