
|
|
|
|
Литература --> Изомерия в производственном цикле 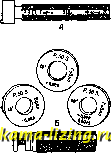 Фиг. 3. К. браковщика для обмера отверстий представляют собою те нее рабочие К. (пробки, пластины и штихмасы), но изношенные до половины установленного допуска на износ. К. п р и емщи ка д л я о бме р а о твер-<5тий по форме вполне совпадают с рабочими пробками, пластинами и штихмасами, имеют те же обозначения и отличаются белыми полосками. КонтрольныеК. Для поверки рабочих скоб служат нормальные измерительн. шайбы. Для скобы каждого номинального размера и посадки берутся три измерительные шайбы: одна-для поверки размеров проходной стороны новой, не изношенной скобы (долнна туго проходить в новую скобу), вторая-для поверки размеров проходной стороны совершенно изношенной скобы (не должна еще проходить в изношенную скобу) и третья-для поверки размеров браковочной стороны (должна туго проходить в скобу). Приемная сторона скобы считается годной до тех пор, пока расстояние между измерительными поверхностями не увеличится вследствие износа до такой степени, что вторая из-жерительная шайба сможет пройти между ними. Измерительные шайбы имеют форму, которая показана на фиг. 3 (А-для 0 3-18 мм. Б-для 0 18-100 мм и В-для 0 100-260 мм). Для поверки рабочих скоб :0>2&Омм служат штихмасы со сферич. концами. Все контрольные К., применяемые для поверки рабочих скоб, имеют распознавательный знак Р (Priiflehre), обозначение номинального размера, знак класса точности и пригонки, надписи годно или брак , название фирмы и обозначение нормальной 1° (20°). Кроме того, на контрольном К., служащем для поверки размеров проходной стороны новой скобы, проставляется приемный допуск с соответствующим знаком -j-или -; на контрольном К., служащем для установления преде.та износа проходной стороны рабочей скобы, проставляется размер приемного допуска с соответствующим знаком, а также допустимый размер износа без знака; наконец, на контрольном К., служащем для поверки размеров браковочной стороны скобы, проставляется размер браковочного допуска. Окраска по классам точности делается только на контрольных штих-масах, аналогично тому как это принято делать на рабочих. Для поверки рабочих предельных пробок, рабочих плоских К. и рабочих штихмасов применяются контрольные скобы. В этом случае подход к установлению методики поверки рабочих К. иной, чем в случае поверки рабочих скоб. Дело в том, что размер -браковочной стороны скобы возможно изме- нить умышленно,поэтому постоянный контроль его безусловно необходим. Что же касается пробок или плоских К., то их размеры невозможно изменитьтак,чтобы этого нельзя было обнаружить простым осмотром. Т. о., по предыдущему, для пробок и плоских К. следовало бы применять две, а для рабочих штихмасов все три контрольные скобы. DIN предусматривают, однако, для всех рабочих К., применяемых для обмера отверстий, всего лишь одну контрольную скобу, а именно-служащую для установления предела износа. Такая скоба имеет форму нормальной скобы; обозначения на ней делаются аналогично таковым на контрольных измерительных шайбах. Контрольные скобы окрашиваются в соответственный классу точности цвет. Допуски на неточность изготовления и а износ рабочих К. Рабочие К., как и все другие предметы массового изготовления, не м. б. изготовлены абсолютно точными, да это и не является необходимым, поскольку требования технич. точности д. б. приведены в соответствие с соображениями экономич. характера. Поэтому нормы предусматривают для рабочих К. определенные допуски на неточность изготовления при условии, что размер допуска на неточность изготовления К. не может отозваться на характере посадки; допуски К. не должны без необходимости удорожать производство и пользование ими. Главная палата мер и весов в разработанном ею проекте принимает за основу следующие приблизительные соотношения между допусками для рабочих К. И допусками для изделий: а) в первом и втором классах точности для скоб Vs. для пробок, плоских К. и рабочих штихмасов-б) в третьем классе для всех рабочих К.- 7б в) в четвертом для всех рабочих К.