
|
|
|
|
Литература --> Катафорез - движение частиц покрытая тонким слоем окислов щелочноземельных металлов Са, Ва, Sr, Ск.щрибав-кой редких земель La или Се (оксидные лампы), иногда в последнем случае и Ni. Вольфрамовые катоды для усилительных ламп имеют Т° около 2 300° с мерой н а к ал а Я=2-1-3 (см. Лампа электронная; мера накала равна току насыщения в тА на 1 W мощности накала); для генераторных ламп Т°=ок. 2 600° и Я-З-ЫО; для W-Th-като-дов Т° = 1 800-1 900° и Я = 30-70; для оксидированных Т° = 800-900° и Я-примерно как у W-Th-катода. Продолжительность жизни т (см. Лампа электронная), т. е. срок действия К. э. л. убывает с увеличением рабочей Т°. Для W 1пт может считаться линейной ф-ией Т°(т.е. 1пт=-БТ, где А и В-константы) или Я; также приблизительно т обратно пропорциональна Я*. Для W величина т определяется (при однородной нити) толщиной d нити и скоростью возгонки W, которая зависит от Т°. При одинаковых Т° приблизительно т прямо пропорциональна d. Нормальная усилительная лампа при d=0,05 мм и Я = 3 имеет т около 1 ООО часов. Для W-Th-ка-тодов т зависит не от изнашивания основного материала нити, а от израсходования запасов Tli (непрерывно диффундирующего из недр нити к ее поверхности и слетающего с нее тем быстрее, чем выше Т°); при Я=30 (Т°= 1 800°) т получается ок. 1 000-1 500 часов. Если запас ThOa в нити не истощен, активность W-Th-K. э. л. может быть восстановлена прокаливанием в течение 3 мин. при четырехкратном и в течение 20 мин. при двукратном против нормального напряжении накала. Для оксидных нитей т ограничивается образованием химич. соединений с материалом К. э. л., сообщающих нити ломкость, или же отскакиванием активного слоя. У хороших оксидных ламп т - порядка 1 ООО - 1 500 час. Т° нити изменяется по ее длине: у концов, вследствие теплопроводности, она столь низка, что испускания электронов практически нет (неактивная область); затем идет область переходной Т° и только середина нити имеет приблизительно постоянную Т°. Эта последняя область абсолютно и относительно тем длиннее, чем длиннее сама нить. Кривая распределения Т° вдоль нити несимметрична вследствие нагревания током испускания, проходящим по нити; эта несимметричность тем значительнее, чем значительнее ток испускания по сравнению с током накала. Под рабочей Т° нити приходится подразумевать нек-рую среднюю Т°. Практически о Т° нити судят по току или лучше-по напряжению накала, т. к. в известных пределах тот и другой приблизительно пропорциональны Т°. Увеличение тока накала на 6%, а напряжения накала примерно на 12% удваивает ток испускания. Подробнее об испускании и его законах см. Термоэлектроны. Лит.: Banneitz F., Taschenhuch der drahtlo-sen Telegraphie u. Telephonie, Berlin, 1927 (имеется литература); P e й н e p. Справочник но радиотехнике, пер. с англ. и перераб. Д. А. Конашинского, Москва, 1929; F о г S t m а п п А. und Schramm Е., Elektronenrohre, ihre Theorie und praktische Anwen-dung in Empfangs- und Verstarlcungschaltungen, Die Radio-Reihe , B. 24, В., 1927. Б. Введенский. КАТОДНАЯ ЛАМПА (лампа электронная, катодное реле, электронная, или термион-ная, трубка), пустотный прибор, сквозь который электрич. ток переносится электронами, испускаемыми накаленным катодом электронной .тампы (см. Лампа электронная) и притягиваемыми анодом. Последний соединяется с ( + )батареи, к-рой(-) соединен с катодом. Между анодом и катодом помещаезгря ; сетка-решетчатый электрод, управляющий всем потоком электронов. Слабые, изменяющиеся эдс прикладываются между сеткой и катодом и вызывают изменения тока сквозь лампу гораздо более значительные, чем те, которые получились бы, если бы те же эдс действовали непосредственно на обычное сопротивление (усилительное действие). К. л. применяются в качестве усилителей, детекторов и генераторов и имеют громадное значение в современной радиотехнике. КАТОДНЫЕ ЛУЧИ, поток отрицательно заряженных электронов. К. л. получаются в разрядных пустотных трубках при очень низком давлении газа, направляясь от катода к аноду. Скорость К. л. зависит от напряжения в трубке; при больших напряжениях удается достигнуть скоростей в 0,5 скорости света и более. /?