
|
|
|
|
Литература --> Изомерия в производственном цикле тип-от 7 до 12 кг, средний-20-40 кг, тяжелый-40-60 кг. Для тяжелых канатных машин вместимость отдельных шпуль достигает 3 ООО кг. Вместимость шпули в кг оказывает большое влияние на допустимое число оборотов машины в виду развивающей-. ся большой центробежной силы. Самые круп- ные машины до последнего времени строились вертикальными, так как при такой конструкции, когда все шпули расположены на одном уровне (обычно заводского пола), их легче обслужить ручным транспортом, подвозя тяжелые шпули на тележках. При современном механизированном транспорте отпадают эти преимущества, и теперь строят канатные машины горизонтальные, как более удобные с конструктивной стороны. Новейшие конструкции свивочных машин предусматривают расположение шпуль не по окружности, а последовательно вдоль оси машины. При этом соответственно уменьшается влияние центробежной силы, и имеется возможность значительно повысить число оборотов, а с этим и производительность машины. При тонкой проволоке сви-вочная машина делает 1 200 об/м. При свивке канатов следует обращать особое внимание на равномерную и достаточную натяжку проволоки при намотке, чтобы полпють плотную свивку каната. Готовый канат для отправки наматывается на деревянный барабан; на разматывание его на месте потребления д. б. обращено особое внимание, т. к. при неправильном разматывании образуются загибы, которые ведут 1С быстрой порче каната и поломке отдельных проволок. Канат для предохранения от ржавления в пути или в месте хранения д. б. тщательно промаслен. Хранить запасные канаты необходимо в сухом, отапливаемом и вентилируемом помещении, так как в противном случае значительно сокращается срок их службы. Канаты нормально изготовляются из проволоки 0 0,8-3,2 лш. По закону, канаты, находящиеся в эксплоатации, должны быть не реже одного раза в неделю тщательно освидетельствованы по наружному виду. Через каждые 6 месяцев канат д. б. тщательно промерен по 0 через каждые 4-6 м, при чем в случае утонения канат д. б. признан негодным и заменен но-вьв1. Канат д. б. также заменен новым, если на расстоянии 1 л* в любой части каната окажутся порванными 10 % полного числа проволок. В случае обнаружения порванных проволок об этом д. б. произведена запись в журнал, куда должны заноситься результаты еженедельных, ежемесячных и полугодовых осмотров. В случаях чрезмерного напряжения каната (внезапное зацепление во время движения, внезапная остановка машины тормозом ит. п.) спуск и подъем людей д. б. приостановлены для немедленного осмотра каната, при чем, если окажется, что канат подвергся повреждению (порванные проволоки) или получил заметное остаточное удлинение, он д. б. признан негодным для спуска людей и заменен новым. Канаты, служащие для подъема людей или применяемые при углублении шахт, перед навеской д. б. испытаны на разрыв и гибкость. Сопротивление каната на разрыв измеряется величиной разрывающего усилия. Прочность каната определяется суммой усилий, разрывающих каждую проволоку в отдельности. Испытания на разрыв производятся на специальном станке (фиг. 13). При этом не принимаются в расчет проволоки, прочность которых оказалась на 20% меньше средней прочности всего каната. Одновременно с пробой на разрыв производят измерение удл1шения проволоки. Из куска 1саната длиною в 1 м испытьшают на прочность и гибкость все проволоки его, за исключением проволок сердечников, которые не принимаются в соображение. Гибкость проволок1№3- меряется числом загибов до излома еа 180° при радиусе кривизны в 6,25 мм. Загибом на 180° считается изгиб проволоки попеременно вправо и влево на 90°. Прибор для производства этого испытания изобра-5кен на фиг. 14. По Правилам для ведения горных работ число загибов проволоки должно удовлетворять следующим условиям:  Фиг. 13. 0 проволоки в М.М 2-2,2 2,2-2,5 2,5-2,8 2,8 И более Число загибов до момента излома 8 7 6 5 4 Зависимость числа загибов от радиуса закругления губок тисков и 0 проволоки выражается ф-лой А. Шухарда [j : ,2i?ji+ dj (Zt, и 2-числа загибов, и da-0 проволоки и 2ZiIiH 2 Kg-кривизны губок тисков).Хорошей пробой на качество стальной канатной проволоки яв л яется пр оба на скручивание.При-бор для скручивания представлен на фиг. 15. Для испытания берут отрезок проволоки длиной от 150 до 200 мм, натянутый определенным грузом. Результат испытаний дан в табл. 3 (по НгаЬак р]). Процесс свивки Фиг 4 уменьшает разрывающее усилие каната по сравнению с тем, какое он должен был бы иметь, если исходить из разрывающих усилий отдельных проволок до свивки. По Бенсдорфу [], действительное разрывающее усилие каната при спи-  Табл. 3.-Результат испытаний канатной проволоки на скручивание.
