
|
|
|
|
Литература --> Катафорез - движение частиц deranlawn, В. 1, В., 1926; HanffstQngel G., Billig Verladen u. Fordein, 3 Aufl.. В., 1926; Z i mm e г G. F., The Mechanical Handling and Storino; of Materials, 3 ed.. L., 1922. Л. Павпушков. КОНВЕКЦИЯ, перенос энергии токами подвижной материальной среды. Валшей-ший случай К.-тепловая К. Конвекционные тепловые токи наблюдаются: 1) в жидких веществах, особенно с плохой теплопроводностью, когда нагревание идет с нилших слоев (напр. в баках для кипячения с нижней топкой); 2) в газах (конвекционные токи в комнате, в атмосфере), когда нгокний слой от нагревания расширяется и всплывает наверх, а на его место опускаются более тяжелые массы из верхних слоев, благодаря чему устанавливается круговой конвекционный ток. Тепловая К. играет большую роль в технике; так, па К. основано устройство водяного отопления (см.). Конвекционные токи необходимо устранять при тепловых изоляциях; напр. в пустотелых конструкциях стен обязательно устраиваются меледу стенками поперечные перегородки в шахматном порядке; в В0Й.Т0ЧНЫХ, шерстяных и т. и. изоляциях назначение волосков-затруднять двилеение воздуха и этим уменьшать тепловую К. Конвекционные токи необходимо принимать во внимание при устройстве вентиляции помещений. Громадное значение К. играет и в круговороте атмосферного воздуха: все ветры и воздушные течения-конвекционного характера. Конвекционные токи в атмосфере возникают: 1) вследствие нагревания нилених слоев воздуха поверхностью земли, нагретой, в свою очередь, солнечными лучами; 2) вследствие нагревания нижних слоев воздуха при конденсации водяных паров, выделяющих скрытую теплоту; 3) под влиянием охлаждения верхних слоев вследствие лучеиспускания. Конвекционный характер носят таклее теп.товые и холодные течения в океанах, морях, озерах и пр. водоемах. Но здесь, помимо тепловой конвекцрхи, имеет место гидростатическая, вызываемая изменением удельного веса в верхних слоях воды б.лагодаря примеси более тялеелых загрязненных проточных-вод. Из других видов К. необходимо упомянуть об уносе электрич. зарядов окружающим газом (напр. воздухом). Около зарялеен-ного тела окружающий газ отчасти ионизуется. Одноименные с зарялеенным телом ионы отталкиваются от него, а разноименные притягиваются к нему и уменьшают его заряд (нейтрализуют). Особенно сильна электрическая К. около заряженных остриев. Электрическая К. наблюдается и в электролитах; она впервые была обнаружена 1ельм-гольцем. Нлотнось * конвекционного тока выралеается в каждой точке формулой: i = Q V, гда Q--и л о т и о с т ь электрического заряда в данном месте, а v - скорость его перемещения. Лит.: Хвольсои О.Д., Курс физики, т. 3 и 4, Берлин, 1923; Советов С. А., Курс обидей гидро шгии, Ленинград. 1929; Оболенский B.H., Метеорология, Моеивл, 1927; Эйхенвальд А. А., Электричество, 5 изд., М.-Л., 1928. А. Ирисов. КОНВЕРТЕР, в металлургии, склепанная из котельного железа и футерованная огнеупорными материалами печь, в ко- торой получается сталь путем продувания воздуха под б. или м. высоким давлением через расплавленный чугун, без применения какого-либо топлива. При продувке второстепенные составные части чугуна (Si, Мп, С, Р) окисляются, вследствие чего t° металла настолько повышается, что в течение всего процесса иревращения чугуна в сталь металл остается жидким. Кроме чугуна материалом д.тя продувки служит сплав сернистых соединений железа и меди-ш т е й н, дающий черную медь (см.). Изобретенный в 1885 г. Бессемером (см. Бессемерование) К. до настоящего времени сохранил грушеобразную форму с несимметрично расположенным горлОдМ. На фиг. изображен 24-тонный К. завода Бурбах (Германия). Корпус К. состоит из трех частей, скрепленных между со-6oii заклепками, болтами и клиньями. Верхняя часть Л колеуха немного наклонена к оси К. и называется щ л е м о м. Нижняя часть Б, которая заканчивается отъемным днищем, имеет форму усеченного конуса. Средн. часть В кожуха имеет цилиндрическую форму; она обнимается прочным стальным кольцом, к которому прикреплены цапфы; К. покоится на этих цапфах и может вращаться около них. Воздух, необходимый для хода процесса, подводится от воздуходувной машины к пустотелой цапфе Г К. и через патрубок Д подается в воздушную коробку Е, из которой через отверстия в дпище (соп-.