
|
|
|
|
Литература --> Катафорез - движение частиц Ковры с основным ворсом имеют не менее двух основ - коренной и ворсовой (число последних бывает и больше одного) и ткутся с двумя утками. Ковры с основным ворсом работаются как в одно полотно, так и в два полотна, с разрезанием ворса между полотнами наподобие основного бархата. В отношении рисунка различают две группы ковров с основным ворсом: 1) ковры с несколькими цветными основами, из которых каждая выступает на поверхности ткани лишь в том случае, если ее цвет необходим для рисунка, а остальные зарабатываются в ткань и с лица не видны (фиг. 17); 2) ковры с готовым набитым на основе цветным рисунком, который затем зарабатывается на станке утком. Первая группа для получения рисунка работается на жаккардовых машинах, а вторая-на станках с простыми зевообразовательными механизмами. Ковры первой группы представляют собою более дорогой и добротный вид; они более толсты, плотны, пушисты, более художественны, рисунок их более четкий и окраска более прочная, т. к. пряжа красится в мотках. Вторая группа ковров требует лишь двух основ; набитый па основе рисунок во время заработки утком м. б. сдвинут, перетянут, перекошен и потому получается менее четким и худолсественным. Согласно сказанному, получаются следующие виды ковров с водство к ручтшму ткач(;ству и наставление к производству ковров, стр. 47, СПБ, 1909; В о и d е W. н. К й h п е 1 е., Vorderaslatische Knupfteppiche aus alterer Zeit, Lpz., 1922; В о p h e с к W., Die Florge-webe, Teppich, Plusch, Samt, Frottierstoffe usw., ihre Theorie uud Praxis in d. median. Weberei, W.-Lpz., 1905; G r 0 t e - H a .s e n b a 1 g W., Der Orientlep-pich, seine Geschichte und seine Kultur, B. 1-3, В., 1922; Haberle A., Die deutsche Teppichfabrilva-tion, ihie geschichtliclie Entwiclilung, ihre Lage vor d. Kriege, Stg.-В., 1919; H о p f C, Die altpersischen Teppiche. Einc Studie iiber ihre Schonheiiswerte, 2 Aufl.,Mch., 19 13; N e u g e b a u e r R. und О r e n d i J., Handb. d. orientalischen Teppichkunde, Leipzig, 1922; Riegl A., Altorientalische Teppiche, Lpz., 1891; Robers Ы., Morgenlandische Teppiche, ein Auskunftsbuch fiir Sammler u. Liebhaber, 42 Aufl., bearb. V. P. Schulze, Berlin, 1922; Ueberschlag R., Die Farberei d. Teppichgarne, Halle, 1914; К i n-z e r H. u. W a 1 t e r K., Theorie und Praxis d. Ganz-Damast-Webrei. Ein Lehrbuch, Brschw., 1901; Koch C. W., Die Teppichfabrikation, 2 Auflage, Wurzburg, 1906; Plehn A. L., Der Srnyrna-Teppich, seine I-Ierkunft, Technik u. deren Umgestaltung in Europa, Darmstadt, 1905; Beaumont R., Carpets a. Rugs, 1924; Bradburv F., Carpet Manufacture, Belfast, 1904; В r i n t 0 n R. S., Carpets, L., 1919; К i n-z e r H. and Walter K., Theory a. Practice of Damask Weawing, transl. from the German,London, 1903; Guiffrey J., Les Gobelins et Beauvais, P., 1907; H a V a r d et В a с h о n, Les manufactures nalio-nales. Les Gobelins, P., 1889. B. Лмнде. КОВШИ л и т e й и ы е, приспособления для переноски, перевозки и разливки жидкого лхеталла или шлака. Они могут быть разбиты на следующие группы. 1) К. д л я отвоза ж и д ic о г о шлака (доменного, мартеновского, шлаков медной плавки и т. д.)