
|
|
|
|
Литература --> Изомерия в производственном цикле условиям удовлетворяют следующие размеры трапеций: .Для масшт. 1< 100000 . 1 : 50000. 1 : 25000. 1 : 10000. По долготе 30 15 7,5 2,5 По широте 20 10 5 При ЭТИХ размерах в одном планщете 1:100 ООО масщтаба помещается 4 плашпе-та 1: 50 ООО; в 1 плашпете 1: 50 ООО-4цлан-лхета 1: 25 ООО и в 1 планшете 1: 25 ООО-6 планшетов 1:10 ООО. Для карты в масштабе 1: 200 ООО размеры листа установлены в 2° по долготе и 40 по широте, а для 1:1 000 000 карты размеры рамок и разбивка листов приняты установленные для международной карты того же масштаба, а именно: 6° по долготе и 4° по широте. Т. о., в одном листе 1:1 000 000 карты заключается 18 листов 1:200 ООО карты, 144 листа 1:100 ООО карты и 576 листов 1: 50 ООО карты. Масштабы существующих планов и карт в разных государствах весьма разнообразны. Из новых карт (в метрических мерах) в СССР наиболее распространены карты следующих масштабов. 1) 100 ж в 1см (1:10 000)-землеустроительные планы, 2) 250 м в 1 см <1:25 ООО)-точные топографические съемки, .3) 500 ж в 1 cjw (1: 50 ООО)-топографич. съемки к востоку от Пулковского меридиана, 4) 1 км в 1 см (1:100 000)-карта того же района, 5) 2 кл в 1 сл1 (1:200 ООО)-новая карта западного пограничного пространства, 6) 10 кж в 1 см (1:1 ООО ООО)-масштаб, номенклатура и размеры листов этой карты те же, что и для международной. Кроме того, разными народными комиссариатами и учреждениями издаются специальные карты и в других масштабах. В 1891 г., по предложению проф. Пенка, У Международным географическим конгрес-<;ом в Берне было постановлено издавать международную карту в масштабе 1:1 ООО ООО в многогранной проекции, т. е. на отдельных листах размером 6° по долготе и 4° по широте, по однообразным для всех государств условным знакам. Многие госу*-дарства уже приступили к эд-ой работе и издали несколько листов. В СССР к составлению миллионной карты приступлено в 1919 году в Военно-топографич. управлении, но по своим условным знакам, с выражением рельефа горизонталями через 50 м. Издание карт с оригиналов, исполненных картографом, заключается в изготовлении печатных форм, т. е. клише, и в печатании с них оттисков в произвольном количестве экземпляров. Гравирование на меди. Медная доска, толщиною 2V2-3 мм, предназначенная Для гравирования, тщательно шлифуется, а затем покрывается тонким слоем воска, для чего ее слегка подогревают и прокатывают по ней в разных направлениях ладонями рук воск в виде цилиндрика. На загрун--тованную доску переносят с оригинала кар-тографич. сетку в обратном изображении и, далее, в каждую клетку полученной сетки переводят последовательно все контуры карты. Для этого их осторожно процарапывают тонкой иглой на прозрачную желатиновую лластинку, наложенную на оригинал; сняв г Э. т- IX. желатину, в процарапанные места втирают цветной порошок, накладьшают его лицевой стороной на восковой грунт в соответствующее место и протирают по контурам стальной пластинкой, отчего на грунте получаются все контуры в обратном виде; их процарапывают иглой сквозь воск на медь, после чего воск удаляется скипидаром. Само же гравирование производится грабштихелем, представляющим в поперечном сечении ромб, и заключается в выемке из доски тонкой ленты треугольного сечения. После награвирова-ния всех контуров режут подписи, затем помощью рулеток наносятусловные знаки местных предметов и,наконец, гравируют рельеф. По окончании гравировки получаются неровные края вырезок, которые сглаживают сначала шабером, а затем куском березового угля, смоченного маслом. Печатание с медных гравюр производится на особых медно-печатных станках, главную часть к-рых составляют два вала, вращаемые при помощи системы зубчатых колес. Доска, с втертой в гравюру печатной краской и наложенной на нее слегка влажной бумагой, пропускается между валами станка под известным давлением, отчего и получается оттиск. Обыкновенно в один день снимают ок. 100 оттисков, а доска дает 3 - 4 тысячи хороших оттисков, после чего изнашивается. Гелиогравюра. Т. к. гравирование исполняется медленно и гравюры обходятся дорого, то, для сохранения оригинальных досок, печатание производится не с них, а с гелиогравюрных копий. Для получения гелиогравюры прежде всего приготовляют позитивный рисунок на желатине, для чего на лист бумаги с загнутыми краями наливают жидкую желатину, смешанную с сажей; когда желатиновая пленка высохнет, ее погружают в раствор двухромовокалиевой соли и туда же опускают стеклянную пластинку, на которой бумага, вынутая вместе с пластинкой, расправляется. Затем бумага с приготовленной желатиновой пленкой кладется в печатную раму под негатив на стекле. В этой раме от действия света под прозрачными линиями негатива происходит свертывание желатины,при чем продолжительность экспозиции, зависящая от силы света, определяется особым фотометром. Полученный т. о. позитив слегка размачивают в воде и накладьшают желатиновою поверхностью на отшлифованную и высеребренную медную доску так, чтобы желатина плотно пристала к доске. Доску с приставшим к ней позитивом погружают в теплую воду (60°), отчего желатинарастворяется за исключением свернувшейся под действием света, т.