та) проходит уже через слой металла. К. поддерживается двумя станинами уК, причем одна из цапф (сплошная) выступает за подшипник станины. На выступ цапфы насалеи-вается шестерня 3, находящаяся в зацеплении с зубчатой рейкой, приводимой в двилеение поршнем гидравлическ. цилиндра И или электромотора. В Америке несимметричный К. сист. Бессемера в целях увеличения производительности заменен симметричным бочкообразным К., преимущество ь>рого-возможность загрузки с двух сторон. Угол поворота несимметричного К. может быть около 270°, симметричного - 300°. Число сопел-от 50 до 200; диам. их колеблется от 10 до 20 мм,. Днище, сделанное из огнеупорного кирпича или огнеупорной массы, покоится на толстом чугунном поддоне с отверстиями, число к-рых соответствует числу сопе.т в днище. Часто в толще днища делают конич. отверстия, в к-рые помещается кирпич специальной формы с 7-8 соплами. Этот кирпич носит название подовой ф у р м ы и дает возмоленость в случае ремонта не сменять всего днища, а вынимать только ту или иную фурму. Чугун для продувки заливается через гор-.товину К., пололеепного на спину, причем садка чугуна не долнена заливать фурмы в дне К. в горизонта.т1ьном его пололеении. При вращении К. перед началом продувки автоматически (открыванием клапана) пускается воздух и К. затем ставится вертикально. Дутье проходит через весь слой металла; газы уходят через горловину К. По окончании продувки К. опять кладется на спину и дутье автоматически прекращается. Емкость К. колеблется от 4 до 30 т; продолжительность процесса 20--30 мин. (продувка от 8 до 20 мин.); по производитель- ности к. превосходит все другие плавильные печи. Практика выработала для так назыв. ма.чого* бессемерования К. емкостью в 1-2 т. Наиболып. распространением пользуются малые К. системы Робера. Подвод дутья у них не с днища, а сбоку, причем в 550 мм, диаметр (внутрепний) К. в м определяют из вырал:епия- для кислого К.: d = 0,67VT, где Т-садка чугуна вт,а для основного: d = 0,o7VT. Толщина футеровки стен обычно бывает от 275 до 400 лш, дни- 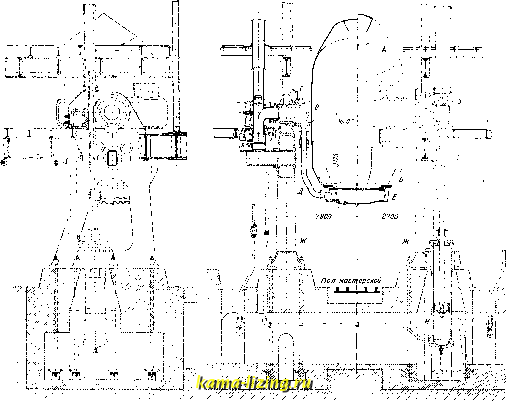 фурмы идут под уклоном друг к другу, чтобы таким образом воспроизвести вихревые движения в К. и тем вызвать энергичное перемешивание газов. Кожух К. делается обычно из толстых листов 10-12 мм толщины и футеруется кислой или основной набивкой. Футеровка кислых (бессемеровских) К. делается набивкой (см. Гагтстер), чаще же из лекального кирпича. Футеровка основных (томасовских) К. делается набивная из молотого доломита с 7-9% каменноугольной смолы или из доломитовых кирпичей, формуемых под давлением до 400 atm из молотого обожженного доломита с прибавкой 9-10% смолы. Футеровку у днищ и фурм приходится менять каждые 20-30 операций; футеровка же тела К. выдерживает обычно неско-чько сот (основная) и далее тысяч (кислая) операций. Размеры К. определяются в зависимости от высоты слоя чугуна над фурмами. Высоту принимают от 300 и до 700 мм, благодаря чему емкость К. иа 1 т получается от 0,9 до 1,4 м на европ. з-дах и до 1,8 в Америке при симметричных К. По данным проф. М. А. Павлова размеры К. определяются по следующим формулам,полученным в результате исследования большого числа хорошо работающих К. Исходя из глубины ванны для кислого К. В 400 мм и для основного- ща-от 550 до 650 мм. Высоту рабочего пространства К., считая от центра горловины до днища, принимают для кислого процесса от 1,75 d до 2d К.; для основного-от 2 d до 2,25 d К. Давление дутья доводят:в кислых К. от 1,5 до 2,25 atm, в основных от 2 до 3 atm. Количество дутья на 1 т зависит от степени утилизации воздуха при продувке и от химич. состава чугуна: в кислых К. принимают от 3,25 до 4,25 м в мин. на 1 ш продуваемого металла; в основных - от 5 до 6,5 м. Число сопел кстеблется в пределах 50-200 Шт.; диаметр их 10-20 мм;-площадь сечения на 1 m садки-15-30 см, в Швеции же (малое бессемерование) - до 50 см. В кислых ретортах сопла собирают по 4-11 штук в одной фурме. Для подачи воздуха применяют паровые, а в последнее время электрич. компрессо--ры-те и другие поршневые или турбинные. Мощность, развиваемая современными тома-совскими немецк. воздуходувками при полном ходе, на 25-1юнный К. достигает 3 600 IP. Лит.: Howe Н. М., Metallurgy of Steel, N. Y., ISfiO; H 0 б л ь Г., Производство стали. Бессемеровское производство, пор. с франц., М., 1922. КОНВЕРТНОЕ ПРОИЗВОДСТВО, изготовление бумалшых оболочек для писем и прочей корреспонденции, пересылаемой по почте. Так как раскройка прямоугольного л - ста на конверты дает много бесполезных отходов, то