
|
|
|
|
Литература --> Катафорез - движение частиц угольная фальцовальная коробка по размеру соответствует величине конверта. Бумага попадает как раз над этой коробкой, оставляя клапаны за ее бортами. Движущейся сверху вниз дощечкой, в виде поргпня, бумага проталкивается через коробку, и таким образом происходит фальцовка, т. к. находящиеся за бортами клапаны загибаются. Как только конверт минует нижнюю часть коробки, 3 створки со сторон догибают клапаны к центру и надавливанием производят заклейку. Провалившийся вниз конверт поступает на приемный стол для счета и паковки. Производительность такой машины до 40 ООО конвертов за рабочий день при одной работнице. Новейшие машины дополнены приспособлениями для одновремен. гуммировки клапана, сушильным и счетным аппаратами, так что конверты получаются в отделку и работница у приемки сразу же пакует их в коробки. Гуммировальный прибор для клапана состоит из медной лапки, которая ударяет по кромке конверта, как бы штемпелюя гуммиарабиком. Сфальцованные и склеенные конверты не сразу попадают на приемный столик, а идут на сушильный транспортер стоймя, один за другим, по дороге обдуваются вертушками-веерами и выходят на приемный стстик, пройдя счетный аппарат, к-рый каждый пятидесятый конверт отводит в сторону и дает возможность работнице сразу брать нужное количество для обандероливания. Производите.пьность машины в среднем до 40 ООО конвертов за рабочий день. Для каждого размера конверта устанавливается отдельная, соответствующей величины, фальцовальная коробка. При машине прилагается обыкновенно три размера. Перемена коробок отнимает много времени, так что, при рациональной постановке производства, на каледый формат желательно иметь отдельную машину. Клей для верхнего клапана берется хорошо текучий, из лучших сортов декстрина или гуммиарабика, а для нижнего должен быть достаточно густым, чтобы склеивание при фальцовке происходило моментально и не было подтеков, во избежание ск-теивания конвертов в коробках. д. Винонуров. КОНГЛОМЕРАТ, обломочная горная порода, состоящая из окатанных галек и валунов (речных, морских, ледниковых), сцементированных глиной, углекислой известью и главн. обр. кремнеземом. Нек-рые К. сцементированы подобно медис гым несчаникам соединениями меди. По составу различают К. гнейсовые, кремнистые, гранитовые, квар-цево-порфировые и др. К. моногенный состоит из галек, однородных по составу, К. полигенный-из галек различных пород. Существуют постепенные переходы К. в брекчии (см.) и грубые песчаники. Твердость К. зависит от характера слагающих К. галек и цемента; самый крепкий из К.- кремнистый. К. являются преимущественно береговыми образованиями и встречаются в отложениях всех геологич. систем. К., образовавшиеся из разрушенных золотосодержа-1ЦИХ пород, иногда разрабатываются с целью извлечения золота,-например золотоносные К. в Австралии и особенно в Ю. Аф- рике (т. н. Dwyka в системе Карру, витва-терсрандские и ваальские). В Калифорнии разрабатываются т.н. синие золотосодержащие К. В Европе известны К. близ Реймса, содержащие остатки позвоночных; в Швейцарии широко применяется как строительный камень третичный альпийский К., на-гельфлю , состоящий из обломьюв юрских песчаников и известняков. В Англии встречаются пестрые К., т. и. пудинги , в Норвегии (окрестности Бергена)-плоские спрессованные К.В СССР К.известны во всех горных районах; юрские К. у верховьев pp. Ангары и Вилюя (Сибирь), содерлсащие небольшие количества золота, промышленного значения пока не имеют Н. Федоровский. КОНГО, африк. каучук, б. ч. из ландоль-фий (Landolphia из сем. Аросупасеае) и других лиан. Лучшие сорта (кассай и др.)- красного или черного цвета; при промывке теряют от 6 до 20%, худшие сорта-до 50%. Окраска худших сортов очень разнообразна; запах часто неприятный. Лучшие сорта высоко ценятся, эластичны, крепки; худшие сорта мягки, с большим содержанием смол, влаги и других примесей. Лит.: М а г Z а h 11 К., Materialicnkunde fiir den Kautsrhuk-Tf-chnikfr. В., 1920. М. Лурье. КОНГО КРАСНЫЙ, первый субстантивный для хлопка искусственный органич. краситель, полученный в 1884 г. Беттигером сочетанием тетразотированного (бисдиазоти-рованного) бензидина с 1-нафтиламин-4-суль-фокислотой (нафтионовой к-той) (см. Красящие вещества синтет ические). SOsNa SO.Na Конго красный окрашивает хлопок, шерсть и шелк в очень красивый, яркий красный цвет, но окраска непрочна к мытью и свету, а также к к-там. При действии минеральных кислот красный цвет конго превращается в синий. На этом основано применение К. к. в 1сачестве индикатора. Для объяснения этой перемены цвета некоторые исследователи NH NH NH-с )- :-N11-N:.