
|
|
|
|
Литература --> Катафорез - движение частиц кошли по возможности все сырье с рынка; с другой, он д. б. достаточно жесток, чтобы удовлетворить требованиям заводов. До войны 1914-18 годов не было писаного стандарта кол-севенного сырья, но заготовка сырья и прием его заводами производи.тись по разным нормам. В настоящее время стандарт единый (см. табл. 3 на ст. 457-458). В табл. 4 и 5 показаны сорта кожевенного товара, на выработку которого идут различные шкуры. Привозное сырье различается по странам происхолсдения. Наиболее важными являются ю.-американское-тяжелое и ост-индское-легкое. Ю.-американское сырье делится:поэкономическ. форме убоя на фри-горифы (получаемое от фирм, вывозящих мороженое мясо), саладерос (с консервных заводов), матадерос (с городских боен), кам-пос (с сельских боен). Первые две категории дают соленое сырье высшего качества, третья-чаще всего соленое, четвертая-часто сухое сырье. Лучшее сырье для подошвы дает бассейн р. Лаплаты; это сырье получается гл. обр. от помеси пород мясного скота герефорд и шортгорн с местными. Ост-индское сырье получается гл. обр. от мелкого местного скота зебу и называется к и и с ы. По экономич. форме убоя различают: комиссариатское, боенское, базарное (и налое); по консервированию-сухосоленое, намазное и мышьякованное. Наиболее важным районом является бассейн р. Ганга. Лучшие шкуры дают провинции Агра, Дели и сев.-западные. Из Индии вывозятся также буйволовые шкуры. Персия дает баранов (Мешед); Монголия -низкосортное сырье крупного рогатого скота; Китай-хорошее боенское и плохое буйволовое. Пз 3. Европы вывозят к нам небольшое количество шкур для технических целей. Нек-рое количество К. с. дают также Австралия, Африка и Голландская Ост-Индия. Лит.: Стандарт сырья НКТорга, 1929; Повар-нин Г., Краткий курс кожевен, сырья, М., 1923; П о в а р н и н Г., Кукаркин и др., Вестник Всерос. кож. синдиката , М.-Л., авг., 1925; В е г g-m а п п, Collegium , Ober-Ramstadt, 1927; W i 1-s о n D, A., ftJourn. of the Amer. Leather Chemists Association*, New York, ab 1923. Г. Поварнин. К 0 К И Л И, особые металлическ. формы для отливки чугунных изделий с закаленными поверхностями. Формы эти должны обладать теплопроводностью, быстро отнимать теплоту от расплавленного металла и тем производить закал. Глубина закала зависит помимо других факторов от толщины стенок К., к-рая в свою очередь должна соответствовать размеру литья; напр. при отливке вальцов диам. больше 220 мм толщина стенок К. до.тжна равняться 0,4D, где D-диам. вальца. Вследствие уменьшения объема застывающего металла между отливкой и К. образуется зазор; так. обр, охл;аждающее действие К. прекращается и получается неравномерный закал различных частей отливки. Для устранения этого недостатка применяют с ок р а щ а ю щ и е с я К., к-рые при охлалоде-нии ОТ.ЯИВКИ постоянно прюкимаются к ней и т. о. охлалодают поверхьюсть равномерно. Кокили изготовляют из крепкого, бедного содерлеанием графита, чугуна; для большей нрочиости внутри К. заливают иногда же- лезные кольца. Для получения гладких поверхностей ОТЛ1ШОК К. доллсен быть хорошо обточен и предохраняться от рлсавчины и сырости, которые могут при отливке причинить брак. Перед отливкой кокили подогревают до 60-90°. К. применяются при от.тивке ва-гонпих колес (см.) с закаленным ободом, за-кал:енных крестовин и стре.