ральной свивке в первом приближении м. б. принято равным 0,95 от суммы разрывающих усилий отдельных проволок; при тросовой свивке-0,90, при кабельной свивке - 0,85. Инж. Крен (Кгоеп) на основе испытаний, произведенных на St. Egydier Drahtseil-fabrik, вывел ф-лу: Z = n z cos w cos W , где Z-разрывающее усилие всего каната в 1сг, п-число отдельных проволок в канате, Z-разрывающее усилие отдельной проволоки, W-угол свивки проволок в пряди и W-угол свивки прядей в канате. По его подсчетам, для тросовой свивки коэфф-т cos W cos W при крейцшлаге равняется 0,94 и при альбертшлаге - 0,95. Продолжительность службы проволочного каната зависит от качеств самого каната и  Фиг. 15. от правильности его эксплоатации, а именно от: 1) качества стальной проволоки, применяемой для изготовления каната, правильного подбора рода свивки, конструкции и толщины проволоки; 2) достаточной величины 0 барабана для наматывания каната; 3) правильности системы торможения, предотвращающей внезапное введение полной нагрузки; 4) недопущения частого изменения скорости подъема; 5) регулярности осмотра каната и наблюдения за его постоянной смазкой; 6) предохранения каната от ненужного трения и защемления в канавках барабана, при чем следует обращать внимание на то, чтобы поверхность барабана была гладко обточена и не имела выступающих голдвок болтов и пр.; 7) своевременного вырезывания выступающих концов поломанных проволок в канате, т. к. выступающие концы при навивании каната на барабан влекут за собой поломку других проволок; т. э. т. IX. 8) соблюдения правил предосторожности против образования петель и узлов при распаковке нового каната; 9) смазки каната мазью, не содержащей к-т и смолы; если мазь смолиста, то образуется твердая кора, которая лопается, в образующиеся щели попадает вода, и канат незаметно рнсавеет; хорошей смазкой является графит или П а Я=5вмм ~Ю 7о iS Ы Радиус канавки шкива в мм Фиг. 16.  гво т Ф six eijff Ф шкива в мм Фиг. 17. смесь графита с вазелином, льняным, пальмовым или какими-нибудь другими растительными маслами, которые рекомендуется перед смазкой согреть. Смазка канатов производится в сухих шахтах через каждые две недели, а в сырых или глиняных-не менее одного раза в неделю. Канаты в системе Коер6 не смазываются, т. к. они тогда скользят по шкиву. Нек-рые факторы, влияющие на продолжительность службы каната, были недавно подвергнуты экспериментальной проверке, в результате которой удалось сделать целый ряд важных для практики выводов, а) Влияние радиуса канавки канатного шкива показано на фиг. 16. Как можно видеть из диаграммы, продолжительность службы каната возрастает с уменьшением радиуса канавки канатного шкива, б) Род свивки оказывает влияние на продолжительность службы каната: альбертшлаг дает лучшие результаты, чем крейцшлаг. На фиг. 17 показано, как изменяется продолжительность службы каната в зависимости от рода свивки и ;гГ канатного шкива. Кривые а относятся к свивке альбертшлаг, а кривые Ь- к свивке крейцшлаг. в) Что касается влияния 0 и числа проволок, то многочисленные опыты показали, что при прочих равных условиях, изменяя только число проволок от 366 до 18 и их ;2Г одновременно от 0,56 до 2,50 мм, наилучшие результаты в смысле продолжительности службы каната получают при числе проволок 114, 0 проволоки 1.0 мм и 0 канатного шкива от 300 до 500 мм (при ра- п-ш,.... диусе для канавки 8,5 мм), г) На продоллси- I* тельность службы ка- g-w-пата оказывает влия- д. ние сопротивление на разрыв проволоки, из которой изготовлен ка-/г нат. Графически в ли- о яние это указано на фиг. 18 (а-свивка альбертшлаг, Ь - крейцшлаг). Как видно из диаграммы, максимум продолжительности службы каната получается при проволоке с временным сопротивлением на разрыв в 130 кг/мм. д) Цинкование стальных проволок, идущих для изготовления канатов, понижая их временное сопротивление на.