
|
|
|
|
Литература --> Изомерия в производственном цикле затем в положение, показанное пунктиром, для обточки начисто торца ступицы. Подача резцов д. б. при этом соответственно изменена. После этого иногда протачивают соответствующими резцами внутреннюю цилиндрическую поверхность обода и наружную цилиндрич. поверхность ступицы на длину, примерно, до спиц. Операция III заключается в расточке отверстия при помощи револьверной головки. Твердая корка (получающаяся при литье) снимается обдирочным резцом D (слева), расточка начисто выполняется затем резцом Е, после чего отверстие доводится до требуемого точного диаметра разверткой G (справа). Скалки, несущие на себе оба означенные резца, делаются с удлиненным хвостом, входящим плотно в направляющую втулку, которая вставлена в планшайбу (не показана на фиг. 5) и слулит как для удерживания скалок от дрожания так и для сообщения им требуемого направления. После расточки ступицы маховик поворачивают обработанной торцевой стороной вниз для обработки другой торцевой стороны (операция IY). Кулачки снимаются с планшайбы, и маховик устанавливается обработанной торцевой стороной обода на подставках Н, к к-рым он прижимается скобами (не показанными на фиг.), упирающимися в спицы; при этом маховикцентруется оправкой К, встав./1енной в соответствующее отверстие планшайбы и входящей плотно в расточку стуницы. Закругления краев обода и ступицы, если они требуются, производятся в операциях II и 1У при помощи специального резца. В тех случаях, когда К. с. предназначаются для обработки предметов, сильно отличающихся один от другого своими размерами (как это имеет место, напр., в ремонтных мастерских или на з-дах, работающих по случайным заказам), иногда пользуются К. с. 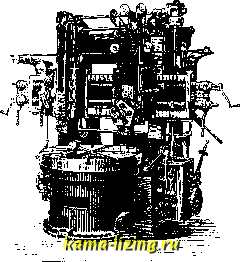 Фиг. 6. с раздвижными боковыми станинами. Последние устанавливаются на горизонтальных полозьях, что дает возможность изменять расстояние центра планшайбы до боковых станин и обтачивать предметы, большего диаметра. Для того чтобы при таком раздвинутом положении боковых станин можно было устанавливать резец в центре планшайбы, такие К. с. снабжаются добавочной поперечиной, устанавливаемой на обычной поперечине станка перпендикулярно к последней и несущей на себе собственную каретку с резцовой головкой. 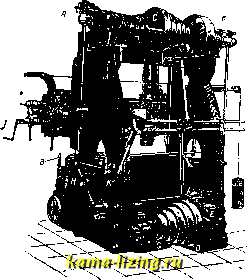 Фиг. 7. К. С. современной америк. конструкции представлен в двух видах (спереди и сзади) на фиг. 6 и 7. Он снабжен фрикционной муфтой А (фиг. 7), управляемой рукояткой В, для быстрого механическ. перемещения обеих резцовых головок в любом направлении (скорость горизонтального перемещения- ок. 275 мм/мин, а вертикального или под углом-180 мм/мии); С-ступенчатый шкив контрпривода, установленного на самом станке; D-рабочий ступенчатый шкив; Е- коробка передач, управляемая рукояткой Н: F - фрикционная муфта для остановки и пуска в ход, управляемая рукоятками (спереди станка), соединенными с фрикционным тормозом G у ступенчатого шкива D таким образом, что включение, напр., фрикционной муфты влечет за собой выключение тормоза и наоборот; J-рукоятки у обоих концов поперечины, служащие для вращения ходовых винтов и ва.?1иков при вертикально!! и горизонтальной подаче резцовых головок от руки, устроены так, что они тотчас же выключаются, когда с них снимают руку, и не вращаются при механич. подаче резцовых головок; К-рукоятка, при помощи к-рой производится перестановка ремня по ступенчатому шкиву; L-рукоятка для механич. поднимания и опускания поперечины. Такие К. с. строятся для обточки предметов диаметром от 1,2 до 2,5 м, при чем, по требованию, к ним прилагается приспособление для нарезки винтовой резьбы. Более крупные К. с. устроены приблизительно по этому же принципу, но отличаются от опи- санного более массивной конструкцией и от-дельньши деталями. К. с. делаются также с моторами, установленными на самом станке. Характеристика К. с. (по немецким данным) приведена в табл. 1. г а б л. 1 .