ток, прокатных валков и других изделий. КОКОНОМОТАНИЕ, операция получения с кокона непрерывной шелковинной нити. Червь при завивке кокона кладет шелковину нрави.1тьными восьмерками, которые м. б. размотаны в одну непрерывную нить, но первым препятствием для этого является серицин (клей), которым проклеена оболочка кокона. Серицин м. б. размягчен горячей водой, паром или действием растворов некоторых химич. веществ (щсточи), которые ускоряют растворение серицина в горячей и далее холодной воде. Однако шелковинная нить, получаемая с одного кокона (см. Волокна прядильные, шелк), слишком слаба для технического применения. Для получения грежевой (технической) нити необходимо возмолсно плотное соединение нескольких шелковин, обычно не менее 4 - 5, в одну нить. Такое соединение производится в глазке, наиболее простая конструкция которого представляет собой небольшой кружок 10- 12 мм в диаметре с отверстием для нити в центре его. Пройдя глазок, нить получает перевивку о самое себя. При этом нить очищается от посторонних примесей-пуха, налетов и проч. и получает б6.пьшую гладкость поверхности и связность: размягченный серицин проникает мелоду отдельньши шелковинами и затвердевая склеивает их в одну связную компактную техническую нить, которая обладает достаточной способностью сопротивляться раскалывающим усилиям при да.тьпейшей ее обработке иа ткацком станке, в крашении и трикотаже. Пройдя перевивку, нить поступает на мотовило. Размотка коконов является очень древней отраслью текстильн. производства. Она получила применение в Китае приблизительно за 3 ООО лет до нашего летосчисления и весьма долгое время носила исключительно кустарный характер. Впрочем и в настоящее время в Китае, Японии, а также в странах Блиленего Востока значительные массы коконов разматываются кустарным способом. В наиболее примитивном способе кустарной размотки весь процесс, а именно запарка коконов, нахоладение конца нити и составление техническ. нити из отдельных шелковин-производится в одном котле, находящемся все время на-кип. Этот способ дает крайне грубую,неровную шелковую нить. В течение последних 2-3 столетий было предлолсепо много усовершенствованных кустарных кокономотальных тазов (Локателли, Вокансон, Робине и другие), в которых процесс кокономотания разбит улсе на отдельные стадии: запарка коконов производится в отдельном котелке, в размоточном тазу производятся лишь размотка и получение грелеевой нити; имеется приспособ-.тение для перевивки грелсевой нити и рас-кладник для правильного распределения нити на мотовиле; мотовило обыкновенно  Фиг. приводится в движение от ноги, так что вся работа на станке моячот быть произведена одним человеком (фиг. 1). В последнее время некоторые заводы (в том числе и итальянский зяводВаа-glia в Луино) выпустили егце более усовершенствованные станки с ручным приводом для кустарн. размотки, в к-рых запарочный аппарат сделан по типу механич. кокономота.пьных тазов. Эти станки снаблсеиы таклсе механич. под-брасывателем нити и мотовилом с правильным раскладыванием нити по системе Гранта. Благодаря небольшой производительности кустарных тазов и неудовлетворительному качеству получаемого при этом шелка, в настоящее время распространение получают механическ. кокономотальные тазы. Механическая размотка коконов требует прежде всего однородного сырья: коконы д. б. хорошо рассортированы. Сортировка коконов производится или вручную или на специальных машинах. При ручной сортировке коконы сортируют по цвету, ве.личине и качеству. Хороший кокон должен: 1) иметь плотную ткань и содержать много шелка, 2) иметь прави.льную форму, 3) не иметь пятен и отверстий, 4) быть завитым одним червем, 5) иметь хорошую зернистость. Коконы одной партии д. б. однородными по всем этим качествам. Сортировочные машины сортируют коконы только по величине, обычно на 3 сорта: мо.