
|
|
|
|
Литература --> Изомерия в производственном цикле Табл. 2.-Производство картона в СССР в 1927/28 и в 1928/29 гг. (в m и %).
К. в среднем составляет свыше 20% от выработки бумаги. и. Ковапевсний. Лит.: см. Картонное производство. КАРТОНАЖНОЕ ПРОИЗВОДСТВО, массовое изготовление различных предметов из картона, папки и плотной бумаги, гл. обр. коробок, футляров и т. п. видов упаковки. Сильному развитию К. п. за последние 20 - 25 лет способствовало чрезвычайно широкое применение автоматических машин, которые режут, прикраивают и фальцуют картонный материал, скрепляют коробки клеем или проволокой, снабжают их печатным текстом, рисунками, рельефным тиснением, отсчитывают и. маркируют. Т. к. каждый товар требует специальных упаковочных коробок в смысле фасона, размера, материала и отделки, то на практике для каждого вида товара весьма часто строятся специальные автоматы. Иногда такие автоматы устанавливают непосредственно на предприятиях для своей продукции: так, например, на табачных ф-ках устанавливаются специальные автоматы, которые изготовляют мелкие коробки непосредственно из ролевой бумаги, при чем не только высекают, оформляют и склеивают коробку, но и снабжают ее печатью в несколько красок, тиснением и -бронзированием, вкладывают в нее папиросы и задвигают клапан. Соеди-ненрхе ряда автоматов транспортерной .яен-той создает возможность непрерывнопоточ-ного производства. Основным материалом для выдстки картонажей слунсат папка и картон, реже - плотная бумага (см. Картон). В дальнейшем изложении все виды этого материала будут называться картоном. В зависимости от назначения картонажных изделий у нас применяются гл. обр. три сорта картона: серый, белый и желтый. Серый картон имеет в К. п. весьма ограниченное применение, так как вследствие ломкости он непригоден для сгибания. Белый картон также не отличается особой прочностью и применяется лишь в тонких сортах и преимущественно для упаковки пищевых продуктов, в виду отсутствия примесей, которые могут вредно влиять на заключенный в коробках товар. Наиболее широко применяется в картонажном производстве желтый картон, так как он отличается прочностью и вязкостью и легко поддается тиснению и сгибанию. Для изготовления волнистого, или гоф-фрированного, картона употребляется более дешевый, хотя и очень хрупкий картон из соломы. В последнее время появились т. п. твердые папки, состав и способ изготовления к-рых весьма различны и часто составляют секрет фирмы. Эти виды картона служат главн. обр. суррогатами кожи, дерева и т. п. материалов для различных технич. целей. Сюда относится также вулканизованная фибра, представляющая собою вид картонного пергамента и изготовляемая из чистой хлопчатобумажной целлюлозы путем обработки хлористым цинком. Картон применяется в К. п. либо в том же виде, в каком получается с ф-ки, либо предварительно подвергается особой отделке, в зависимости от качества картона и его назначения. При изготовлении клееных коробок необходимо, чтобы картон имел способность склеиваться, т. е. не был чрезмерно гигроскопичен. Из всех видов картона серый лучше всего склеивается. Прочие виды картона часто приходится предварительно оклеивать тонкими листами бумаги. Этот процесс называется кашированием. Иногда, в интересах экономии материала, когда требуется толстый картон, основной слой дешевого картона оклеивается картоном лучшего качества (облагораживается). Если картонная упаковка должна совершенно не пропускать влаги, жиров, кислот и пр., то картон подвергается соответственной обработке. Предварительное облагораживание картона часто делается для снабжения его изящной отделкой и украшениями, т. к. этот способ гораздо экономичнее, чем соответствующая обработка готовых картоналсей. С этою целью картон каши-руется цветной или узорчатой бумагой, с рисунками и изобранениями, с шероховатой и бархатистой поверхностью, и пр. Отдельные части коробок скрепляются между собою посредством клея или металлич. скрепок. Для склеивания употребляют различные сорта животного и растительного клея, рисовый и пшеничный крахмал, декстрин и казеин. Гуммиарабик, хотя и является одним из лучших клеевых составов, употребляется редко вследствие его высокой цены. Животный, или столярный, клей отличается высокой схватывающей способностью, но должен применяться в нагретом виде и часто содержит в себе примесь кислот, к-рые вредно влияют на окраску картонажей. К растительному клейстеру, к-рый приготовляется из крахмала, завариваемого