-лучи радиоактивных веществ являются также потоком электронов, т. е. К. л.; скорость их в нек-рых случаях превосходит 0,9 скорости света. К. л., исходящими от солнца, вызываются полярные сияния. Подробнее см. Лучи кор-пуску.чярные. КАТУШЕЧНО-ЧЕЛНОЧНОЕ ПРОИЗВОДСТВО, изготовление ряда вспомогательных принадлежностей для прядильных, ткацких, красильных и других машин текстильной промышленности. Основным материалом для этих принадлежностей (по крайней мере в СССР) служит древесина разных пород, а главными процессами, применяемыми в производстве, являются: резание, сверление, фрезерование и в особенности обтачивание. Т. к. получаемые обточкой деревянные изделия требуются и для других отраслей промышлен- ясности, например электротехнической (ро- зетки,ручки),сельско- хозяйственной(ручки, державки), то К .-ч. п. обслуживает и эти отрасли; однако главной базой К.-ч. п. остается текстильная промышленность. По характеру вырабатываемых изделий К.-ч. п. распадается на три группы: 1) к а-тушечное производство, в к-ром окончательная форма изделиям придается путем обтачивания, 2) челночное производство, в к-ром окончательная форма придается путем фрезерования и отчасти обтачивания, и 3) производство принадлежностей ткацких станков, в к-ром применяется гл. обр. острожка. Наиболее характерные виды этих изделий представлены на фиг. 1-шпули а, катушки Ъ и веретена с, фиг. 2-челноки, на фиг.З- погонялки d, вальки е, щечки /, брусочки gr. 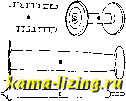 Фиг. 1. Сырьем для К.-ч. п. служат различные породы дерева: а) из березы изготовляются все виды шпуль, ниточные катушки, веретена, частично сновальные Фиг. -г. катушки, шнурочные и крутильные катушки для льняной и пеньковой промышленности и вершники; б) из бука - банкаброшные катушки, частично сновальные, шнурочные и крутильные катушки; в) из с о с н ы-батаны, ремизные планки, слач-ки, навойные валы; г) из г р а б а-погонялки, вальки, щечки, брусочки, клапаны, д) из хурмы, железного дерева, лавровишни, самшита, корнеля и перси м м о н а-челноки всех типов. Применение той или иной породы для различных групп н[зделий не всегда зависит { -- ,лишь от технич. качеств d ° ° сырья; факторы эконо-мич. порядха такле играют здесь немаловажную роль. Так, для производства всех видов шпуль возможно применять различные лиственные породы-березу, граб, бук и прочие, однако,в силу более высокой стоимости остальных пород по сравнению с березой, на из-I о о о готовление шпуль идет Фиг 3 преимущественно березо- вое сырье. Для группы катушечных изделий могла бы также применяться береза, однако, в силу требующейся от этих изделий повышенной крепости (на смятие, изгиб, скалывание), они изготовля- ходимость применения граба для погонялок подтверждена многолетним опытом, выяснившим, что другие породы, хотя и близкие по своим техническим свойствам к грабу, значительно уступают ему при вибрационной нагрузке, которой подвержена погонялка во время работы. В области производства челноков первенство сохраняется за корне-лем, так как челноки из этого дерева нередко служат в течение года, тогда как другие твердые породы работают от 2 до 4 месяцев . Ценные свойства корнеля невидимому обусловливаются его высоким сопротивлением при вибрационной нагрузке и медленной утомляемостью древесины. Однако ряд испытаний, произведенных в лабораториях Центрального аэрогидродинамического института, не обнаружил какого-либо механического признака,объясняющего это свойство корнеля (табл. 1). Испытания на расколимость, произведенные над корнелем, персиммоиом и лселезным деревом, также не вносят ясности в вопрос, как этр видно из табл. 2. табл. 2. - Расколимость. Наименование породы древесины Корнель .... Железное дерево Персиммон . . . Разрушающая нагрузка на 1 см ширины в кг/см* в тангепц. нанравл. 1 рад-тльн. направл. 28,3 23,5 33,3 39,75 Табл. 1 Испытание древесины для катушечно-челночного производства. Порода и ботаническое наименование древесины Груша (Pirus communis)....... Бук (Fagus sylvatica)......... Хмелеграб (Ostrya carpinifolia) . . . Железное дерево (Parrotia persica) . . Грабинник (черный граб) (Carpinus orient at is).............. Береза Шмидта (Betula nigra) . . . . Лавровишня (Prunus laurocerasus) . . Персиммон (Diospyros virginiana) . . Корнель (Cornus florida)....... Хурма (Diospyros lotus).......