бумага для К. п. заготовляется в форме ромба соответств. размеров. Для деловой корреспонденции выработаны постоян. размеры конвертов, из к-рых наиболее ходовыми являются (в мм): почтовый 110x135, коммерческий-130 х 160, восьмушка-120 х х190, четвертка - 190x235 и, в меньшем количестве, поллиста писчей бумаги-250 х х370. В настоящее время вводятся новые, стандартные размеры конвертов (в мм): 81x114, 114x162, 162x229 и 229x334. Сущность к. п. состоит в резке бумаги, фальцовке, склейке трех сторон и в гуммировке клапана. Ходовые форматы, работаются преимущественио машинами и ручная работа в настоящее время осталась только для специальных требований. Резка производится иа просекальном прессе (фиг. 1) стальным кованым штампом (фиг. 2). Бумага к.тадется на талер пресса стопкой вышиною 4-6 см, причем сразу высекаются 200-500 шт. в зависимости от плотности бумаги. При ручной работе нарезанная заготовка переходит к фальцовщицам. Фальцовка производится при помощи форматной леелезной дощечки, накладываемой на бумагу, причем ютапаны загибаются к середине. Фальцуют сразу до шести листиков, в зависимости от плотности бумаги. Затем материал переходит к клеильщицам. Конверты распускают , т. е. каждый последующий листик конверта сдвигают на предыдущем в сторону, оставляя три стороны обнаженными на 4 - 5 мм. Это делается при помощи костяной палочки, которой гладят по бумаге, захватывая кромку. Придерживая распущенную бумагу одной рукой, намазывают всю поверхность широкого клапана клейстером при помощи щеточки. Затем загибают боковые клапаны, прикрывая их намазанным. Оставшийся клапан, служащий для заклеивания конверта по вложении в него корреспонденции, намазывают декстрином или гуммиарабиком, распустивши опять улее склеенные конверты, после чего ставят их на этажерки для просушки. По высыхании конверты ок.теиваются бандеролью по 50-100 шт. и пакуются в коробки по 500-1 ООО шт. Производительность двух  Фиг. 1. Фиг. 2. 1 Ц работниц-складальщицы и клеильщицы, в зависимости от п.тотности и велнчинь! конвертов,-3 OOO-i-8 ООО шт. за рабочий день. Машины, к-рые применяют для производства конвертов, являются по существу фальцевальными машинами. В настоящее время эти машины снабжены приспособлениями для склейки, гуммировки, просушкп и счета готовых конвертов. Производительность ма- шины при одной работнице-до 40 ООО конвертов за раб. день. Наиболее употребительными машинами в СССР являются машины сист. Палич и Тельшов (фабрики в Берлине). Более старые конструкции только фальцуют и ск.теивают, а гуммировка клапана  Фиг. 3. 11роизводится па отдельной гуммирова.тьной маиигие. Гуммировальная машина (см. ТЭ, т. VI, ст. 112) состоит пз 1-5 барабанов, мазальной коробки, ведущих .тент, слпиль-ного аппарата. В некоторых конструкциях имеется еще кроме того аппарат для роспуска конвертов. Обыкновенно лее конверты распускаются работницей посредством костяной палочки на накладывательном столе, непосредственно подведенном к барабану. Вокруг барабана идет бесконечная лента, на к-рую ложатся распущенные конверты. Две другие лепты, не идущие вокруг барабана, а обращающиеся вокруг придвинутого к барабану валика, покрывают сверху боковые клапаны и несут занеатую т. о. бумагу под мазальную коробку, из которой клей наливается па распущенные конверты, двшкущиеся по барабану. С барабанов, которые устанавливаются в большом количестве д.тя удлинения пути сохнущих конвертов, последние поступают на сушильный аппарат, представляющий собою дугу в 4- 5 м длиной и до 3 .м высотой. По дуге над проходящими конвертами распололеены вер-тушки-вееры, которые обдувают нанесенный клей, так что под конец дуги на приемный столик поступают уже сухие конверты. Производительность такой машины до 100 ООО конвертов за рабочий день при одной работнице.Заготовленные т. о. конверты поступают на конвертную машину, где фальцуется и склеивается глухая часть конверта (фиг. 3). Пачка развернутых, гуммированных конвертов помещается в подающий аппарат, к-рый дерлеит заправ.тенные конверты на постоянной горизонтали и подает их все время вверх, по мере ухода листиков в машину. Сверху машины на вертикальной оси по окрулсности бегают три медные лапки с прерывистым движением. Подходя к бумаге, лапки предварительно пробегают по валику, вращающемуся в корытце с декстрином, забирают на себя потребное количество клея и направ.тяются к фальцевальной коробке, захватывая по дороге конверт. Четырех-
|