-делаются литыми (стальны-  Фиг. 1 . основным ворсом: 1) ковры с нерезаным ворсом и несколькими крашеными, но не набитыми ворсовыми основами, так называе-хмые брюссельские ковры (moquette bouclee, Brussel carpets); 2) ковры с резаным ворсом и также с несколькими крагпеными ворсовыми основами (Tournay, Velour-Teppiche, moquette veloutee, Wilton carpets); 3) ковры с нерезаным ворсом и тканные но набитой основе (Tapestry); 4) ковры с резаным ворсом, тканные по набитой основе (Tapestry, Velour-Teppiche). О ткацких станках,применяемых в К. п., см. Ткацкий станок. Лит.: г о гель О. В., Туркменский ковер, М., 1927; Шавров П., Ковровое производство в Малой Азия, Тифлис, 1902; Ф а л ь к е р з а м А., Ста-рингые ковры Ср. Abhit, П., 1915; С е м е н о в А. А., Библиографии, указатель по ковровым тканям Азии, Ташкент, 1925; Пища некий В., Давни килимы Украины, Львов, 1925; Русская промышленность на Кавказе, выпуск 2-Ковровый промысел курдов Эривамской губ., Тифлис, 1903; Арбузов, Ковры Бессарабии, вып. 1, Одесса, 1902; Гроте-Хазе н-бальг В., Ковровое производство Востока, перевод с немецкого (рукопись); Боголюбов А. А., Ковровые изделия Ср. Азии, из еобрапип А. А. Богомолова, вып. 1-2, СПБ, 1908; Фалькерзам А., Старинные ковры Ср. Азии, Старые годы , П., 1914, окт.-дек., стр. 57-113, 19 15, июнь, стр. 17- 4 0; Д о л и в о - Д о б р о в о л ь с к а я В. А., Руко- ми, чугунными) или клепанными из котельного лселеза. В последнем случае ковш футеруется кирпичом хлли в него вставляется литая (чугунная) шлаковня. Емкость К. для отвоза доменного шлака доходит до 9,5 м. На фиг. 1 дан тин шлаковозного К., применяемого в доменных и сталелитейных цехах. По наполнении жидким шлаком К. подается паровозом на сва.лочные пути, где и опоражнивается (опрокидывается). Особого внимания заслулдавают литые ковши Dew-hurst (фиг. 1), отличающиеся своехг прочностью (литые, свернутые на болтах из двух половин) и поднимающие, несмотря на свою массивность, до 25 m полезного груза (4-ос-ная тележка). Опрокидывание этих ковше11 производится цепью при помощи паровоза. Преимущество указанной системы - простота, прочность и безопасность. Некоторые з-ды применяют вместо К. специальные конические шлаковни, установ.ленные на опрокидывающихся жел.-дор. платформах. При помощи особого крана ш.ла1овня снимается, а платформа с оставшимся на ней массивом застывшего шлака отвозится на свалку н там опрокидывается. Для шлаков медной плавки применяются опрокидъгвающиеся чу-гуннью К.меньших размеров .Для застывания и отвоза шлаков /;винцовой плавки, шлаков нагревательных (прокатных) печей, жидкого шлака газогенераторов и т.д. применяются небольшие ручные шлаковые тележки. 2) К. чугуновоз н ы е - слулсат для нодачи жидкого чугуна от доменных печей к миксерам и от этих последних к бессемеровским (или томасовским) ретор- 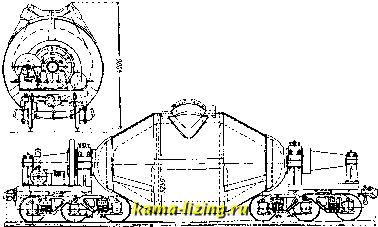 -11S00- Фпг. 2. там и мартеновским печам. К. первых двух типов опоражниваются путем их опрокидывания при помопщ специального привода (ручного или электрического); в мартеновские лее печи, а часто и в миксеры, чугун заливается из К. при помощи мостовых крапов. Чугу-новозные К. делаются обычно клепаными, с шамотной футеровкой. Для предохранения чугуна от охлаждения при далеких достав-icax (до 8-14клг) К. перекрывают металлической футерованной крышкой. Емкость чу-гуновозных К. определяется емкостью соответственных печей и реторт и колеблется в пределах от 10 до 75 т. Ремонт внутренней футеровки приходится производить довольно часто, вследствие образования но стенкам К. настылей, дающих значительное количество чугунного скрапа (до 2-4% и более от веса перевезенного металла). Последнее вания К. имеют электрич. привод и устанавливаются на 6- или 8-осных тележках. В миксеры обычного (стационарного) типа чугун переливается из ковшей-миксеров при помощи промежуточного К. и мостового крана. Количество чугунных настылей уменьшается до 0,75-1,50% от веса чугуна, а расходы на ремонт сильно сокращаются. На фиг. 3 изображена современная америк. конструкция 70-тонного К. для подачи жидкого чугуна к мартеновским печам и миксерам. 