
|
|
|
|
Литература --> Катафорез - движение частиц но шире, для того чтобы при раскачивании их не происходило слипания грунтов или смазывания печати и лака. В виду того что камеры очень длинны (42,5 м), цепь в камере обычно разбивают на 3-5 отдельных участков, приводимых в движение при помощи вала JV с коробками скоростей d. В конце камеры цепь делает полукруг F, и товар движется в обратном направлении. При выходе товара из камеры палочки отделяются от товара и падают вниз, а затем при помощи особого приспособления снова автоматически подаются на цепь В; товар же поступает на выкатку, где он накатывается на ролик. При последнем способе работы достигается; 1) значительное сокращение топлива для сушки товара, так как камеры не приходится охлаждать; 2) сокращение коли- 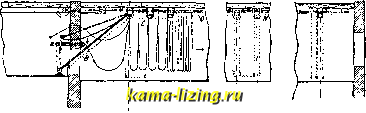  Фиг. 3. честна рабочей силы и улучшение условий труда, так как рабочим не приходится постоянно находиться в камерах, где выделяются вредные для здоровья пары разжижителей (керосин, скипидар й др.); 3) производительность камер увеличивается в несколько раз, т. к. при беспрерывной сушке товара не требуется времени на загрузку и выгрузку камер и устраняется простой на их охлаждение. Для удаления газов и для обмена воздуха камеры снабжают приточ-но-вытяжной вентиляцией с таким распределением темп-ры: самая низкая-в начале и наивысшая-в конце ее, т. е. в середине пути прохождения товара по камере. Производительность камер, при емкости их в 3 ООО КЗ К., в зависимости от состава грунта равняется от 7 500 до 11 ООО м за 7-часовой рабочий день. Наложением на ткань отделочного грунта производство собственно К. заканчивается, и далее идет отделка ее, состоящая из печатания машинным или ручным способом, покрытия лако.м и тиснения. Печатные машины состоят из двух ва.пов: одного резинового и другого медного, с выгравированным на нем рисунком; медный вал вращается в корыте с жидкой краской, приготовление на скоровысыхающей олифе. При вращении этого вала краска заполняет углубления рисунка, а с других мест вала снимается расположенной позади него раклей, после чего рисунок отпечатывается на К., поступающей в жало между обоими валами. При машинном печатании на К. получается однокрасочный, нерельефный рисунок, тогда как при ручной печати обычно наносятся многокрасочные и вьшук.т1ые рисунки, т. е. слой краски наносится значительно толще. Для ручной печати применяют манер ы- доски, на нижней стороне имеющие рельефный металлич. рисунок, при помощи к-рого краска с подушки переносится на К. Для каждой краски употребляется отдельная манера. Многокрасочные и рельефные рисунки можно получить на К. также при помощи многовальных печатных машин с на-бойными валами. По своему устройству они мало отличаются от многовальных ситцепечатных машин. Клеенку после печати сушат в камерах. Для закрепления гладкой машинной печати ее покрывают лаком на машинах точно такого же устройства, как и печатные, у к-рых медный вал с рисунком заменен медным валом с неглубокой насечкой, препятствующей растеканию лака и способствующей более равномерному наложению, его на К. Лак для К. употребляется масляный. Его обычно готовят сами клееночные ф-ки, употребляя для этого или более дорогие и твердые смолы, как копалы (каури, конго), даммар и др., или же более дешевые, как канифоль, к-рую предварительно для улучшения ее качества препарируют. Препарирование канифоли (обычно употребляют светлую канифоль) производится различными способами: 1) сплавлением ее с основаниями, как например Са(0Н)2, ZnO и др., 2) нагреванием при 260-280° с глицерином. Иногда применяют и тот и другой способы вместе. Копалы для растворения в масле предварительно необходимо подвергать плавлению в высоких медных котлах для удаления летучих веществ. Масло для лаков употребляется главн. обр. льняное и древесное. Нередко для приготов.