-X арактеристика карусельных станков. независимо одна от другой и м. б. поставлены почти рядом, для одновременной обработки предметов небольших диаметров (что неосуществимо у обыкновенных К. с). Такие К. с. строят для обточки предметов диамет- Наибольшнй диаметр обточки в JW.H Наиб, высота об раб. нредме-та над верхним краем планшайбы в мм Наиб.вес обрабатываемого предмета в т Наиб, вертик. ход резца в Л1М Число оборотов п.чаишай-бы в мин. Величина вертик. и горизонтальн. подач в ,А(.и за один оборот планшайбы Рекомендуемая мощность мотора в ff
Примечание. Меньшие мощности моторов большие-для обработки стали. Особый тип к. с.-револьверный, новейшей конструкции, представлен на фиг. 8. Особенность его заключается в том, что у него имеется револьверная головка А на 5.резцов, снабженная приспособлением для точной установки ее над центром планшайбы. Эта головка может передвигаться как в горизонтальном, так и в вертикальном направлениях, а равно и устанавливаться под углом, подобно тому как было описано выше. указаны для обработки преимущественно чугуна, а 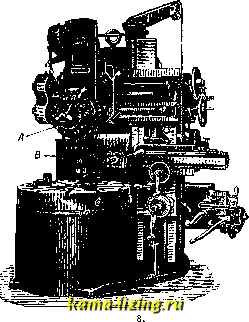 Фиг. Вторая, боковая головка В, обычного типа, перемещается в отдельной поперечине, могущей также передвигаться в вертикальном направлении. Обе эти головки перемещаются ром до 1 м; потребная мощность около 15 JP. Кроме описанных выше, существуют еще К. с. специальных типов, как, например, для обработки паровозных и вагонных колес. Преимущества К. с. по сравнению с токарными, в частности лобовыми станками, заключаются в следующем: 1) обрабатываемый предмет м. б. легко положен на планшайбу, быстро выверен и закреплен на последней; 2) вес планшайбы и обрабатываемого предмета, а равно и давление резца, передается непосредственно большой опорной поверхности, благодаря чему достигается ббльшая точность обработки; 3) быстрота подготовки к работе; 4) возможность снимать ббльшую стружку, благодаря большойопорн. поверхности планшайбы. В виду этих преимуществ обработка на К. с. производится значительно быстрее, чем на токарных станках, как это видно из табл. 2. Табл. 2.-П родуктивность работы токарного и карусельного станков.
При обработке на К. с. крупных предметов доступ к последним, а следовательно, промер их, равно и удаление стружек менее удобны, чем на лобовых станках. Стоимость К. с. также значительно выше, чем лобовых станков. Однако, несмотря на сравнительно высокую стоимость, К. с. пользуются большим распространением, и область применения их все более и более расширяется. Этому в значительной степени способствуют вводимые в них за последнее время усовершенствования. Так, например, в С. Ш. А. в последнее время получают распространение многошпиндельные автоматические К. с. Принцип работы такого станка вполне сходен с таковым многошциндельного автомата (см. Токарные станки автоматические) с той лишь разницей, что рабочие шпиндели располагаются не горизонтально, а вертикально. Лит.: 1) Гавриленко А. П., Механическая технология металлов, ч. 4, вып. 3, Москва. 