
|
|
|
|
Литература --> Катафорез - движение частиц вующими в качественном отношениях. Штаты контрольного отдела определяются в зависимости от объема и характера производства, а также от объема функций, выполняемых им. Если руководствоваться опытом америк.про-мышленности и, в частности, америк. металлообрабатывающих з-дов,то отношение количества работников контрольных отделов к числу производственных рабочих представится в следующем виде: в машиностроении- от 1 : 5 до 1 : 30, в инструментальном производстве- 1 : 5, в точной механике - 1 : 10. При оиределении ко.тичественного состава контрольно-браковочных отделов необходимо иметь в виду, что работа контролеров требует напряженного внимания и поэтому излишняя нагрузка контрольного персонала, вызывающая переутомление его, весьма вредно отзывается на качестве его работы и на резу.тьтатах ее. Пе меньшее значение имеет и качественный состав контрольного отдела; он в значительной степени зависит от организации самого контроля. Если контроль диференцирован на отдельные несложные элементы и сведен к простейшим манипуляциям с простыми в обращении поверочными приборами, то значительная часть штата контрольного отдела может состоять из мало квалифицированных и мало оплачиваемых людей, получивших краткую подготовку и соответствующий навык. Такое построение контрольно-браковочного отдела дает прекрасные результаты, так как окупает, с одной стороны,излишние расходы на детализованный поверочный инструмент, а с другой стороны, позво.тяет охватить поверкой большую массу изделий, чем это могло бы быть при контроле на выборку. Однако для ряда контрольных поверок требуются работники и высокой квалификации, в особенности для контроля над технологическими процессами, или для окончательной поверки более сложных изделий и целых агрегатов, наконец для лабораторных работ, на испытательных станциях и т. п. В це.тях повышения качества работы контрольно-браковочного аппарата применяется еще система премирования его работников. На одном из заводов система премирования контрольно-браковочного аппарата получила вполне определенную математич. формулировку: П = [Я + (Я -Н.)10], где П - полный приработок в коп., пачи-сленный на тариф, о-установленное задание, А.-фактически выполненное задание, Н-нормальный расчетный приработок, Я . и Нф,-нормальный и фактический % возврата принятых контролером изделий (в десятых долях процента), 10-вознаграждение в коп. за каждую 0,1 уменьшения уста-нов.тенного % возврата. Ф-ла показывает, что приработок (премия)увеличивается пропорционально уменьшению возврата и выполнению задания. При этом премия (Я . - -Яд5.)10 выдается только тогда, когда Я,. > > Я., т. е. когда (Я. - Я.)10 есть полонш-тельная величина; если же она является отрицательной, то происходит вычет из нормального расчетного приработка; наконец, когда Нф=0, премия достигает максимальной величины. 3) Контрольно-браковочный т. э. т. X. отдел д. б. снабжен всеми необходимыми испытательными и поверочными приборами и мерительным инструментом, к-рые надлежит содержать в совершенно исправном состоянии. Для периодической поверки испытательных и поверочных приборов, а также рабочих приборов контрольный отдел должен иметь контрольные приборы, для хранения к-рых д. б. созданы специальные ус.гтовия. Хорошо поставленные отделы К. должны иметь в своем распоряжении и подчинении лаборатории и испытательные станции, посредством к-рых они могли бы постоянно наблюдать за ходом технологич. процессов. В том случае, если контрольные отделы не имеют в своем подчинении лабораторий и испытательных станций, заводские лаборатории и испытательные станции обязаны беспрепятственно производить анализы и испытания по требованиям контрольного отдела. 4) Четкость работе по К. придают наличие технич. условий, стандартов на материалы и готовые изделия, а за отсутствием их образцовые экземпляры . 5) В целях обнаружения брака по его возникновении необходимо спланировать контроль след. обр.: а) в тех местах производства, где, вследствие трудности и сложности производственного процесса, появление брака возможно, но не обязательно, д. б. организованы контрольные пункты, действующие периодически; б) в тех местах, где появление брака принимает хронич. формы, необходимо организовать постоянные контрольные пункты, на обязанности к-рых должно лежать выявление причин брака путем бдительной проверки каждого изделия данной операции; в) в тех местах, где происходит сборка ответственных групп деталей или передача деталей из одного цеха в другой, д. б. также организованы контрольные пункты, работающие постоянно или периодически, в зависимости от характера производства. 