-:- SO,H SO3H (В. Г. Шапошников и др.) принимают, что свободная кислота конго имеет хинон-гидра-зонное строение (см. выше), а. Порай-Кошиц. КОНГРЕВНОЕ ПЕЧАТАНИЕ, печатный процесс, в результате которого, от одновременного давления двух взаимно противоположных клише, получается рельефный или углубленный рисунок на бумаге, папке или тонких металлических пластинках. Тиснение может производиться с краской или без нее. В последнем случае все лее получается некоторый тон от выглалшвания печатного материала благодаря давлению; этот тон особенно заметен, когда печатание производится на увлажненном материале. К. п. широко применяется в литографских этикетных работах для изящной товарной упаковки (духи, мыло и т. п.), а равно в акци- дентных работах: для украшения деловых бланков, для предохранения документов от подделки, для облол-сек книг и проч. Сюда же относятся тиснение рекламных плакатов с высоким рельефом, а также изготовление блюдечек, тарелочек и т. и. посуды, уничтожаемой после однократного употребления. Последний случай, впрочем, уже стоит на границе картонажного производства (см.). Для получения рельефного оттиска необходимо медное или стальное клише и соответствующая ему матрица, в точности повторяющая все детали клише. Металлическ. клише, в виде пластинки толщиною 7--70 мм, укрепляется на металлической подставке, что позволяет в случае надобности подвергать форму нагреванию. Работа печатника при PC. п. начинается с изготовления матрицы. В зависимости от характера и глубины рельефа, матрицу делают или из топкой мягкой кожи, или из пропускной бумаги, покрытой слабым клеем, или же, при небольших печатных пластинах, из сургуча, который придавливается к гравированному клише в нагретом виде. В некоторых случаях матрицы делают из гииса, смешанного с клеем или гуммиарабиком. Для этого хорошо размельченный и освобожденный от комков мет смешивают с теплым клеем до консистенции крепкого теста, которое наносят на печатную площадь машины (декель) слоем, примерно соответствующим углублениям гравировки. Все это покрывают листом промасленной бумаги, печатную фор- 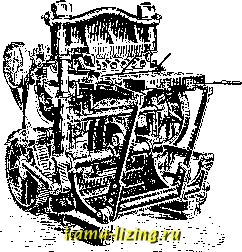 му такнее смазывают маслом, и затем делают первоначальный оттиск, после которого следует детальная обработка матрицы, дополнительное накладывание теста и т. и., до получения острого рельефа. Для К. п. наиболее применимы мягкие и мало проклеенные сорта, обладающие способностью растягиваться, пластично передавать выпуклости клише и разглалеиваться на плоской поверхиости. Для получения высокого рельефа необходим толстый и мягкий картон или специальная бумага ручной выделки, в отдельных случаях даже предварительно увлажненная (при многокрасочных работах увлалшение не допускается). К. п. производится на конгревных прессах, а в последнее время для него стали применять и скоропечатные машины для мелких работ (см. Американка), снабженные нагревательными приспособлениями; на некоторых из них с легкостью выдавливаются пластины 7,5 X 10,5 сж, при высоте рельефа 9 мм. Конгревные прессы, большею частью коленчато-рычалсного типа, требуют от 2 до 5,5 IP и снабжаются бензиновыми, газовыми или электрическими нагревательными приспособлениями. Площадь дав.тения механич. конгревных прессов примерно от 25 х 35 до 50 X 60 см, причем сила давления на рабочую поверхность иногда превышает 100 т. Производительность этих прессов зависит от характера работы и составляет в среднем от 10 до 30 оттисков в минуту. На фиг. изображен мощный двухколонный конгревный пресс с красочным аппаратом (сзади) и приспособлением для нагревания. Лит.: Полиграфическое производство , Москва, 1929, 5; Hess W., Die Papierprageteclinik, Berlin, 1923. С. Михайлов. КОН ДЕНС AT OP, прибор, в к-ром пар, выходящий из паровой машины или турбины, посредством действия охлалодаюп1;ей воды (в очень редких случаях-воздуха) сам обращается в воду (конденсат). Вследствие этого ионшкается противодавление, а следовательно увеличивается тепловой перепад между состоянием пара при впуске и выпуске, поэтому увеличивается и теоретич. работа 1 кг пара при прохождении его через паровой двигатель. В паровых машинах, работающих с конденсацией, обыкновенно берут противодавление в пределах 0,15-1-0,20 кг/см абс. (ниже - только в прямоточных машинах). В паровых лее турбинах стремятся достигнуть более низкого противодавления: 0,04-1-0,05 кг/см абс. В проекте норм на паровые турбины (принятом как временный на 4-м Всесоюзном теплотехнич. съезде) предлагаются следующие противодавления для паровых турбин [j: Темп-ра охлажд. воды..... 8° 15° 27° Противодавление (в atm абс.) . 