
|
|
|
|
Литература --> Изомерия в производственном цикле робок с печатью в несколько красок, бронзированием, тиснением и пр. существуют автоматы, изготовляющие непосредственно из ролевой бумаги, при формате 25x30 см, до 6 ООО коробок в час. Давленые и тянутые коробки. Картон при обработке горячими прессами принимает и сохраняет придаваемую ему штампом и матрицей форму. Таким образом изготовляют круглые или овальные коробки. Первоначально заготовляются из картона длинные цилиндрич. трубки, или так называемые гильзы. Для этого картон режут на такие прямоугольные куски, чтобы при навивании на вал соответственного диаметра получился по всей окружности двойной слой картона. Половина этого куска смазывается клеем, для того чтобы оба слоя картона, из которых состоит гильза, прочно соединились между собою. Самая навивка происходит на специальной машине, состоящей из навивочного и притирочного валов, из которых последний все время подогревается. Полученная таким образом гильза разрезается специальной резальной машиной на кольца соответствен, ширины, в зависимости от высоты требуемых коробок. Заранее отштампованные круглые донышки вставляются в эти кольца при помощи особой формы, а края трубки заканто-вываются под сильным давлением нагретым инструментом, так что образуется круглый валик, препятствующий выпадению донышка. Приблизительно таким же способом изготовляются круглые коробки с выступающим кантом, с тем лишь отличием, что здесь донышки имеют больший диаметр, а для того, чтобы они вошли в трубку, им сообщается выпуклость. Трубки вместе с донышками вставляются в форму, и здесь выпуклость донышек расправляется, вследствие чего края трубки выступают наружу и заканто-вываются, образуя сбоку ровный и красивый ободок. Одновременно на крышку наклеивается гуммированный этикет. Все эти операции выполняются под давлением на фрикционных или винтовых прессах, при чем все инструменты, соприкасающиеся с картоном, д. б. нагреты. Таким же способом изготовляются овальные и даже четырехугольные коробки, с тою лишь разницей, что заготовленным кольцам сообщается при помощи нагретых форм и. сердечников требуемая форма. Выпуклые формы и рельефное тиснение аналогичным способом могут придаваться и клееным коробкам. Волнистый картон. Волнистый,или гофрированный, картон представляет собою чрезвычайно эластичный упаковочный материал, способный прекрасно амортизировать удары и толчки; он особенно часто применяется для пересылки хрупких предметов. Гофрированный картон представляет собою рифленую бумагу, оклеенную с одной или с обеих сторон гладкими бумажными .листами. Благодаря этому рифли не расправляются и при нажиме оказывают легкое пружинящее сопротивление. Гофрированные коробки изготовляются теми н<е резальными, высекальными и сгибатель-ными машинами, но, разумеется, приспо- собления, подающие картон, должны иметь такое устройство, чтобы не сминать рифлей. Для коробок, изготовляемых целиком из волнистого картона, употребляется картон, оклеенный с обеих сторон, для вкладышей же в обыкновенные коробки идет картон, оклеенный с одной стороны. Весьма часто гофрированные коробки являются лишь дополнительной упаковкой для товара, уже уложенного в специальные коробки. Отдельные части гофрированных коробок скрепляются исключительно проволокой. Лит.: Valenta Е., Die Rohstoffe d. graplii-schen Druckgewerbe, B. 1 - Das Papier, seine Herstellung, Elgenschaften, Verwendung in d. graphischen Drucktechniken, Priifung, usw., 2 Aufl.. Halle a/S., 1922; Hess W., Die Papier-Pragetechnik, 2 Aufl., Berlin, 1923; Hess W., Die Praxis der Pappen-verarbeitung, B. 1-2, Berlin, 1922-24; Hess W., Die Kartonnagen-Fabrikation, Berlin, 1926; К г u m-bi e g e 1 W. und L a n g e R., Der Kartonnagen-Prak-tiker, Dresden, 1926; Schubert M., Die Papier-verarbeitung, B. 1-Die Kartonnagen-Indiistrie, Berlin, 1922. P. Киббель и Ю. Гоасеев. КАРТОНАСЕКАЛЬНАЯ МАШИНА. При выработке фасонных (узорчатых) тканей при помощи жаккардовой машины употребляется жаккардов картон, к-рый состоит из отдельны? нарезанных четырехугольных кусков плотного бумажного картона, так наз. карт. Ширина и длина карт доллшы точно соответствовать размеру стороны или грани призмы жаккардовой машины, для которой, в зависимости от ее величины (количества игол), картон предназначается. Каждая карта жаккардова картона имеет просеченные или пробитые круглые отверстия которые во всей своей совокупности обусловливают подъем нитей основ, нулный для образования требуемого узорав исани. Отдельные карты с насеченными на них отверстиями связываются между собой в бесконечное