6) Изучение динамики брака имеет первенствующее значение с точки зрения выявления как причин брака, так и узких мест в производстве, с целью их своевременного устранения. Для этого контрольные группы и контрольный отдел в целом должны вести учет брака, а материалы учета д. б. выражены в такой форме, чтобы можно было легко выявить тенденции к появлению или увеличению брака. 7) Одним из существенных моментов, затрудняющих выявление причин брака, оказывается обезличение изделия по выходе со станка или из машины. Поэтому д. б. приняты меры против обезличения изделия, в целях обнаружения как причины брака, так и виновника его появления. Организационная структура контрольных отделов может в деталях видоизменяться в зависимости от характера производства, но в общем она обрисована в из.ложенных положениях. Контрольно-браковочные отделы, являясь одним из валшейших органов К., осуществ.ляют его при помощи целого ряда средств К. Для установления правильных технологических процессов, для контроля над этими процессами, для проверки качества поступающего сырья, топлива и для других контрольных операций служат лаборатории (химические, металлографические, механические). Контроль над качеством готовых изделий и целых агрегатов осуществляется испытательными станциями. Наконец ие-ма.товажным средством осуществления К. являются разные контрольные приборы в руках агентов контрольно-браковочн. отделов. Таких приборов много; из них самые необходимые: 1) приборы повышенной точности- поверочные плиты, измерительные машины, калибры предельные, специальные, резьбовые, иогансоновские плитки, компараторы, оптич. калибры для измерения резьб, оптиметры ит.д., 2) приборы обыкновенной точности-микрометры, штангенциркули, рабочие калибры и т. д. Имеется еще большое число приборов для контроля работы станков, печей, для испытания крепости материалов и ряд контрольных приборов, являющихся специфическими для данной отрасли промышленности. Вся эффективность и качество всего К. в значительной степени зависят от того, какое место во всем производственном организме занимают средства осуществления К. - контрольно-браковочные отделы, лаборатории, испытательные станции и т. д. Здесь выступает вопрос о зависимом и независимом контроле и о степенях этой зависимости, к-рый разными предприятиями разрешается различно. Как бы ни были ограничены функции контрольно-браковочных отделов, следует признать, что наиболее рациональной организационной формой является независимый К. во всех его стадиях и средствах. Это же относится и к лабораториям и испытательным станциям: в части выполнения контрольных функций они д. б. подчинены контрольно-браковочным отделам; подчинение производственным отделам ставит эти контрольные аппараты в неблагоприятное положение. Т. о. в применении к нашим условиям наиболее рационально поставленным контролем с точки зрения зависимости следует признать тот, который находится в непосредственном подчинении у управляющего предприятием. К. как научно обоснованное и правильно организованное средство рационализации производства, как система, контролирующая правильный ход технологических процессов и качество выпускаемой продукции, получи.ч свое наибольшее развитие в начале войны 1914-18 гг. в связи с высокими требованиями, предъявлявшимися военными ведомствами всех воюющих стран к предметам вооружения армий. Наиболее совершенные организационные формы он получил в американской промышленности, а затем в промышленности зап.-европ. каниталистических стран, где индустрия перешла уже к более совершенным формам массового производства. В силу этого уд. вес К. на Западе стоит сейчас на достаточной высоте. Менее благоприятно положение контроля в промышленности СССР. Лабораторн. дело, инструментальное и мерительное, калибер-ное хозяйство являются узкими местами в нашей промышленности; контрольно-браковочные отделы не получили еще достаточного развития, еще в недостаточной степени привились на наших предприятиях. В отношении контрольно-браковочного дела наши предприятия м. б. разбиты на следующие группы. Первую группу образуют предприятия, в которых вообще нет никакого органа, ведающего К. Контро.яьные функции на них либо вообще никем не осуществляются, либо их осуществляет только межцеховая администрация. Вторую группу, наибо- яее многочисленную, иредстав.