н. роговой, и на доске остается рельефный рисунок из этой роговой желатины. Готовую доску погружают в гальванопластич. 6aij и на нее наращивается слой меди; в результате получается медная доска с углубленным рисунком, годная для печатания с нее. Гравирование на камне. Литографский камень, толщиною 8-10 см, перед гравированием д. б. тщательно отшлифован наждаком, а затем пемзой, после чего его покрывают густым раствором гуммиарабика с примесью около 3% азотной к-ты. Через 4-5 час. камень обмывают водой, чтобы на нем остался только тонкий слой гуммиарабика, в к-рый втирают сажу. На полученный черный грунт переводят контуры с оригинала карты таким же порядком, как и на медную доску. Гравирование производится ра-дирными иглами со стальными или алмазными концами. По окончании гравирования камень обливают льняным маслом, которому дают впитаться в резьбу. Перед печатанием rffyHT смывается водой с раствором гуммиарабика. Фотоальграфия. Отшлифованную и промытую в воде тонкую алюминиевую пластину еще в мокром виде обливают светочувствительным раствором, состав которого следующий: альбумин, полученный от 1 сбитого в пену яичного белка, 145 см воды и 4 ej№ насыщенного раствора двухромовокис-лого аммония и аммиака;, раствор употребляется по прошествии 8-12 ч. и при сохранении в прохладном и темном помещении годен в течение 10-14 суток. После облива-нияпластина высушивается в слабо освещенной комнате на центрифуге. Высушенная пластина накладывается светочувствительной стороной на негатив, помещенный в копировальную раму, и подвергается действию дневного или искусственного света в продолжение от Va ДО 30 мин в зависимости от силы света. По окончании печатания алюминиевую пластину закатьюают в полутемной комнате краской (3 ч. переводной, 1 ч. титографской и несколько капель леванду-.ювого масла), а затем погружают в воду и протирают мягким тампоном из ваты. Светоч .вствительный раствор, закрепленный све-г )м под прозрачными местами негатива, де-. {дется нерастворимым в воде и удерживается с краской на алюминиевой пластине, а иод непрозрачными частями негатива светочувствительный раствор, как не потерпевший изменений, растворяется в воде и унос IT с собой краску. В результате получается красочный рисунок по чистому алюминию. Проявленную т. о. пластину споласкивают 1ЮДОЙ, высушивают, протравляют, и клише готово к печати с него. Печатание карт производится на лито графских скоропечатных машинах (см. Литография) с камней, на к-рые предварительно делают переводы с клише. Одними из новейших и совершенных машин являются офсет-лташины, печатающие не с камня, а с тонкого цинкового клише в одну, две и больше красок. Но для печати на этой машине надо иметь клише не с обратным изображением, как при обыкновенных (плоских) машинах, а с прямым. Для издания многокрасочных 1С1ШИЙ необходимо изготовить оригиналы и клише для каледой краски отдельно. Лит.: Витковский В. В., Топография, 3 изд., Москва, 1928; 3 о и д е р в а н Г., Географическая карта, ее история, составление, воспроизведение, СПБ, 1909; Роде Г. Дж., Литографское искус-iVBO, перевод с англ., .П., 1928; Анисимов В., Гравирование цветных офортов и эстампов. П., 1922; Артамонов Н. Д., Репродукциопаая фотография, СПБ, 1911; Аузан А. И., Краткий доклад о работах Корпуса военных топографов, представленный в Междуведомственную комиссию нри Академии наук в 1917 г., М., 1919. В. Никифоров. КАРУСЕЛЬНЫЕ СТАНКИ, вертикальные токарные станки, применяемые для обточки и расточки маховиков, шкивов, шестерен. фланцев, поршней, барабанов и т. п. предметов, диаметр к-рых, вообще говоря, больше длины образующей. Конструкцию современных К. с. поясняет фиг. 1. Цилиндрич. полая станина А снабжена в своей верхней части кольцевой направляющей, слулсащей опорой для планшайбы 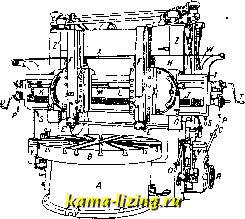 Фиг. 1. ii. Планшайба, насаженная на вертикальный шпиндель, находящийся внутри означенной станины, приводится во вращение посредством привернутого к ней снизу зубчатого колеса, находящегося в зацеплении с конич. шестерней (не показана на чертеже). Последняя сидит на валу, получающем вращение непосредственно и.