При испытании на динамический поперечный изгиб. Размеры норм, образца 20x20x300 мм; расстояние между опорами 240 мм; радиус губок и ножа 15 мм. ются предпочтительно из бука. Сосна применяется для изготовления батанов, ремизных планок, слачков и пр. в силу необходимости уменьшить вес этих изделий, а также в виду того, что при значительной длине некоторых изделий (слачки-до 4,4 лг) в них совершенно не допускаются сучки. Необ- Спстематизированных технич. условий, к-рым должна удовлетворять древесина для производства различных видов изделий, в практике К.-ч. п. не имеется. В техническ. условиях на поставку катушечно-челночных изделий, разработанных текстильной промышленностью, оговаривается ряд допустимых пороков древесины, но нет указаний на механические ее качества и на срок службы изделий. Заготовка березы и сосны в СССР производится в Нижегородском, Костромском и Вятском округах; остальные породы дерева заготовляются на Кавказе, а граб -по большей части на Украине. Корнель и персиммон закупаются непосредственно в Америке или через посредство Англии. Минимальные запасы сырья на предприятиях составляют примерно годовые размеры производства и хранятся на складах предприятий в виде досок и брусков. Развитие искусственной сушки уменьшает потребность в запасах, так как она в значительной степени ускоряет процесс высушивания дерева, освобождая оборотные средства предприятий, в которых сырье составляет от 40 до 60% себестоимости производства. Хранение сырья в досках на складах предприятий осуществляется путем укладки в штабеля. Для хранения брусков устраивают специальные сараи с решетчатыми полами, приподнятыми над уровнем земли; стены сараев устраивают в виде обшивки с просветами (жалюзи); для освещения сарая и вентиляции слулл-ат фонари или гнезда в крыше. Искусственная сушка сырья производилась ранее в примитивных огневых и паровых сушилках. В последние годы широкое распространение, особенно для твердых пород, получили т.н. камерные с у ш ила с внутренней конденсацией. Характерной особенностью сушил этого типа является отсутствие принудительной приточной и вытяжной вентиляции. Влага, испаряющаяся из дерева, уносится нагретым воздухом и, при нисходящем его движении мимо конденсационных труб, охлаждаемых циркулирующей водой, оседает на них, а затем удаляет-кч- План , Ш i................. Mill Расположение камер сушилни 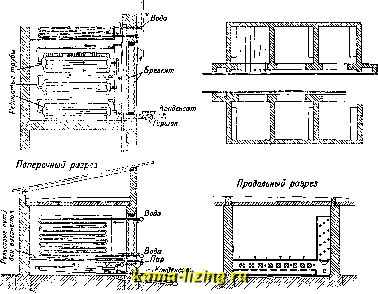 Фиг. 4. ся из сушрша (фиг. 4). Срок искусственной сушки березовых и сосновых досок, подвергшихся ранее естественной просушке в течение одного года, составляет от 2 до 4 дней, при толщине досок от 25 до 50 мм. Для твердых пород дерева продолкительность искусственной сушки значите.дьно больше, а именно-от 12 до 25 дней, в зависимости от породы и размеров заготовки. Вообще в К.-ч. п. могут быть применены сушила других типов, при непременном однако условии, чтобы во всех случаях руководство су-ши.т1ьным хозяйством предприятия поручалось опытным и технически сведущим лицам. В силу простоты приемов механич. обработки и несложности технологич. процессов, К.-ч. п. удобно организовать по принципу непрерывного потока. Значительную часть несложных станков и приспособлений катушечно-челпочные предприятия обыкновенно строят у себя; что же касается более слолных машин, то как раньше, так и теперь еще они ввозятся из-за границы. В наибольшей степени изготовление оборудования для К.-ч. и. развилось в т. .). т. X. Англии. Основными английскими фирмами, производящими оборудование для К.-ч. п., являются фирмы W. А. Fell и Thomas White and Sons. В Германии фирмы Kirchner и Fleck изготовляют нек-рые катушечные машины; однако последние не получили широкого распространения. Из американ. фирм, изготовляющих станки для К.-ч. п., могут быть названы The Defiance, The Ober, Lewis, Т. Klins, J. A. Fay and Egace. Однако станки этих фирм, ставшие известными в СССР только в последнее время, еще недостаточно испытаны. Сырье в К.-ч. производстве используется весьма несовершенно: едва ли 5% объема крял:ей, идущих в переработку, остается в готовых изделиях. Это обстоятельство, а равно гигроскопичность дерева, неоднородность строения дерева и происходящая отсюда сравнительная недолговечность при повторной уларно!! нагрузке (особенно при работе погонялок и челноков) лобуди.пи искать каких- Лу/пь длй траверзиой вагонетки ЛИбо ДРУГНХ МатериалОВ лместо дерева для этих изделий. Первым шагом в этом направлении является применение бумаги,- картона и фибры, а равно применение дерева, обработанного путем прессования (лигностон). Дальнейшим этапом на этом пути следует считать применение древесной массы, обрабатываемой под большим давлением (месонит). Бумага, которая идет д.гя производства катушечных изделий, должна иметь плотность от 80 до 240 г/л1 и состоять из 60% целлюлозы и 40% древесной массы. Производство изделий из бумаги распадается па два основных вида, а именно: производство мягких шпуль и твердых (каленых), причем последние в свок очередь по способу обработки-на изготовляемые механическим (горячее прессова-ние)либо химикотермическим (пропитка различными наполнителями и сушка) путем. Последний способ применяется в СССР, а первый за границей. В технологическом процессе прои.эводства шпуль из бумаги имеются следующие этапы, а) Разрезка ру.лопов бумаги на узкие полосы, соответственно размерам изделий; эта операция производится па резальной машине с дисковыми ножами (фиг. 5). б) Шлифовка края бумаги на определенную ширину для получения прочной и гладкой склепки при сворачивании бумаги в трубки и конусы. Эта работа выполняется машиною, изображенною на фиг. 6. в) Придание бумаге требуемых размеров и формы и склейка частей изделия. Эти три операции выполняются обычно одной машипой, кото-рая из рулона, полученного от предыдуии-ч
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||