чяют предприятия, на к-рых контроль втиснут в узкие рамки контроля только готовой продукции, поступающей на склад, внутрицеховая же приемка находится в ведении и иод руководством цеховой администрации. Весьма немногочисленна у пас третья группа предприятий, на к-рых весь контроль, как внешний (готовой продукции), так и внутренний (операционный, цеховый и межцеховый контроль), осуществляется единым рационально организованным контрольно-браковочным отделом. Наконец у нас вовсе нет предприятий, на к-рых контрольно-браковочные отделы были бы полностью централизованы, в функции которых входили бы учет брака и отходов, приемки основных материалов и сырья для производства и к-рые полностью осуществляли бы весь К. посредством находящихся в их распоряжении лабораторий и испытательных станций. Все это показывает, что уд. вес К. в процессе регулирования производства в нашей промышленности пока очень незначителен. В связи с мощным темпом индустриализации страны, в связи с постепенным переходом нашей промышленности на массовое производство, д.б. возможно быстрее разрешены и задачи рациональной организации К., начиная от контроля технологических процессов, кончая контролем продукции отдельных операций. Лит.: Радфорд Г. С, Контроль качества в производстве, М., 1926; Рационализация произпод-ства , М.; Предприятие , М. Г. Гении. КОНФОРМНОЕ ОТОБРАЖЕНИЕ, соответствие между точками двух плоскостей, при к-ром сохраняются углы между кривыми, выходящими из соответствующих точек, и длины соответствующих бесконечно малых отрезков, выходящих из этих точек, пропорциональны (К. о. есть подобие в бесконечно ма.тых частях). В теории функций комплексного переменного (см.) доказывается, что К. о. осуществляется при помоши аналитической функции; пусть w = f(z) (1) такая функция; z=x-[-iy; разделяя действительную и мнимую части (w=m -f iv), можем написать: и = и(х,у), v = v(x,y). (2) Ф-ии (2) осуществляют отобралеение плоскости (ж, у) на плоскость (и, v), конформное во всякой точке, rjief(z) Ф 0. Эти ф-ии можно определить и без введения комплексных чисел, как пару непрерывных ф-ий, удовлетворяющих условиям Коши-Римана: ди 9г ди дг д~д ду~ дх Из формул (3) в частности следует: Дм = 0; Ду = О , Э2ц эгц 0x3 1 ду2 т. е. Wи V-гармонические функции (см. Потенциал). Наряду с ф-ией (1) К. о. осуществляется также аналитической ф-ией при этом отображении величина углов сохраняется, но направление их отсчета изменяется на обратное (К. о. 2-го рода). 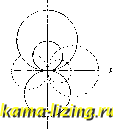 Фиг. 1. Рассмотрим простейщие К. о. 1) w = Az, где постоянная А = Re***. Правило умножения комплексных чжел (см.) показывает, что модуль вектора w получается из модуля z умножением на положительное число R (изменение масштаба), а направление вектора W получается из вектора z поворотом на угол а (преобразование подобия-г о м о т е-тия с центром в О и вращение на угол а). 3) м> = . Разделяем действительную и мнимую части: , . х-гу и =-7,- v =--- Прямым м=Const плоскости W соответствуют 1, руги (ж2 + 2/ - я;=0) плоскости z с центром , OJ и радиусом ; прямым v = Const соответствуют проходящие через начало координат круги с центрами на оси У (фиг. 1). 3) w = z. Здесь и= x~y,v = 2ху. Прямым u = G соответствуют равносторонние гиперболы х - у = с, прямым v = G-гиперболы 2ху=с, имеющие асимптотами оси координат 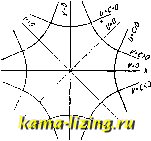 Фиг. 2. и пересекаюпщеся с предыдущими гиперболами под прямыми углами (фиг. 2). 4) Для той же ф-ии w=z будем иметь: = и = х-~ или v = Ax(x-u). Прямым х=с плоскости Z соответствуют на плоскости W параболы, направленные влево, € вершиной в точке и=х-, v=0 и с фоку- сом в начале координат. Аналогично имеем: vz=4y2 (и+у); прямым у=с соответствуют параболы, направленные вправо (фиг. 3). 5)ги = ]пг, z = e. Предполагая z = Qe и iv = u + iv, имеем: ее** = е *®; = 6 , & = v. Эти функции отобракают: всю плоскость z на полосу плоскости w, ограниченную прямыми и = О, v=2n\ круг радиуса q плоскости 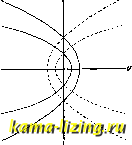 Фиг. 3. Z на часть указанной полосы влево от прямой м = In е н т. д. 6) W = z отобралсает угол плоскости Z с отверстием на верхнюю полуплоскость W (фиг. 4). 7) Эллиптич. интеграл w = J 7=- отображает прямоугольник плоскости w на верхнюю полуплоскость г. Вообще отображает мн-к с углами ал, ал, ап в плоскости w на верхнюю полуплоскость z;   Фиг. 4. здесь ttj, ttg,а и а, Оа,..., а -действительные числа, а-у-\- + ... + а == п- 2 и а, < 2 (fc = 1, 2,..., w) (формула К р и с т о ф-феля-Шварца). К. о. применяется в математической физике, теории упругости, гидродинамике. В этой последней, в плоском невихревом движении, существует потенциал скоростей <р (ж, у) такой, что компоненты скорости равны Функция тока у(ж, у) удовлетворяет ур-иям: д<р dv дч> dv Ъх ду ду ~ дх Это-уравнения (3) и следовательно <р + гц)- аналитич. ф-ия от z = x+iy. Плоскость (ж, у) отображается конформно на плоскость (93,у), следовательно данному течению с линиями тока у>{х, 2/)= Const соответствуют на второй плоскости прямые v = Const. Часто выбирают и другие переменные.
|