1925. Hutte (производственный), вып. 3, Москва, 1926; Н й 1 1 е Fr. W., Die Grundziige der Werkzeugmasclii-nen u. der MetaUbearbeitung, B. 1, 5 АиП., В., 1926; Н u 11 e Fr. W., Die Werkzeugmaschinen, 4 Aufl., В., 1919; Schiess-Defries-Nachricliten , Messheft 2, Dusseldorf, 1927; Franklin D. J., Turning and Boring, New York, 1915; Machinerys Encyclopedia, v. 1, p. 469-476, N. Y., 1925. B. Пальм. КАРЧЕПОДЪЕМНИКИ, снаряды для за-хватьшания и удаления со дна рек и водоемов карчей (каршей), т. е. затонувших пней с корнями, а иногда целых деревьев, упавших в воду с подмытых и обвалившихся берегов, затонувших бревен и т. п. Для захватывания карчей служат железные цепи, к-рые под карчи подводятся руками или при помощи железных вилок (фиг. 1), или железные стержни (винтовые болты) с проушиной на одном конце и винтовой нарезкой на другом (фиг. 2). Сначала вилкой подводят под карчу веревку, к которой привязан Фиг. 2. конец цепи, а затем за веревку притягивают цепь и поднимают карчу. Стержень же ввинчивается в карчу посредством рычага, продетого в проушину, а вытаскивается карча при посредстве цепи, прикрепленной к кольцевому утолщению. Когда карча захвачена цепью или канатом, ее извлекают из воды при помопщ более сложных карчеподъемных снарядов или карчевницы. Для облегчения подъема карчей и деревьев, занесенных значительными наносами, прибегают к подрьшным работам. Подъем небольших карчей производится с переносных козел при помощи блоков - обыкновенных или дифференциальных. Подъем значительного количества или объема карчей производится при помощи кранов, устанавливаемых на судах. Самый простой тип К. для подъема небольших карчей и перемещения их в подвешенном состоянии на другое место указан на фиг. 3. Носовая часть судна снабжена наклонным бревном, опирающимся на борт, а нижним концом прочно прикрепленным к кильсону, т. е. к балке, идущей вдоль судна по днищу; конец бревна снабжен блоком и подъемной цепью. Для  Фиг, 1. подъема на значительную высоту К. снабжают подъемными кранами. Подобного рода К. представляет собою плоскодонное судно.  Фиг. 3. корма к-рого снабжена наклонной стрелой (фиг. 4) с блоком и цепью или канатом, или состоит из 2 больших лодок, соединенных между собой поперечными балками и фермами, к к-рым прикреплены тали с подъемной силой не менее 10 т; эта конструкция более устойчива, т. к. поднимаемый груз находится все время между судами. Средняя производительность карчеподъем-  Фиг. 4. НЫХ снарядов за навигационный период- 100-150 предметов (карчей, деревьев и т. п.). За последнее время обычно при осушительных работах, при углублении и спрямлении рек экскаваторами (см.) расчистку русла от карчей ведут при их ле помощи, пользуясь с этой целью щипцовыми ковшами. К., применяемые в торфяном деле (см. Гидравлический способ добычи торфа), носят название подъемных пеньевых кранов и по конструкции подходят к экскаваторам. Лмт.; А к у л о в К., Брилинг В.иМар-целли М., Курс внутренних водных сообщений, т. 1, М.-Л., 1927; Зброжек Ф., Курс внутрен. водяных сообщений, 3 изд., П., 1915. А. Капабугнн, КАСАТЕЛЬНАЯ, см. Дифференциальная геометрия. КАССА НАБОРНАЯ, деревянныйяпщкдля размещения типографск, шрифта, с отделениями для каждой отдельной буквы или знака. Подробно см. Набор типографский. КАССОВЫЕ АППАРАТЫ. Кассовый, контрольный или регистрационный, аппарат служил еще недавно только для регистрации всякого рода приходов и расходов в торговых и коммерч. предприятиях, давая легкий и надежный контроль, предохраняющий от различного рода как случайных, так и умышленных ошибок. В последнее время, менее 10 лет тому назад, круг применения К. а. значительно расширился. С развитием банковских операций, загромождением бухгалтерских аппаратов, вызванным производством учета при платежах за коммунальные услуги (вода, газ, электричество и пр.), с расширением работы страховых касс и пр. нагрузка слулсащих настолько повысилась, что явилась необходимость, с целью быстрого и надежного проведения операций, ввести в этих учреждениях механич. аппарат, облегчающий и заменяющий медленную руч-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||