крутым кипятком, прибавляется обыкновенно немного квасцов, карболовой, салициловой к-ты и т. п. средств, во избежание брожения клейстера при долгом стоянии. Весьма хорошим и опрятным склеивающим веществом является раствор декстрина, к-рый входит также в состав многочисленных патентованных видов т. н. холодного клея.. Последний имеет то преимущество, что его можно разводить до необходимой консистенции холодной водой; он очень удобен для машинной работы. В последнее время входит в употребление клей, изготовляемый из казеина. Клей этот с успехом применяется для каширования картона, так как совершенно прозрачен, не влияет на цвет крашеных бумаг и по высыхании образует гибкий, не трескающийся слой. Металлич. скрепления, применяемые вместо клея для соединения частей картонажей, имеют форму кнопок, проволочных скобок или зубчатых полосок. Кнопки, круглые или многоугольные, с длинными или короткими зубцами, бывают разных цветов, оцинкованные, никелированные и проч. Для скобок применяется проволока или лента разной толщины (до 20 сортов), смотря по толщине картона и требуемой крепости соединения. Проволока д. б. достаточно крепка, чтобы пробивать толстые слои картона, но в то же время и достаточно гиб-rTTrY~Y~Si, чтобы не ломаться ууииууипри. загибе. В послед-WС(0 17[Z jjgg время очень распространено сшивание зубчатыми полосками (фиг. 1), отрезаемыми в Фиг. 1. процессе изготовления коробок от цельной ленты. Такие полоски не только дают очень прочное скрепление, но и придают картонажному изделию изящный вид. Эти скобки вдавливаются в картон машиной, состоящей из штемпеля, в выемке которого помещается скоба, и наковальни, на к-рую надевается скрепляемый угол коробки. При нажиме штемпеля скоба выталкивается, ее зубцы прокалывают картон и загибаются внутри коробки наковальней. По способу изготовления картонажи можно разделить на три главные группы: 1) коробки, состоящие из отдельных кусков, соединяемых между собою тем или другим способом, 2) складные коробки и вообще картонажи, изготовляемые из одного куска картона, и 3) давленые или тянутые коробки, изготовляемые в прессах при помощи нагретых инструментов. Основной и общей производственной операцией при изготовлении всех видов коробо1С является резка и прикройка картона соответственно размеру и форме изделия. Для резки и прикройки существуют два главных типа машин: пап- шеры и дисковые резальные машины (см. Kapyuono-резальные машины). Первые, дающие лишь один разрез, применяются в крупном К. п. только для первоначальной обрезки картона с одного края; дальнейшая резка картона производится на дисковых машинах, к-рые режут весьма чисто (фиг. 2а) картон толщиною до 4 мм. Дисковые ножи могут устанавливаться на любом расстоянии друг от друга и режут картон на продольные полосы. После соответственной перестановки дисковых ножей продольно нарезанные куски картона разрезаются трю ле машиной поперек. Применяются и двойные машины, в
Фиг. 2.  Фиг. 3. К-рых продольно закроенный картон передается на поперечную машину. Те же резальные машины комбинируются с различными аппаратами для сгибания картона с целью получения боковых стенок и углов (фиг. 3). Для наиболее простых картонажей, где не требуются ни особенная чистота работы ни прочность, употребляют круглые подрезальные ножи, которыми надрезьшают картон по линии сгиба (фиг. 2Ь). Эти ножи могут устанавливаться на любом расстоянии друг от друга и, прижимая картон к вращающемуся валу, надрезают его на известную глубину, что и дает возможность согнуть его в данном месте. Более совершенным способом является надрез при помощи двух дисковых ножей, которые устанавливаются или параллельно (фиг. 2с) или под углом друг к другу (фиг. 2d) и прорезают в месте сгиба чистую канавку. Место сгиба ослабляется, и в большинстве случаев его приходится укреплять посредством оклеивания бумагой или другим материалом. Этот способ применяется для толстых сортов картона и для таких картонажей, в которых требуется особенно правильная линия сгиба как снаружи, так и изнутри. Если качество или назначение изделия не позволяет ослаблять линию сгиба, то производится т. н. биговка (rillen), к-рая заключается в том, что картон вдавливается тупьЕм вращающимся диском в соответственную канавку нижнего вращающегося валика (фиг. 2е). Так. обр., хотя сцепление волокон с наружной стороны сгиба ослабляется, но прочность картона уменьшаемся незначительно, т. к. с внутренней стороны образуется уплотненный валик. Вместо одного колеса