- Vs- Расположение этих допусков во всех случаях дается в сторону, противоположную износу. Т. о., проходная сторона пробки или плоского К. получает допуск на неточность изготовления с знаком-Н, а проходная сторона скобы допуск со знаком-. Что же касается браковочной стороны пробки или скобы, то здесь допуск на неточность изготовления, равный допуску для приемной стороны, располагается поровну в обе стороны от номинального размера скобы. К. непрерывно изнашиваются в процессе работы и потому д. б. часто, и по возможности периодически, проверяемы. Кроме допусков на неточность изготовления, необходимо установить также допуски на износ рабочих К. для валов и отверстий. Главная палата мер и весов в своем проекте приняла за основу следующие приблизительные соотношения между допусками на износ К. и допусками на неточность изготовления самих изделий: а) в первом и втором классе точности-Y4, б) в третьем классе-Vs. ) четвертом-, самые допуски Главная палата мер и весов располагает поровну в обе стороны от номинального размера изделия, с учетом его допуска. В этом отношении Главная палата разошлась как с нормами герм, промышленности, согласно к-рым допуск на износ располагается целиком в сторону области допусков на пригонку, так н с англ. и америк. нормами, где допуск на износ располагается целиком в области допусков на неточность изготовления отверстия или вала. Расположение допусков на неточность изготовления и на износ рабочих К. относительно допусков самого изделия схематически изображено на фиг. 4, А.-для К. отверстия, и Б.-для К. вала. Номинальные размеры К. приемщика и их допуски на неточность изготовления. К. приемщика получают специальные размеры, отличные от рабочих К. Эти размеры выбираются с тем расчетом, чтобы через К. приемщика могли пройти по возможности почти все предметы, принятые уже по рабочим К. и К. браковщика как новым, так и изношенным. В силу этого проходной стороне К. приемщика необходимо давать в случае пробок наименьший и в случае скоб наибольший размер вполне изношенного рабочего К., а браковочной стороне-наибольший для пробки и  Фиг. 5. наименьший для скобы размер браковочного рабочего К., с учетом допусков на неточность изготовления. При этом, конечно, приходится считаться с допусками на неточность изготовления К. приемщика; эти допуски берутся равными по величине допускам на неточность рабочих К., при чем им дается симметричное расположение по отношению к номинальным размерам К. приемщика (фиг. 5, А и Б). Допуски на неточность изготовления контрольных К. При установлении допусков на неточнвсть изготовления контрольных К. исходят из следующих соображений. Контрольные К. при поверке ими рабочих К. позволяют лишь констатировать, выходит ли рабочий К. за пределы установленных допусков или нет. Т. к. при полном совпадении размеров обоих К. контрольный К. не пройдет через рабочий, то всегда приходится допускать нек-рый зазор для того, чтобы измерение было возможным. С другой стороны, размер допуска на неточность изготовления контрольных К. должен быть меньше соответствующего допуска для рабочих К.; контрольным К. допуск на износ не дается. В Германии были проделаны большие экспериментальные исследования по вопросу о допусках на неточность изготовления контрольных К. Результаты этих работ привели к установлению допусков, к-рые приняты также Главной палатой мер и весов. Что касается расположения допусков на неточность изготовления контрольных К., то здесь приняты следующие положения. В первом контрольном К., служащем для поверки размеров нового, неиз-иошенного рабочего К., допуск отклады- вается от наибольшего размера рабочего К. отверстия и от наименьшего размера рабочего К. вала целиком в одну сторону, в направлении хода изнашивания К. Т. о., в первом случае допуск берется со знаком -, а во втором со знаком +. При таком расположении допуска исключается возможность признания годными рабочих К. с размерами ббльшими против наибольшего допустимого. : Во втором и третьем контрольном К. допуски располагаются симметрично по отношению к i тому же самому пределу, к-рый является средним и для допуска рабочего К. Материал для изготовления К. долнсен иметь тот же коэфф. расширения, как