
|
|
|
|
Литература --> Изомерия в производственном цикле Периодическ. работа, с образованием в печи застывшего блока К. к., характерна для первоначального периода карбидной промышленности и в настоящее время почти не применяется. Первые карбидные печи строились мощностью в 100-300 kW и имели вид небольших четырехугольных железньпс тиглей, установленных на вагонетках. Довольно часто применявшийся тип печи представлен на фиг. 1. Дно печи имеет угольную футеровку А и является одним из электродов, второй электрод Б входит сверху, В- канал для отвода СО. Способ работы В таких печах основан на электропроводности нагретого карбида. Несколько печей включаются в цепь последовательно, при чем на каждую приходится напряжение в 35-40 V. При опускании верхнего электрода между ним и подом печи образуется вольтова дуга,и тогда производят засыпание приготовленной шихты: после расплавления значительной части шихты снова засьшают дугу. Для поддержания постоянной силы тока верхний электрод делается подвияным. Работа в периодич. печах продолжается до тех пор, пока карбид не заполнит тигля навею высоту. В виду того что теплоемкость и скрытая теплота плавления карбида незначительны, он довольно быстро застывает, после чего печь выключают, увозят и заменяют новой. Карбид легко отделяется от пода печи; блок вынимают при помощи крана и оставляют на 12-24 часа для полного остьшания, после чего уже приступают к отделению непрореагировавшей шихты и дроблению карбида. Значительным прогрессом явилось введение печей большей мощности, до 450-500 kW, без нилшего контакта, но с двумя отдельными подвесными электродами с самостоятельной регулировкой каждого. Устройство такой печи представлено на фиг. 2; в ней образуются две последовательно включенные дуги. Преимуществом такого устройства печи является высокое напряжение в сети и низкое напряжение на поду печи; кар- бид здесь по мере своего образования выходит из сферы действия тока, к-рый проходит только через верхний слой. В начале работы обра,зуются два отдельных блока, к-рые затем сливаются в один большой, до 1 w весом. Эти печи работают значительно экономичнее малых и по своей конструкции нредставля-тат собою переход к современным большим многоподовым печам. Способ периодич. работы несовершенен с технич. стороны и неэкономичен. Здесь неминуемы значительные потери шихты, т. к. в готовом блоке годного К. к. иногда содержится только около 50% по весу; кроме того, периодич. работа связана с неэкономичным использованием энергии и электродов, а обслуживание печи, ее чистка, дробление и сортировка блоков требуют значительного количества рабочих рук. Устранение этих неудобств было связано с разрешением про-  Фиг. 2. блемы непрерывного процесса, с периодич. выпуском готового продукта из печи в рас- плавленном виде. Главным затруднением на этом пути являлось быстрое застывание К. к. в печи: высокая электропроводность расплавленного карбида заставляет поднимать верхний электрод, т. е. удалять вольтову дугу от пода, вследствие чего нижняя часть блока затвердевает; открытие выпускного отверстия (очка) становится крайне затруднительным, а при застывшем слое в 15-20 см-и совершенно невозможным. Поэтому, во избежание закупорки очка, карбиду не дают застывать в канале, для чего утолщенным концом лома проталкивают загустевший карбид внутрь печи,так что сам канал остается свободным. Кроме того, при печах большой мощности (600 kW и выше) прибегают к периодич. про-плавлению корки при помощи вольтовой дуги, для чего соединенный с верхним электродом железный лом (иногда угольный стержень) вводится в выпускное отверстие и дает вольтову дугу, к-рая и расплавляет застывший карбид. Окончательно задача получения К. к. непрерывным процессом была разрешена в 1904-07 гг. постройкой печей очень большой мощности, измеряемой тысячами kW. Конструкции таких печей чрезвычайно разнообразны: иногда нижняя часть печи служит одним из электродов; другой же электрод подвешивают подвижно в верхней части печи (фиг. 3, где А - верхний электрод, J5 - огнеупорная футеровка); иногда оба электрода располагают горизонтально (фиг. 4, шведская трехфазная печь). В последнее время получили широкое распространение трехфазные печи, имеющие три электрода, расположенных в верхней части; ток проходит от одного электрода к другому 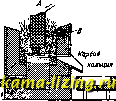 Фиг. 3. 