ткие, нормальной величины и двойники (см. Дупи-он). В своем простейшем устройстве коконосор-тировочная машина состоит из ряда горизонтальных проволочных решет, распотоженных одно над другим, причем проволочное дно решет имеет отверстия раз-  Фиг. 2. личной величины. Сортируемые коконы загружаются на верхнее решего. Наиболее мелкие из этих кокоьов проваливаются через среднее решето на дно машины, коко- ны нормальной величины остаются на среднем решете, а крупные и двойники-наверх-нем. Наиболее усовершенствованной коко-носортировочной машиной является машина Брамбилла (фиг. 2), построенная на принципе триера и в главной своей части состоящая из вращающегося скелетного проволочного барабана, разделенного по длине па две части. В первой части расстояние меледу прутьями соответствует величине мелких коконов, котгрые и проваливаются вниз; остальная масса коконов подается во вторую часть, в к-рой коконы нормальной величины проваливаются, а крупные и двойники остаются и затем выбрасываются из машины в ящик. Машина Брамбилла молчет за 8-часовой день рассортировать до 1 200 кг коконов. Машина снаблхена приспособлением для очистки коконов от сдора. Твердо установленных систем сортиров1ги коконов нет. На ф-ках СССР, в зависимости от качества урожая и назначения шелка, коконы сортируются на 2-3 сорта и брак. В итал. торговой практике различают 9 сортов кокопов, из них первые 5 сортов обычно поступают в размотку (вкл. лист): 1-й сорт, Reale-ровные по цвету, форме и зернистости, чистые от иятен, плотные; 2-й, Reali-по-менее ровные по указанным признакам, менее плотные; 3-й, Morti I-коконы умерших куколок, слабо завитые и обыкновенно с пятнами; 4-й, Cartella - коконы больных червей, также слабо завитые и с пятнами; 5-й, Morti II-коконы умерших куколок, в к-рых слабость стенки и пятнистость выражены сильнее, чем в Morti I; 6-й, Doppi I- двойники, завитые двумя червями, с поперечником в 0,75 длины кокона (поступают в размотку на специальные кокономотальни); 7-й, Doppi II-двойники неправильной формы, которые не годятся для размотки; 8-й, Biicata-коконы с отверстиями от вышедших бабочек; 9-й,]овсо-коконы уродливой формы, для размотки совершенно не годящиеся и идущие только для прядения. Для производства .лучшей тиссажной греяш, а также для получения шелка-сырца для некоторых специальных целей (хирургический шелк) отсортировывают наилучшие коконы как по чистоте, так и по крепости и зернистости. Этот сорт носит название Extra giallo puro, иногда Realissimo. Качество коконов, или вернее их ценность, обычно определяется выходом шелка (rendement), т. е. числом, показывающим, сколько кг коконов данной партии необходимо израсходовать для получения 1 кг шелка-сырца. Естественно, чем выше это число, тем хуже выход и тем хуже качество данных коконов. Выход шелка для отдельных сортов по итал. классификации коконов: Reale-3,1 4,5; Realino-4,5 -f- 5,5; Cartella-5,5-i-8,0. Нормальный выход для торговых сделок принимают равным 4,0. - Механическое кокономотание. Рассортированные коконы поступают на коко-номотальный таз, и первой операцией, которой они подвергаются, является запарка, имеющая целью размягчить кокон, в особенности серицин, и отыскать конец нити. Отыскание конца щелковинной нити и съем верхней части оболочки кокона, которая lyOIOllOMOTAUIIE    I copi Renle. 11 copi Roaliibi. Ill сорт-.norti 1.   IV сорт- Cartflla. V сорт .Viurti II. \! сорт- -Doppi I.    \li copi Doppi coin Hucata. IX copi - Bosci    Чисто желтые итальянские. Iie.u4,an,ie адриацопо.тискче. Светлосерые персидские. 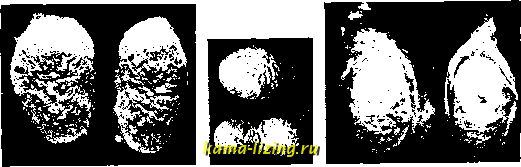 Желт 1,1 е а др 11 а 11 о I юл 1. с к 11 е. Зеленые японские. Белые KiiraiicKiie (woiiziesi.
|