железо и сталь, т. к. изготовляемые по К. изделия бывают б. ч. из этих материалов; твердость материала д. б. достаточно большая, во избежание слишком быстрого износа; кроме того, материал должен обладать стойкостью против химич. действия кислорода, углекислоты и водяного пара, имеющихся в воздухе, и пота рук. Обычно для изготовления К. применяются машинопо-делочная, высокоуглеродистая и специальные стали с различным содержанием марганца и хрома. Тепловая обработка К. имеет целью получить максимальную твердость у измерительных поверхностей, оставляя в то же время незакаленным тело К. Т. о. избегается-коробление К. и уменьшается опасность поломки их во время работы вследствие хрупкости. В нек-рых случаях применяется также цементация стали. Темп-ра нагрева, время выдержки при определенной t°, условия закалки и отпуска-всецело зависят от сорта выбранной стали. В качестве примера можно привести следующий способ тепловой обработки К., применяемый на одном крупном америк. з-де. После обработки со всех сторон с припуском в 1,5 мм, К. нагревают до 750° в муфельной печи обычного типа и закаливают в масле. Благодаря низкому содержанию углерода (между 0,15% и 0,20%) сталь после закалки остается мягкой, поэтому дальнейшая механич. обработка К. с желаемой степенью точности выполняется без труда. После обработки К. подвергаются цементации. При t° 850° они лежат в печи в течение часа и более, в зависимости от желательной глубины слоя цементации, и затем охлаждаются вместе с печью. Наконец, К. снова нагревают до 780° и закаливают погружением в масло, после чего отпускают шлифуют и притирают. Последние две операции не должны производиться непосредственно после отпуска. Закаленный К., даже отпущенный после закалки, претерпевает в течениедолгого времени довольно значительные изменения своих размеров, пока эти последние не установятся окончательно. Поэтому необходимо выдержать отпущенный К. в течение нескольких месяцев, чтобы дать внутренним напряжениям исчезнуть или по крайней мере дойти до минимума. Однако различными приемами искусственного старее ния можно существенным образом уменьшить этот срок. Лит.: Смирнов Л. П., Нормальные калибры, Труды технич. совета Главметалла , М.. 1919, вып. 1; Кюн в., О предельных допусках в машиностроении, пер. с нем., Берлин, 1923; Г р а м е н ц к..Пригонки и допуски, пер.с нем.. М., 1926; К и н ц-ле О., Взаимозаменяемость и методы ее введения, пер. с нем., М., 1926; D о w d А. А. а. Curtis F. W., Modern Gaging Practice. N. Y., 1925; M a Ь r C, Die Grenzlehre, 5 Aufl.. В., 1926; Sculesinger G., Forschungsarbeiten auf d. Gebiete d. Ingenieur-wesens. H. 193. 194, В., 1916; Berndt G., Grundlagen u. Gerate technischer Langenmessungen. 2 Aufl.. В.. 1929; Weber A., Die naturliche u. kiinstliche Aelterung d. geharteten Staliles, В.. 1926; Ztsclir. f. Mascliinenbau*, В., 1920, В. 9, p. 227; Feinmechanik u. Prazisiom, В., 1927. Л. Залуцний. К АЛ И Й, К, металл, принадлежащий к элементам первой группы периодич, системы И к подгруппе т, н. щелочных металлов; ат, в. 39,10, ат. номер 19, Во всех своих соединениях К. одновалентен; в природе весьма распространен в виде солей (см. Калийная промышленность и Калийные соли). Впервые металлический К. был получен Деви в 1807 г. лутем электролиза твердого, слегка влажного едкого кали. Впоследствии Гей-Люссак и Тенар получали К. в ббль-ших количествах прокаливанием едкого кали с углем в стальной трубке. Современные способы получения К.: 1)электролиз расплавленного едкого кали в печах, применяемых для получения натрия (см.); 2) прокаливание углекислого К. с порошком магния в атмосфере водорода: KaCOs + 3Mg = 3MgG+C+2K; 3) накаливание едкого кали со смесью карбида железа, FeC, и угля, для чего нагревают железные опилки с тяжелыми смолами (Кастнер). При последних двух способах К. улетучивается, и пары конденсируются под слоем керосина. В продажу К. поступает обьгано в виде шариков диам. 2-3 см и сохраняется в керосине или нефтяном эфире. Чистая поверхность калия обладает серебристым блеском; тонкие слои просвечивают с фиолетовой окраской; пары калия зеленого цвета. К. кристаллизуется в кубической системе. Удельный вес его 0,862 (при 20°). К.