ли при помощи коробки скоростей от ступенчатого шкива, pacno./io-женного позади станка. Для включения или выключения коробки скоростей имеется рукоятка С, рукоятки же D (с обеих сторон) слулсат для пуска в ход или остановки станка. Обрабатываемый предмет устанавливается на означенной планшайбе, закреп.ляется и обтачивается резцами, залн:атыми в головках Е. Головки Е сидят на ползунах F, к-рые могут перемещаться в вертикальном направлении по направляющим G супортов Н, установленных на поперечине I. Супорты Н могут перемещаться вдоль поперечины I в 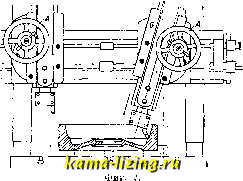 горизонтальном направлении. Подача резцов как в вертикальном, так и в горизонтальном направлениях может производиться механическ. путем или от руки. При обточке плоскостей, параллельных планшайбе, су- порт (один или оба) вместе с резцовыми головками Е перемещается в горизонтальном направлении вдоль поперечины при помощи соответственных ходовых винтов J и К, при обточке зке (или расточке) цилиндрич. поверхностей головки со своими ползунами перемещаются вертикально в своих салазках при помощи соответственных валиков Ln М. Т. к. для каждой головки имеются отдельные ходовой винт и валик, то эти головки могут перемещаться независимо одна от другой. От главного ступенчатого шкива получают вращение вертикальные валы О (с обеих сторон станка), передающие вращение упомянутым выше ходовым винтам и валикам при помощи конич. зубчатых передач у обоих концов поперечины. Включение той или другой вертикальной или горизонтальной подачи производится при помощи рукояток Р. Величина подачи (на 1 оборот планшайбы) устанавливается помощью маховичков R (по одному для каждой резцовой головки). Рукоятки S с обеих сторон станка служат для перемены направления горизонтальных и вертикальных подач той или другой резцовой головки, а рукоятки Т и и-для горизонтального и вертикального передвижения этих головок от руки при установке резцов в начале работы. У станков других конструкций вертикальное перемещение головок от руки производится при помощи маховичков Jl (фиг. 2). Для более Фиг. 3. быстрой установки резцов, К. с. современной конструкции снабжаются рукоятками V (фиг. 1), при помощи к-рых механич. подачи автоматически выключаются, после чего каретки с резцовыми головками м. б. быстро передвинуты в требуемое положение. Для облегчения подъема ползунов F последние соединяются с цепью или стальным канатом X, с подвешенным на коще грузом Y. Поперечина может подниматься и опускаться по вертикальным направляющим боковых стоек Z и Z при помощи передачи, к-рая включается поворотом рукоятки W. Обычно поперечина закреплена наглухо на боковых стойках болтами, которые отпускаются перед каждой новой перестановкой ее и затем снова закрепляются. Почти все современные К. с. крупных и средних размеров снабжаются двумя резцовыми головками, одна из которых делается часто в виде револьверной головки, приблизительно такого же устройства, как у револьверных станков (фиг. 3 и 6). Для точки на конус направляющие G могут быть повернуты на требуемый угол а (фиг. 2); для отсчета угла поворота каретки снабжаются шкалой с делениями. Для обточки сферич. поверхностей (напр. выпук- лых ободов шкивов и т. п.) к. с. снабжают иногда особым приспособлением, при помощи которого резец, при его поступательном движении вниз, имеет боковую подачу, пока 1 №ammi 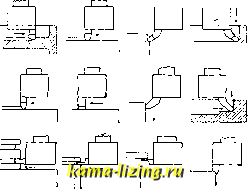 Фиг. 4. ОН не дойдет до середины обода, после чего боковая подача совершается в обратную сторону [1]. На фиг. 3 показана схематически обточка плоскости, параллельной планшайбе (слева), и цилиндрич. поверхности (справа): А представляет собою планшайбу, В-обрабатываемый предмет. В первом случае резец С, закрепленный в револьверной головке Б, движется в горизонтальном направлении, во втором случае резец, установленный горизонтально в деригавке, перемещается в вертикальном направлении. Различные типы резцов и способы их применения для К. с. показаны на фиг. 4. Пример типичной работы, выполняемой на К. с, (обточка и расточка маховика), представлен схематически на фиг. 5. Обод маховика зажат с внутренней стороны четырьмя кулачками, и обработка его производится одной простой резцовой головкой (слева) и одной револьверной (справа)..В операции I резец В (в револьверной головке) производит обдирку торцевой стороны обода, в то время как резец С (в простой головке) выполняет ту же работу по отношению к цилиндрич. поверхности последнего. После того как резец В пройдет торцевую сторону 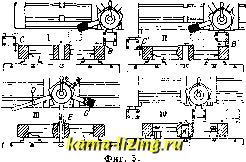 обода, его переставляют в положение, показанное пунктиром, для обдирки торцевой стороны ступицы. Операция II состоит в обточке начисто тех же поверхностей резцами С и Б, из к-рых последний переставляется
|