полотно или ленту и представляют собою то, что называется жаккардовьем картоном. Насечка или пробивка от-дельн:х карт жаккардова картона производится по специальному рисунку (патрону)-на особых машинах, называемых картона-секальньши или картопробивными. Насе-кальные машины для насечки карт жаккардова картона строят для жаккардовых машин на 200, 400, 600 игол и свыше. По характеру конструкции К. м. можно подразделить на два существенно различных и типичных вида: 1) К. м. английской системы (см. фиг. 1) и 2) К. м. хемницкой системы (фортепианные, или клавишные, фиг. 4). Главное различие между указанными системами заключается в том, что в К. м. английской системы во время просечки карты последняя подвигается перпендикулярно по отношению, к работающему на машине, а в К. м. хемницкой системы-пара.члельно. Сущность устройства и работы К. м. английской системы состоит в следую-- 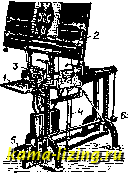 Фиг. I. щем (фиг. 1). На металлич. столе-подставке машины 1-при помоши двух неподвижных стоек укреплен пюпитр 2 для патрона- рисунка предназначаемой к просечке и выработке ткани. Непосредственно на столе расположен картонасекальный механизм 3, соединенный металлич. тягами 4 с двумя подножками 5. Перед пробивкой цельная карта закладывается в картонасекальный механизм и передним своим концом зажимается в подвижной каретке особым пружинным зажимом. После пробивки в карте каждого поперечного ряда отверстий каретка с зажатой картой автоматически передвигается на расстояние одного ряда; движению каретки способствует действие одной из подножек 5 (правой) и груза в. Устройство самого насекального механизма заключается в следующем. В металлич. коробке Н (фиг. 2) распололены в вертикальном положении, в один ряд, стальные круглые бородки Б, в данном случае в количестве 12 штук, и один бородок Ш, т. н, шиповой. Число бородков в машине должно равняться числу отверстий в одном вертикальном ряду призмы жаккардовой машины. От числа отверстий в вертикальном ряду 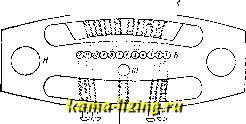 Фиг-. 2. призмы или от числа игол в вертикальном ряду жаккардовой машины зависят как конструкция, так и применение К. м. Так, например, если насекальная машина предназначается для жаккардовой машины в 600 игол, при чем в одном вертикальном ряду последней будет 12 игол, то К. м. должна строиться с 12 бородками. На такой машине возмонсно производить насечку карт для жаккардовых машин не только в 600 игол, но также в 200 и 400, но не свьнпе 600 игол. Под коробкой с бородками рас-X 1 положены одна над другой две наглухо укрепленные металлические плитки H-Hi (фиг. 3) с отверстиями для прохождения бородков. Между этими плитками имеется свободное пространство около 2-3 мм по высоте, т. е. равное толщине картона карты и по ширине равное ширине карты. В это пространство пропускается передний конец карты, соединенный при помощи зажима с подвижной кареткой. Как это видно из фиг. 2 и 3, каждый бородок имеет в верхней части коробки пружинный клавиш. Фиг. 3 иллюстрирует два положения бородка. Первое положение:  Фиг. 3. когда нажатием пальца руки в коробку вдавливается один из клавишей К, то последний своим концом придется над головкой бородка Б; если в этот момент наступить на левую поднон-жу и этим дать металлической коробке двилсение вниз, то бородок Б 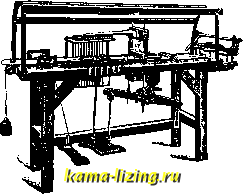 Фиг. 4. пробьет в карте круглое отверстие. Второе положение: если перед наступлением на подножку ни один из клавишей К не будет нажат, то его конец не будет приходиться над бородком; в этом случае, хотя коробка и опустится, бородок не пробьет карты, т. к., не имея сверху никакого упора, он опустится только до поверхности карты. Что касается К. м. хемницкой си-с т е м ы (фиг. 4), то следует заметить, что принцип просечки карт на этой машине остается тот же, что и на машине англ. системы, т. е. в каждой карте пробиваются один за другим поперечные ряды. Разница заключается лишь в устройстве картонасекаль-ного механизма и в направлении передвижения просекаемых карт; о последнем было сказано выше. На фиг. 5 изображена схема картонасекального механизма машины хемницкой системы, дающая возможность ознакомиться с механизмом в плане и в боковом разрезе. Цифрами 1, 4, 8 обозначены 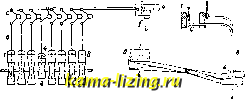 Фиг. 5. клавиши а, к-рые укреплены на рычагах jiepBoro рода. Эти рьгааги на другом конце соединены посредством стержней е с угловыми рычагами с. От рычагов с идут стержни d. к ползункам е, которые устроены так, что бородки / совершенно свободно проходят возле них. Когда какой-либо из