3) К. для разливки стали - отличаются от чугуновозпых наличием особого отверстия в днище для разливки стали (фиг. 4). Отверстие образуется пустотелым шамотным кирпичом спе-циатьной формы или так наз. разливочным стаканом. Перекрывается отверстие шамотной или графитовой пробкой, закрепленной на конце лселезно-го стерлшя, футерованного шамотными кольцами и удерлсиваемого в вертикальн. положении при помощи стопорного м е X а н и 3-м а. Для принятия и последующей разливки стали ковш устанавливается на специальной разливочной телелске или подвешивается па траверсе мостового крана, причед! крюки траверсы захватывают К. или прямо за цапфы или за особые серьги, надетые на цапфы К. Цапфы К. или составляют одно целое с массивным .литым кольцом и.ли приклепываются к консуху К. и усиливаются широким поясом, изготовленным из толстого котельного железа. Управление стопоро-м (подъем и опускание пробки) производится рабочим при помощи особой ручки. Футеровка ковшей для разливки стали производится при помощи вык.ладки их шамотным кирпичом специальн. формы или набойки огнеупорной массы (ганистер). Последний способ применяется обычно при К. малой вместимости (5-15 т). Срок слулсбы 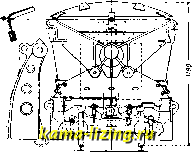
Фпг. 3. обстоятельство, а также желание но возможности уменьшить ох.лаждение чугуна привели к применению К. большой емкости или К.-миксеров сист. Пью (Pugh), вместимостью до 100, 125 и 150 m лшдкого чугуна (фиг. 2). Общий вес таких ковше11 с футерЬвкой и полным грузом достигает 360 т. Для поворачи- огнеупорной кладки зависит от качества кирпича, от сорта и темп-ры разливаемой стали и т. д. При кирпиче без обмазки внутренний слой изнашивается довольно быстро и требует замены после 12-25 плавок. Расход кирпича достигает при этом 1,0-1,5 % от веса метал.ла. Некотозые заводы нрагстикуют после калодой плавки подмазку К.и доводят службу кирпичной футеровки до 100- 150 и далч-е до 300 плавок. Механич. обрызгивание внутренности К. полужидкой огнеупорной массой, или т. наз. торкретирование, дает наилучшие результаты как в 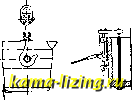 Фиг. 4. смысле удешевления стоимости ремонта, так и в смысле уменьшения брака металла от попадания в него частиц огнеупорной массы 4)утеровки. При этом необходим тщательный подбор качества огнеупорного материала, крупности его помола и т. ji. Огнеупорная футеровка в К. большой емкости (100 т) делается толщиной 250-300 мм (днище и нижняя часть боковых стен), кверху то.тщи-на футеровки уменьшается до 120 мм. Ковш средней емкости (30-60 т.) футеруют на толщину в 100-300 мм. Разливочный стакан, пробку и футеровку стопорного стерис-ня меняют после каждой плавки. Диаметр разливочного отверстия колеблется в зависимости от емкости ковша, способа paзлvш-ки слитков и сорта стали. В наших условиях размер этот берется в пределах от 25 до 40 мм (обычно 30-35 мм); в Америке, при крупных слитках и ковшах большой емкости, диам. разливочного отверстия доводится до 45-65 мм. Пробки и разливочные стаканы доллны приготовляться особенно тщательно, из отборных сортов огнеупорной глины и шамота высшего качества . Хорошей стойкостью обладают графитовые пробки и стаканы, однако их применению сильно мешает их высокая стоимость. Вес К. для разливки стали, с футеровкой и стопорным механизмом, можно приближенно считать рав-д ным 35-50% веса помещающегося в них металла. Расход топлива на сушку К. после ремонта можно принять равным около 700 - 1500 jn коксовальн. газа (4 000 Cal/jvt) при продолжительности сушки от 10 до 20 час. для ковшей большой емкости (100 т), и 420-1 120 м газа при продолжительности сушки 6-16 часов для малых ковшей (15--ЗО т). 