применяются иногда 2 наклоненных друг к другу диска (фиг. 2f) В последнее время способ биговки усовершенствован, и новейшие специальные сгибательные машины не разрывают волокон, а осаживают , т. е. смещают и утолщают материал в месте сгиба. На фиг. 4 Фиг. 4. представлен такой сгиб в разрезе. Средний, или нейтральный, слой ijapTOHa остается при сгибе без изменения, т. к. его волокна при этом не подвергаются ни растяжению ни сжатию. Волокна наруншого слоя получают удлинение, <-рое позволяет им свободно изогнуться в месте сгиба. Внутренний слой выпячивается внутрь, и наружные волокна испытывают меньшее растягивающее усилие. Благодаря этому картон может свободно изгибаться под любым углом, не разрываясь. Эти картоносгибательные машины имеют следующее устройство (фиг. 5). В теле стола, на к-рый укладывается картон, помещается покоящаяся на сильных пружинах 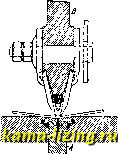 Фиг. 5. призматическая рейка А с клинообразным тупым нонздм Б, или т.н. языком. Сверху, параллельно плоскости столба, расположена перекладина Б, которая может опускаться и подниматься при помощи эксцентрикового приспособления. К боковым скошенным поверхностям перекладины прилегают две клинообразные рейки, к-рые наподобие щипцов захватывают картонный материал и прижимают его к боковым поверхностям языка, образуя утолщение на линии сгиба. Картоносгибатель -ные машины по большей части одновременно делают и шлицы, т. е.разрезают картон на продолжении линии сгиба, для образования боковых стенок и подрезания лапок, к-рыми боковые стенки скрепляются между собою. Если же етенки коробок соединяются впритык, то лишние куски высекаются. Т. к. при глубоких коробках высечка углов вЛечет за собою большую потеркг материала, то в этих случаях чаще основание и боковые стенки вырезаются отдельно, и коробки составляются из отдельных частей, приклеиваемых бумагой или коленкором. Приклеивание производится или обыкновенными клеильными машинами (см.) или специальными автоматами. Затем коробка поступает на обтяжной ста;НОК для обтягивания бумагой, сбегающей в виде бесконечной ленты с барабана и проходящей через валик, покрытый клеем (фиг. 6). Оклейка может производиться одновременно и несколькими отдельньпии полосками бумаги (до 3). На той машине может производиться обтяжка коробки вместе с крышкой: такие коробки сначала накрываются крышкой, затем сплошь обтягиваются бумагой, к-рая потом разрезается на станке со всех сторон или только с трех сторон (коробки с откидной крышкой). Складные коробки имеют то преимущество, что доставляются потребителю в плоских листах, что значительно упрощает их пересылку и хранение до употребления. Изготовление складных коробок в общем сходно с вышеизложенным, с тем лишь отличием, что отпа ают процессы скрепления и обтяжки. Подготовленная надлежащим образом выкройка складных коробок пропускается обычно через специальную машину, намазывающую затворный клапан клеем, после чего коробка фальцуется и в сложенном виде пропускается через притирочный станок, представляющий собою систему нагретых валиков. На фиг. 7 изображен авто-  Фиг. 6. мат, который производит намазку клея, сгибание, притирку, подсчет и маркировку со скоростью до 400 коробок в мин. В последнее время вместо намазывания клеем коробка снабжается лапчатым клапаном,к-рый входит в специальные вырезы выкройки, так что в этом случае отпадает и операция намазывания клея. Нек-рые фасоны этих коробок  Фиг. 7. приведены на фиг. 8. Для снабжения складных коробок этикетами, рисунками и украшениями картон пускается до прикройки в литографскую или офсетную печать. Но чаще всего применяются машины, выполняющие все эти процессы одновременно, с какой 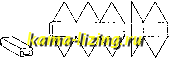 Фиг. 8. целью тигельные печатные маЩины снаблсаются высекальными норками и аппаратами для сгибов. Для того чтобы высекальные ножи не могли запачкаться краской, они делаются на 2 пункта нилсе, чем типографский набор (фиг. 9,а), а ножи для канавок и сгибов-на 3 пункта ниже (фиг. 9,Ь); к тиглю 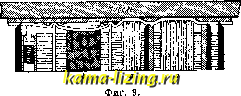 же прикрепляется соответственным образом пригнанная медная пластинка. Новейшие машины (без красочного печатания) дают при большом формате (81x61 см) до 1 500 оттисков в час; американские двухоборотные скоропечатные машины с самонакладчиком и самоприемником дают при формате 117,5 x 176,5 сл до 2 500 листов готовой кройки в час. Для производства мелких ко-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||