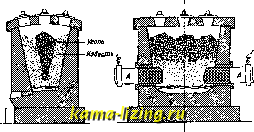 Фиг. 4. через раскаленную смесь, которая образует сопротивление. На фиг. 5 показана такая трехфазная печь с тремя вертикальными электродами А и гибкими голыми медными шинами С. Современные печи для К. к. работают почти всегда сопротивлением, т. е. рассчитаны т. о., что во время работы печи смесь исходных материалов образует источник сопротивления; К. к. в расплавленном виде стекает, на под печи, а вновь засыпаемая шихта замещает прореагировавшую и постепенно поступает в реакционную зону. Конец элек- трода погружают в смесь на десятки см; вся работа обслуживающего персонала, помимо засыпки шихты, заключается в том, чтобы не давать белому огню вольтовой дуги про-рьшаться наружу, что достигается путем окучивания шихты вокруг верхнего электрода и путем пробивания образующихся   Фиг. 5. СВОДОВ из спекшейся шихты. Это пробивание предупреждает образование корок, которые могут в процессе охлаждения печи образоваться по всему периметру печной шахты и уменьшить кпд вследствие возникновения частичных коротких замыканий тока. Печи с открытой вольтовой дугой в течение последних 15-20 лет для производства К. к. не применяются, т. к. их работа сопровождается образованием местных перегревов, ведущих к диссоциации образуемого карбида, что в свою очередь вызьшает излишнюю потерю энергии и материалов, нерегулярную работу, усиленное выделение пыли и горячих газов, которые затрудняют работу обслуживающего персонала, и значительный расход электродов при уменьшенной отдаче печи. 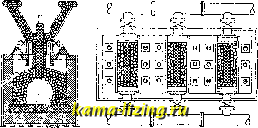 Фиг. 6. Мощность печей, при начале развития карбидного производства не превышавшая 350 - 500 kW, в настоящее время доходит до 1 500, 3 000, 6000 и даже 12 000 kW (последнее исключительно для трехфазных печей). Круглые печи на 1 OOOkW имеют диаметр 2,25-2,5 м, квадратные печи той же мощности имеют сечение от 2,25x2,25 до 2,75x2,75 м. Современная трехфазная печь на 4 ООО-4 500 kW иМеет следующие примерные размеры: длина 9 м, ширина 3 jh и высота 2,5 м. При аггрегатах большей мощности работа, вследствие высокой t° и испарений из печи, в высшей степени затруднительна. На каждую т получаемого карбида кальция выделяется из печи около 0,44 т окиси углерода, СО, которая в печах с открытой шахтой по выходе из слоя шихты сгорает в углекислый газ, COg. Для улучшения условий работы и использования СО, что может возвратить ок. 30% энергии, полезно затрачиваемой на выработку карбида, современная; технич. мысль работает над конструкцией закрытой печи. Примером такой печи может служить изображенная на фиг. 6 печь, предложенная А. Гельфенштейном. Практич. осуществление закрытых печей встречает большие затруднения вследствие того, что СО с воздухом образует взрывчатую смесь. Так как весьма трудно при высоких t°, господствующих в печи, достигнуть полной гер-метаганости и избежать подсоса воздуха, ра- бота с такими печами становится опасной и часто случаются взрьшы. В виду этого ни одна из существующих конструкций закрытых карбидных печей не получила широтного распространения в технике, и разработка таких печей носит пока экспериментальный характер. Для получения в печи Г ок. 3 000°, требующейся для хода непрерывного процесса, необходимо установить надлел:ащую плотность тока на электродах. Низшей границей плотности тока считается 2 А/сж; верхний предел зависит от свойств материала электродов; при нагрузке 8-9 А/см угольные электроды накаляются докрасна по всей длине до зажимов. Для смешанного нагревания (вольтовой дугой и сопротивлением), применяемого в современных печах Гельфенштейна, установлено следующее правило: чем вьнпе рабочее напряжение, тем больше д. б. взята плотность тока. При наиболее распространенных в настоящее время рабочих напряжениях в 50-90 V плотность тока, должна находиться в пределах 3-6 А/см. в зависимости от характера электродов. В карбидных печах применяются гл.обр. твердые оболсженные электроды, изготовляемые из смеси малозольного антрацита, ретортного угля и нефтяного кокса с каменноугольной смолой и пеком (см. Электроды). Хорошие электроды должны обладать однородной структурой, высокой механической прочностью и высокой электропроводностью: В практике применяются электроды в форме цилиндров или брусков прямоугольного сечения. Наибольшие размеры электродов в американ. промышленности достигают 5 м длины при квадратном сечении до 95 х 95 см; в Зап. Европе электроды готовят длиной до 3 м при сечении до 60 х 60 сж. Однако, чаще применяются электроды меньших размеров (25x25x200 см; 40x40x250 см; и т. п.). При больших амперных нагрузках современных печей такие электроды собирают в пакеты. Весьма важную роль в конструкции печи играют зажимы для электродов, соединяющие медный проводник, подводящий ток к печи с электродом. В зависимости от размера печи, формы электродов и от того, применяется или не применяется водяное охлалодение, типы зажимов бывают крайне разнообразны. Во всякого рода зажимах части, служащие для подвода тока, изготовляют из меди или бронзы; те же части, которые непосредственно прилегают к поверхности электродов, готовят из лселеза, стали или литой стали. Плотность тока для зажимов с водяным охлаждением допускает-  Фиг. 7. СЯ В 7 - 8 А на см поверхности контакта; при отсутствии охлаждения она не должна превышать 3-4 А на