4) К. для разливки чугуна, применяемые в чугунолитейных мастерских при мелких отливках, делаются ручные (фиг. 5) одиночные А (с емкостью от 15 до 35 кг жидкого чугуна) или двойные Б (от 45 до 140 кг). При большем весе чугуна (70- ?000 кг) К. делаются подвеснььми, с простым Фиг. 5. 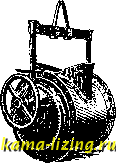 ручным ухватом для поворота В шт с особым поворотным механизмом (фиг. 6). Для К. большей вместимости (5-40 т) применяются конструкции, подобные К. для разливки стали, но без стопорного механизма, т. к. обычно в чугунолитейных мастерских чугун сливают через рыло ковша, т. е. через специа.г1ьный носок, приклепанный к верхней кромке кожуха. Футеровка чугунолитейных К. делается из формовочной массы с добавкой глины. Для достижения наименьшего остывания высота К. принимается близкой к диаметру и обычно несколько превышает его. Уклон внутренних стенок делается до 5%, д.ля воз-мож;ности более легкого удаления из К. настылей металла ( козлов и одонков ) без повреждения футеровки. Меры безопасности. В виду того что все манипуляции с ковшами, содержащими жидкий металл или шлак, представляют большую опасность для жизни и здоровья рабочих, необходимо особенно внимательно следить за исправным состоянием К., подвесных приспособлений, поворотного механизма и внутренней футеровки; последняя, во избелсание взрывов, д. б. тщательно высушена. Центр тяжести К. как пустого так и наполненного доллсен находиться всегда ниж;е центра подвеса К. (оси цапф). Независимо от этого, калодый ковш, подвешенный или установленный на цапфах, должен иметь запорный механизм, предохраняющий ковши от опрокидывания. После установки стопорного стержня плотность пробки испытывается сухим мелким песком и стопорный механизм зажимается специальным болтом. Лит.: И о б л ь Г., Производство стали, ч. 1, Бессемеровское производство, пер. с франц., Москва, 1922; Труды I Уральск, съезда дентеле!! по мартеновскому производству. Л., 1928; О s а п п В., Lehrbuch d. Eisenhuttenkunde, 2 Aufl., В. 2, Lpz., 1926; G eiger C, Handbuch d. Eisen-u. Stahlgiesse.rei, 2 Aufl., B. 2 u. 3, Birlin, 1927-28; St. u. E. , 1926, B. 46, p. 13; ibid., 1927, B. 47, p. 998. M. Пильник. КОГЕРЕР, тр у бка Вран л и, ф р и т-тер, устройство, применявшееся в качестве дете1<;торов в первых радиоприемниках. В К., предложенном в первоначальном виде Бранли в 1890 году, ив К., усовершенствованном О. Лоджем в 1894 году, использовано было явление резкого увеличения проводимости нек-рых мета.т1лич.порошков под влиянием эдс (высокой частоты) радггосигнала, приложенной к двум э.пе1стродам, мелоду которыми в стеклянной трубке помещался металлич. порошок. Нархлучшее действие в отношении чувствительности в К. дают порошки из металлов большой магнитной проницаемости- Ni, Ре, Со. Элехстроды изготовляются из серебра. При действии эдс на К. опилки как бы сцепляются: отсюда происходит самый термин к о г е р е р (cohaerere). Для того чтобы К. действовал в дальнейшем, необходимо восстановить его первонача.ль- Фиг. 6.
|