-хороший проводник тепла и электричества. Удельная электропроводность К. при 10° составляет 15-10* мо. К. мягок при обыкновенной t°, но несколько тверже натрия; на холоду становится хрупким; 63,5°, f° m . 762,5 . Теплота сублимации калия 23 Cai на 1 г-атом. Из мол. веса, полученного по плотности пара, явствует, что молекулы К. одноатомны, однако, новейшие лсследования показали, что в парах К. и других щелочных металлов наряду с одноатомными молекулами содержится и нек-рое количество двуатомных. К. является после рубидия и цезия самым электроположительным металлом. Мерой степени электроположительного характера может служить энергия, потребная для отрыва электрона от отдельного атома металла. Эта энергия ионизации (см.) составляет для паров К. 100 Cal на г-атом. Для нормального потенциала К. по отношению к водородному электроду получено косвенным путем значение 2,92 V (при чем К. имеет отрицательный заряд). К. энергично соединяется с целым рядом металлоидов; особенно ярко выражено сродство его к галоидам и к элементам кислородной группы. Свежая блестящая поверхность калия на воздухе быстро тускнеет вследствие окисления. Окисление может итти столь быстро, что, благодаря теплоте реакции, металл плавится и воспла- меняется, сгорая с характерньш фиолетовым пламенем. Окисление К. под уменьшенным давлением или при недостатке кислорода дабт окись К., KgO; при избытке кислорода или при высокой температуре (горение К.)- перекись К., К2О4. Однако, абсолютно сухой кислород не действует на К. даже при нагревании. К. бурно разлагает воду с выделением водорода K + H,O = KOH + 0,5ll2, к-рый в присутствии воздуха обычно воспламеняется; выделение водорода происходит дале при очень низких t° (со льдом); при -105° реакция еще заметна. В хлоре, фторе и парах брома К. загорается, образуя соответственные галоидные соединения. С иодом К, соединяется со вспышкой, с жидким бромом-со взрьшом, С серой, селеном и теллуром К. энергично реагирует при легком нагревании; он непосредственно соединяется также с фосфором, мышьяком и сурьмой. Окиси, сернистые и галоидные соединения тяжелых металлов восстанавливаются калием до металла. Горячие пары К. разъедают стекло, восстановляя силикат до свободного кремния. В ацетилене расплавленный К. сгорает со взрывом; при этом выделяется саж;а и образуется карбид калия, состава KgCg. При сплавлении К. с органич. веществами, содержащими азот, получается цианистый калий, KCN (реакция на азот в органич. соединениях). Со ртутью К. образует амальдамы; с металлич. натрием дает сплав, жидкий при обыкновенной Г. При 400° К. медленно поглощает водород с образованием гидрида, КН (см. Гидриды). Степень сродства К. к различным металлоидам видна из сопоставления теплот образования Q твердых соединений (в Cal на1г-эквивалент). Вещество KF KC1 КВг KJ 134,5 105.G 95,3 80,1 Вещество КН 43,4 43,6 13 Металлич. К. растворим в жидком аммиаке. Самым замечательным свойством этих растворов является их высокая электропроводность, достигающая в насыщенном растворе значений такого же порядка, как электропроводность ртути. К. обладает заметной радиоактивностью, причина к-рой не м. б. приписана наличию примесей каких-либо уже известных радиоактивньгх элементов. Соли К. окрашивают бесцветное пламя бунзеновской горелки в фиолетовый цвет. Для спектра К. характерны две линии- красная Ка и фиолетовая Кр. Технич. применения металлич. К., повидимому, не нашел в виду того, что во всех случаях м. б. заменен более дешевым натрием. Продажный К. расходуется для лабораторных нужд и служит также для приготовления особо чистых препаратов калийных соединений.Жидкий сплав К. с натрием применяется вместо ртути для изготовления термометров. Лит.: Менделеев Д. И., Основы химии, 9 изд., т. 1-2, М.-Л., 1927-28; Handbuch d. an-organiscben Chemie, hrsg. v. R. Abegg u. Fr. Auerbach, B. 2, Abt. 1, Lpz., 1913-21; Mel lor J. W., A. Comprehensive Treatise on Inorganic a. Theoretical Chemistry, v. 2, L., 1927. И. Казарновский. КАЛИЙНАЯ ПРОМЫШЛЕННОСТЬ обнимает собою производство калийных солей из природных минералов, растительной золы
|