ления лаков пользуются оксидированным маслом, полученным при помощи продувания через подогретое масло воздуха в продолжение двух и более дней. После того как получен раствор той или иной смолы в масле, к нему прибавляют разжижитель (бензин, скипидар и др.) и жидкий сикатив. Состав копалового лака для К. примерно таков: копала и даммара-7%, олифы густой-28,5%, разжи-жнтеля (скипидар и бензин) - 64%, сикатива разведенного-0,5%. Лак для клеенки должен удовлетворять следующим требованиям: быть прозрачным и чистым, хорошо сохнуть и после высыхания совершенно не давать на клеенке отлипа, быть стойким к воде и нагреванию, эластичным и для светлых грунтов возможно более светлым. Для получения рельефного рисунка путем тиснения К. пропускают через тиснильные каландры, где при помощи стального Г[)авировального вала на ней выдавливается тот или иной рисунок. Разные сорта К. от-.делываются различным образом; так напр. мозаика (сорт столовой К.) имеет однокрасочную машинную мозаичную печать и покрывается лаком, американка (для обивки дверей, мебели и т. д.) только тиснится, скатерти и салфетки покрываются набойной печатью и тиснятся. Отделанная клеенка поступает в сортировочный отдел, где она обрезается по кромкам, сортируется, бракуется, накатывается на палочки, клеймится и завязывается. Принятая ширина К.-100, 115, 138 см и кроме того 175 см для широких скатертей. Основные требования, предъявляемые к К.: 1) эластичность-грунт К. при сгибании ее под углом 180° не доллсен ломаться и трескаться; 2) прочность-грунт К. должен быть прочно связан с тканью; отдельные слои грунта не до.тжны отделяться один от другого при трении и при действии на К. воды и мыла; 3) мягкость-К. должна быть по возможности мягкой и шелковистой на-ощупь; 4) гладкость и чистота; 5) печать д. б. рельефной, четкой и прочно связанной с грунтом, т.е. при сгибании не должна растрескиваться и осыпаться; 6) лак д. б. эластичным, совершенно не липким и стойким по отношению к воде и нагреванию. К специальным сортам клеенки предъявляются особые требования в зависимости от цели их применения. Лит.: Бахтиаров А., Клееночное производство, СПБ, 1905; Гросс П. И., Кустарное производство линолеума и клеенки, СПБ, 1912; Федоров П., Кустарное производство клеенки, СПБ, 1911; Т а л а н ц е в 3. М., Технологии жиров и масел, ч. i, стр. 167, М., 1925; Б е л о в и п к и й А. и Ч е ре н и н П., Промыш,чен. производство клеенки в СССР, Маслобойно-жнровое дело , М., 1929, 7, стр. 31; Зельдип С. П., Производство клеенки, Изв. текст, промышл. и торговли , М., 1929, 7-8, стр. 88; Handbuch (1. Cbemie u. Technologic d. Ole u. Fettc, hrsg. v. Ubbelohde u. P. Goldsclimidt, B. 4, Lpz., 1926; E s s 1 i n g e г R., Die Fabrikation d. Wachs-tuches, W.-Lpz., 1906. A, Беловицкий и П. Черенин. КЛЕИЛЬНЫЕ МАШИНЫ служат для склеивания бумаги и картона как в отдельных видах бумажно-картонного производства, так и при изготовлении различных изделий из бумалсного материала. Сообразно с этим К.м. применяют для склеивания мелсду собою листов бумаги или картона с целью получения материала большей плотности и крепости, для облагоралгивания и каширования низкосортного картона, для склеивания между собою отдельных частей картонажных изделий, или наконец для соединения бумаги с другим материалом, напр. марлей и полотном. В зависимости от этих целей К.м.