см контактной поверхности. В последнее время в карбидной промышленности начали получать широкое распространение т. н. непрерывные мягкие электроды Зедерберга; они достигают нескольких м высоты, благодаря чему ; верхняя часть электрода находится на значительном расстоянии от раскаленной части печи в спецршльно устроенной кабине А (фиг. 7). Электрод имеет рубашку из тонкого котельного железа с отверстиями на боковой поверхности для выхода газов; внутри рубашки располагается несколько железных ребер, придаюш;их ей нек-рую жесткость. Внутренняя полость рубашки заполняется специальной сильно спекаюпейся угольно1 массой. Работа по набивке и утрамбовке массы производится в упомянутой кабине, что дает возможность нарандивать электрод сверху, не прерывая работы печи. Электроды Зедерберга значительно дешевле твердых угольных электродов, хотя, с другой стороны, расход их на 1 W К. к. примерно в два раза больше, чем обычных твердых, и они должны иметь ббльшие размеры, так как амперная нагрузка их не долнна превышать 3-4 А/сл 2. Наиболее дорого стоявшей частью печей большой моЕцности являются медные шины, связываюш;ие электроды с трансформаторами. Эти шины на нек-ром протяжении д. б. обязательно гибкими, чтобы по мере израсходования электродов последние можно было опускать; вместе с тем шины должны допускать и передвижение электродов в стороны. Б. ч. они состоят из серии медных кабелей малого диам., примыкающих к жесткой части держателей электродов, состоящих из медных пластин. Нормальная плотность тока в шинах-до 1,5 А/мм. Амперная нагрузка печи регулируется перемещением подвижных электродов при помощи лебедок. На малых печах такие лебедки имеют ручной привод, а на больших печах с электродными пакетами они работают от моторов. В новейших установках часто пользуются автоматическ. регуляторами Тьюри (Thury), изготовляемыми фирмой Гено (Н. Guenod) близ Женевы, или регуляторами фирмы Сименс-Шуккерт. Ход производства. Для получения Im К. к., согласно теоретическ. подсчетам, требуется 900 кг негашеной извести, СаО, и 560 кг углерода. Практический же расход материалов, в зависимости от конструкции печи, ее мощности и условий работы, пока-зан в табл. 1. Дозировка исходных материалов производится путем взвешивания каждого из продуктов, при чем количество извести м. б; незначительно изменено в зависимости от того, какого качества лелательно получить табл. 1.-Р асход материалов в кгвкар-бидныхпечахна 1 т карбида кальция.
Продукт. Нек-рый избыток извести благоприятствует реакции. Выгорание углерода шихты в открытых печах, происходящее от соприкосновения с воздухом, компенсируется углеродом электродов, З-ды, эксплоатируюшие одновременно несколько печей, устанавливают их обычно в одну линию в просторных помещениях с хорошей вентиляцией. Углеродистый материал и известь, предварительно раздробленные и смешанные в аппаратах, снабженных автоматич. весами, подвозят к верхней части печи транспортером, снабженым специальными ковшами Д.ЛЯ засыпки. На крупных заводах материалы подвозят в н ел.-дор. вагонах прямо в заводские склады с сильно покатым полом, по к-рому они самотеком направляются к дробилкам типа Б лека. После дробления эти материалы механич. элеваторами поднимают в специальные закромы, откуда они стекают в двое автоматическ. весов. С весов материалы одновременно передают на транспортеры, к-рые сбрасывают их в один общий сток. Так. обр., приготовленная смесь подается при помощи вагонеток к электрич. печам в загрузочные ковши. При такой механизации один человек в течение 8 ч. может подготовить 20 т смеси. В печах, работающих по принципу непрерывного процесса, можно получить до 3 выпусков в час. От глубины погружения верхнего электрода в смесь существенно зависят как количество загружаемой шихты, так и потери извести от испарения при перегреве. При правильной работе печи шихта, постепенно подогреваясь, опускается вдоль электрода к реакционной зоне. Зона плавления, измеряемая расстоянием от центра электрода до внешней границы жидкого карбида, зависит от количества теплоты, излучаемой единицею поверхности электрода. Для осуществления вполне правильной работы печи надо точно установить наивыгоднейшую плотность тока, соответствующую плавлению данной шихты и образованию жидкого карбида; при недостаточной плотности тока не достигается полное восстановление извести, а при слишком повышенной- диссоципрует и частично испаряется получаемый карбид. Современные карбидные печи дают около 6 кг К. к. на kW-сутки; исследования показывают, что больший кпд м. б. получен только в печах мощностью не менее 3 ООО kW. На некоторых иностранных заводах установлены трехфазные карбидные печи в 4 000, 8 ООО и даже 15 ООО kW, которые работают вполне удовлетворительно. С другой стороны, делаются попытки использовать для предварительного нагрева шихты энергию
|