0,033 0,04 0,07 Вакуум (в %).......... 96,7 96 93 Различают две главные системы К.: смешивающие (впрыскивающие) К. и и о-верхностныеК.В первых отходящий пар смешивается с мелко распыленной охлаждающей водой. Во вторых пар непосредственно не соприкасается с охлаждающей водой, а последняя циркулирует по трубам, между к-рыми движется охлаждаемый пар. Впрыскивающие К. применяют преимущественно в стационарных паровых машинах. В морских паровых машинах и во всех турбинных установках применяют поверхностные К., дающие чистый конденсат, необходимый для питания котлов в морских и турбинных паровых установках. Для поддержания разрежения нужно откачивать из К. охлаждающую воду, конденсат и воздух. В смешивающих К. все откачивание производится одним м о к р о в о 3-душным насосом. В поверхностных К., а таклсе в смешивающих типа Вейса имеются отдельные насосы для конденсата, охлаждающей воды и воздуха. Воздух попадает в смешивающие К. из охлаждающей воды, а также через неплотности паропровода, кон- денсатора и машины. Для определения G{- веса (в кг/ч) воздуха, поступающего в К., предлагают следующие ф-лы [J: а) для смешивающих К.: = Тооо(° + ) 7?о (1) где а = 0,02-коэф-т, выражающий количество воздуха, растворенного в воде; W-количество охлалсдающей воды в кг/ч; D-полный расход пара в кг/ч; В-среднее показание барометра (в мм рт. ст.) для данного места, fi-коэф., зависящий от длины паропровода между машиной и К.; /г = (1,8-Ь0,01)Ь при грубом оборудовании (например метал-лургич. промышленность), /* = (!,8-0,006)L при тщательном оборудовании (электрич. станции); L-д.чипа паропровода в м. б) Для поверхностных К. паровых турбин (в кг/ч): G. = (ir. (2) где q>-числовой коэф., равный 3-f-4,5. В случае нескольких паровых машин, в особенности распололсенных далеко друг от друга, 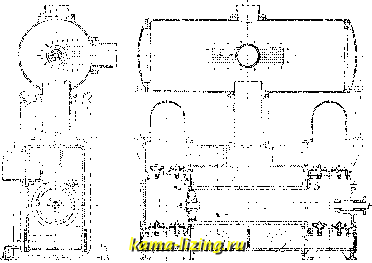 приводится в движение от кривошипа машины при помощи разного рода рычажных передач. Такой конденсатор изображен на фиг. 1. Мокровоздушный насос этого К. яв-.тяется примером насосов с клапанами; большое распространение имели также насосы без клапанов, со всасывающими щелями (Эдвардса). Для определения необходимого количества охлаждающей воды в смешивающих К. необходимо знать состояние пара, выходящего из машины. Он бывает сухим или далее перегретым, но чаще содержит известное количество влаги. В паровых машинах при среднем давлении в конденсаторе р.=0,25 кг/см абс. полагают теплосодержание отходящего пара при поступлении его в К. равным 560--580 Са]/кг. Давление в К. pj. (в кг/см) слагается из давления пара и давления воздуха: Vic = Vd + Pi, здесь pg - парциальное давление пара в кг/см абс, api-парциальное давление воздуха в кг/см абс. Обозначая начальную температуру охлаждающей воды to, темп-ру смеси конденсата и охлаждающей воды t, отношение W : В=т и теплосодержание 1 кг отработавшего пара - г, получим основное уравнение: %-tu = mit-t). (3) to зависит от местных условий: для воды из рек и прудов можно принять fo=15-.-20° (для .четних условий), при искусственном охлаждении колеблется от 25 и до 35°. Что касается tj, то она берется не ниже 35-40* Фиг. \. устраивают центральную к о н д е нс а ц и ю с одним К., в к-рый пар поступает из всех машин, и с одним насосным устройством. При паровых турбинах устраивают всегда отдельные К. Центральные К. при-мепя.чись особенно часто на металлургич. заводах, оборудованных сильными паровыми машинами, разбросанными на большом расстоянии. При недостатке охлаждающей воды устраивают специальные охлаждающие устройства (градирни) для охлаждающей воды. Смешивающие К. Смешивающие К. устраивают двух типов: с параллельным течением и с противотоком; первые применяют при отдельных паровых машинах, вторые в центральных конденсациях. Впрыскивающий К. с параллельным течением представляет собою простой сосуд цилиндрической формы (горизонтальный или вертикальный), непосредственно соединенный с мокровоздтпным насосом; этот последний Количество m охлаждающей воды на 1 кг пара колеблется между 25 и 30 кг, при искусственном охлаждении воды w доходит до 40 кг. Мокровоздушный насос рассчитывают как компрессор (см.) с изотер-лгическим сжатием. Работа откачива- ния выражается формулой (в кгм/ч): В -Pd ~ рГ где Vi-объем откачиваемого воздуха в м/ч, Pj-парциальн. давление всздуха вкг/л.2 абс, В-барометрическое давление в кг/см. Теоретическая мощность Nga3d., НбОбХОДИМаЯ Д.ТЯ сжатия воздуха, будет (в IP): = Pi-Vi-ln Pi-Vi-ln B-Pd 3600-75 Учитывая потери и прибавляя мощность, затрачиваемую на откачивание воды, по-.лучим: = 1,4 P,-F,-ln---- + iW+B)-H 3600-75 ,(6) где Н-полный напор на всасывание и нагнетание воды, й -H = h + hb-h, (7)
|