бывают различных конструкций. Самой простой является мазальная Л1ашина, слулсащая для нанесения слоя клеевого материала иа приклеиваемую поверхность бумаги или картона. Назальные машины стро5гг для нанесения клея как с одной, так и с двух сторон одновременно. Наносящий механизм двусторонней машины (фиг. 1) состоит из двух металлич. валов, распспоженных один над другим. Нижний вал вращается в корыте, куда наливают клеевой материал. На верхний вал клей поступает из сосуда, находящегося наверху, через определенное число кранов, в зависимости от ширины машины. К верхнему ва.чу прижимается еще один валик меньшего диаметра, образуя закромок, к-рый, б.тагодаря вращению валика в противоположную сторону от вращения наносящего вала, удерживает клей от отекания вниз. Толщина наносимого слоя регулируется большим или меньшим прижатием валов друг к другу. Для предотвращения прилипания бумаги к валам и наматывания на них, поверх вала и роликов на соседнем валике протянут ряд бесконечных нитей. При употреблении лсидких клеев применяют твердые валики-металлич. или эбонитовые; нри густых растворах (как например крахмал), металлич. валики обтягивают сукном. На двусторонней машине можно получать и листь; 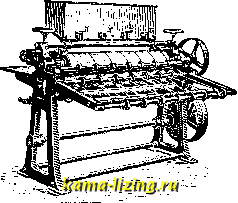 Фиг. 1. бумаги, намазанные с одной стороны, если пропускать два листа сразу. Указанной машиной можно пользоваться не только для оклейки, но и для выработки плотных сортов товара, наприм. бристольского картона. Для получения двухлистки, т. е. картона, состоящего из двух листов, в машину пропускают по два листа и затем накладывают одну пару листов на другую, причем смазанные стороны склеиваются. Когда накапливается стопка достаточной вышины (около 30-40 см), ее покрывают крепкой доской и помещают в пресс. Для получения трех-листки работу ведут следующим образом. На приемку кладут сухой лист, потом пропускают через машину один лист, покрывая его клеем с обеих сторой, далее пропускают два листа. Пилений из них будет третьим листом первого листа бристоля, а верхний-первым второго; потом опять кладут один лист, за ним два. Для получения че-тырехлистки за первым листом, покрытыд с обеих сторон, пропускают еще один тако1! же, а затем пускают два листа и т. д. В ма-зальных машинах для покрытия бумаги клеем с одной стороны листы nponycicaioi не мелсду валами, а поверх металлич. наносящего ва.лика, к-рый получает клей с другого, расположенного под ним и ногрулсен-HOiO в корыто. Бумага снимается острыми дужками, к-рые заворачивают лист кверх> . Собственно К. м. отличается от назальной постановкой пары прижимных валиков над мазальными. В момент вхождения листа, заворачиваемого дужками,на нинший из двух прижимных валиков на него с накладки подсовывают лист картона, так что валики втягивают его вместе с намазанным листом и плотно сжимают оба листа вместе (фиг. 2). Производительность этой машины мала и лишь немногим превышает ручную выработку. Большую производительность имеет 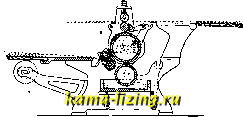 Фиг. 2. машина, к-рая намазывает бесконечное полотно бумаги, причем подсовывание картона происходит беспрерывно в стык. Ролевая бумага проходит через систему валиков, которые ее вытягивают и расправляют, что предохраняет от образования складок; затем она попадает на механизм, наносящий клей, и в натянутом состоянии опускается вниз, направляясь через ряд нажимных валиков . Весь путь от намазывающего механизма до нажимных валов находится па виду, что позволяет следить за образованием складок и устранять их. Иногда нажимные валы подогревают для подсушивания. В больших производствах клееного картона применяют ротационные машины, склеивающие ролевую бумагу. Эти машины обладают большой производительностью и могут склеивать до семи полотен сразу. Для склеивания бумаги с полотном ставят обыкновенно двухролевые машины, а для получения картона применяют машины, которые могут склеивать не менее трех ролей. Клей подается в корыта аппаратов насосом по мере израсходования. Толщина