клавишей нажат (на фиг. клавиш 4), то ползунок е надвигается на головку бородка, и при нажиме на подножку бородок пробьет карту. Кроме К. м. описанных конструкций, имеется еще целый ряд К. м. как для осо- бого рода работ, так и для специальных жаккардовых машин, в частности для машин Верболя. Что касается порядка нажатия клавишей, т. е. порядка просечки, то последняя совершается в зависимости от патрона (рисунка). Предварительно на карте просекают вязочные и шиповые дыры, а затем дыры, соответствующие рисунку. Для шиповых дыр в К. м. имеется специальный шиповой бородок большего размера; для вязочных дыр служат бородки, предназначенные для рисунка. Порядок просечки рисунка и действие машины происходят следующим образом. На пюпитре машины, между двумя его линейками, укрепляется патрон (рисунок), при чем на нижней линейке накалывается особый масштаб из бумаги с делениями ,соответ-ствующими размеру больших квадратов числительной (канвовой) бумаги патрона. Нижняя линейка устанавливается на патроне так, что оставляет на виду всего только один горизонтальный ряд клеточек, которые указьшают места подъема основных нитей над первой прокидкой утка. Насекальщик, зачитывая в порядке патрона число закрашенных клеточек, надавливает соответствующие клавиши и пробивает соответствующие дыры в поперечном ряду карты; незакрашенные клеточки патрона принимаются в счет, но остаются на карте непро-битьпш. На фиг. 6 наглядно показано, в каком порядке зачитывается насекальщиком патрон Л, какие отверстия в карте К пробиваются и какие клавиши были нажаты. Лит.: W i с к а г d t А., Die Webereimascbinen, Lpz., 19И; Т a у 1 о г J. Т., Cotton Weaving а. Designing, L., 1923. С. Молчанов. КАРТОННОЕ ПРОИЗВОДСТВО можно подразделить на следующие основные операции: 1) подготовка массы для формования оо (D О О ® ООО i ОО Ф оо Ф оо о® оо Ф Фиг. 6. аппаратах: бегунах, ролах, мельницах Жор-дана и пр.; методы обработки изменяются в зависимости от назначения композиции и картона. Особенностью, отличающей К. п. от бумажного, является необходимость, наряду с обеспечением некоторой прочности вдоль листа, достигнуть также достаточной связи между волокнами в понеречн. направлении, чтобы картон не расслаивался. 2. Формование картонного листа. В зависимости от типа картонодела-тельных машин следует различать: а) ординарный картон, вырабатьшаемый на машинах с плоской сеткой (столовых машинах); б) обыкновенный прессованный (навивной) картон, изготовляемый на папочных машинах с сеточным цилиндром; в) многослойный машинный картон, изготовляемый на многоцилиндровых картоноделательных машинах; г) клееный картон (двойной, тройной и т. д.). Ручная вычерпка картона применяется крайне редко и только для выработки самых высоких сортов картона (рисовального, чертежного). Описание техники ручной вычерпки-см. Бумажное производство, в ы-черпка бумаги. Столовые машины с плоской сеткой применяются для выработки картона тонких сортов (напр, ролевого пресшпана), картона из очень жирной, т. е. плохо отдающей воду, массы и, наоборот, картона из очень тощей массы, к-рый при выработке из многих слоев склонен расслаиваться. Столовые машины с плоской сеткой применяют главным образом для выработки соломенного картона и кровельного картона. По своей конструкции они весьма мало отличаются от столовых бумагоделательных машин (см.). Они снабжены второй сеткой и предварительным прессом, расположенным перед гауч-прессом. Сеточная часть такой машины, предназначенной для выработки соломенного картона, изобраясена на фиг. 1. Соломенная масса из напускного ящика А поступает на фартук С и отсюда на сетку Е. В конце сосунов G картонное полотно дни- /0 н 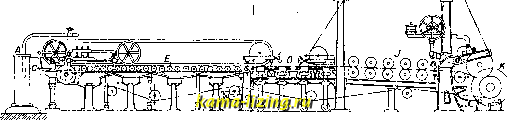 Фиг. 1. картонного листа, 2) формование (отливка) картонного листа, 3) сушка, 4) отделка, сортировка и упаковка. 1. Подготовка массы. В производстве картона пользуются теми же полуфабрикатами, что и в бумажном производстве. Обработка и подготовка их для получения массы, годной к отливке на картоноделательных мащинах, по существу мало отличаются от подготовки волокна для формования бумажного листа и производятся на таких не т. 9. т. /А. жется между двумя сетками-нижней Е и верхней Н, где отжимается несколькими парами предварительных прессов J, оттуда поступает на гауч-пресс К и далее на прессовую и сушильную части машины. Современные машины описанного типа имеют ширину до 3 J№, нижнюю сетку длиною от О до 24jit и верхнюю от 9 до 10 ж. Рабочие скорости столовых картонных машин, для случая выработки соломенного и толевого картона, приведены в следующей таблице.
|