наносимого слоя клея м. б. регулируема. Намазанные полотна через ряд роликов подходят к со-единительньи! валам, где плотно прилжма-ются друг к другу, и уже в виде одной ленты поступают на сушильные барабаны, или же в сыром состоянии разрезаются вращающимся ножом на листы желательного формата и просушиваются в развеску или на особых сушильных аппаратах. Иногда сырой склеенный картон наматывается без разрезания на роль; в этом случае намотка д. б. очень тугая, и роли должны лелать продолжительное время, чтобы клей мог схватить. Машины снабжены продольными ножами для обрезывания кромок, к-рые обыкновенно бывают замазаны выдавленным при соединении клеем. Очень плотные и мало гибкие картоны, разрезают на листы, и дальнейшая обработка (пропуск в каландр, окрашивание, глянцевание) идет листами; менее плотные, как например картон для от-KjJbiTbix писем и игральных карт, наматываются па роли и обрабатываются с полотна. Все эти машины строятся в Германии многими фирмами. Из них наиболее известны: Фридрих Мю.т1лер-Фрейталь-Почапель близ Дрездена, Август Кобиг-Радебейль, там же. Вильгельм Фреицель, там же. О машинах для склеивания частей картоналей см. Картонажное производство. д. винонуров. КЛЕЙ. Различают К. растительные и К. животные; из растительных клеев наибольшее техническое значение имеет К. резиновый. Клей животный, продукт обработки различных материалов животного происхождения, обладающий сильной связывающей способностью. Химическая природа клея и до сих пор точно не установлена; предполагают, что он является продуктом гидролиза коллагена (см.). При разваривании различных частей животного организма (кожи, хрящей, костей, сухожилий) с водой или разбавленными к-тами образуются глютин и хондрин. Глютин обладает более сильной связывающей способностью и получается глави. обр. из шкур и костей; он представляет собой бесцветное нейтральное вещество, без запаха и вкуса, нелетучее и разлагающееся до плавления. Элементарный состав глютина: 49-51 % С, 6,5-7,0% Н, 17- 18% N и 0,6% S. Хондрин образует главную составную часть К., полученного из хрящей; он содержит: 49-50% С, 6,6- 7,1% Н, 14,4-15,5% 27,9-29,6% О и 0,4-0,65% S (см. ЛСелатина). К., получаемый из хрящей, рассматривают как смесь глютина и производных хондроитинсерной к-ты, CjgHaTNSOiy, с альбуминами. По физико-химическим свойствам К. представляет собой гидрофильный коллоид. При погружении в холодную воду он набухает, поглощая воду в количестве, превышающем в 6-10 раз его собственный вес. При набухании выделяется тепло, и происходит контракция (т. е. объем набухшего студня делается меньше суммы объемов сухого клея и поглощенной воды). При нагревании с водой набухший клей переходит в раствор (золь) и по охлаждении образует студень (гель). Умеренным нагревом (50-60) студень можно опять обратить в лидкое состояние, причем раствор сохраняет способность к застудневанию. Студень клея, в отличие от вязких жидкостей, не текуч и сохраняет острые углы и ребра в течение нескольких суток. Для образования студня раствор К. должен обладать не слишком малой концентрацией (~1%). При продолжительном нагревании раствор К. частично или полностью теряет способность к желатинированию. Разбавленные минеральные кислоты, уксусная к-та и щелочи растворяют К., причем происходит гидролиз с образованием протеоз, пептонов и аминокислот. Студни К. при долгом стоянии на воздухе загнивают; при этом также происходит гидролиз, характер к-рого обусловлен видом развившихся бактерий. Производство К.По роду материала, из которого изготовляют к., в технике различают следующие сорта лгивотного клея: 1) ш у б н ы й, или мездровый, К., 2) костяной К. и 3) рыбий К. Кроме того в последнее время появился на рынке
|