разрыв, не понижает,  so юо т 160 ISO гов Временное сопротивление на разрыв в кг/мм Фиг. 18. а иногда даже немного повышает продолжительность службы каната, е) Канаты закрытой конструкции имеют в эксплоатации целый ряд преимуществ; в частности закрытая конструкция повышает продолжительность службы каната, ж) Перегиб каната при работе (11апример, в виде буквы s) понинает продсяжительность его службы; понижение достигает 25% и более. Производительность стальных канатов в шахтных подъемниках за все время их эксплоатации (по Петеру) такова: 1) при устройстве с приводными шкивами-для сухих работ 274 ООО ткм, для мокрых работ 141 ООО ткм; 2) при устройстве с канатными барабанами-для сухих работ 136 ООО ткм, длямок-рых работ 103 ООО ткм. Стоимость каната на 1 ткм произведенной им работы составляет для обыкновенных шахтных подъемников 0,3-3 коп., для подъемников Кепе-0,27-2,7 коп. Лит.: ) А 1 t р е t е г Н., Die Drahtselle, ihre Konstruktion u. Herstellung, Halle a/S., 1926; ) Die Maschinen d. Berg- u. Huttenwerke, hrsg. v. F. Peter, H. 2 -Die Seile und Ketten, Halle a,S., 1914; ) Д e Й i; с e Д ь A., Конструкционные таблицы стальн. канатов, Сосновицы; ) Schwarz W., Hilfstafeln f. die Draht-, Drahtseil-, Blech- etc. Kalkulation, Hamin, 1922: ) S t e p h a n P.. Die Drahtseilbahnen, 4 Auf!., B. 1, 1926; *) Schleifenbaum, Das Drahtseil, seine Fabrikation u. Elgenschaften unter be-sonderer Beriicksichtigung seiner Verwendung als Trag-organ zu Hangebrucken, Kulner technische Blatter*, Koln, 1914, H. 7; ) P о m p A., Aus Theorie u. Praxis d. Stahldraht-Herstellung, <.St. u. E. , 1925, П. 21; ) Adam A. Т., Wire Drawing a. the Cold Working of Steel, L., 1925; ) 6sterr. Ztschr. f. d. Berg-u. Hiil-tenwesen , W., 1909, p. 343; ) л у p ь e г. в., Влияние протяжки на свойства проволоки, Вестник инженеров , М., 1927, 8; ) е Г о ж е. Стальные проволочные канаты, их конструкция, расчет и производство, Вестник металлопромышленности , М., 1928, i2; )Schu-с li а г d t А., Untersuchung d. Biegsamkeit v. Drahten, Anzeiger f. d. Draht-Industrie , В., 1909, 14-17; ) В e n n d 0 r f H., Beitrage zur Theorie d. Draht-seile, Ztschr. d. Osterreichischen Ingenieur- u. Archi-tekten-Vereins , W., 1905, p. 685; ) H r a b a к J., Die Drahtselle, В., 1902; Gluckauf , Essen, 1910, p. 785; H e r b s t H., Die Hin- u. Her-Biegeprobe f. FOrderseildrahte, ibid., 1924, p. 1111; ) H e r b s t H., Ergebnisse d. Лerhandlungen d. Preuss. Seilfahrt-kommission, ibid., 1925, p. 33; ) Die Verhandlungen und Untersuchungen d. Preuss. Seilfahrtkominission*, В., ab 1913. В or пег С, Draht-Weltbuch, p. 137, Halle a/S., 1924; T r e b e s i u s, Die Entwicklung d. Drahtseile-rei. Handb. f. Drahtindustrie, В., 1926. Г. Лурье. К. п. из волокнистых материалов. Для изготовления тонких (0 до 25 мм) канатов из волокнистых материалов за границей обыкновенно применяют веревочные машины (см. Веревочное производство). У нас эти машины для изготовления канатов не получили распространения. Как тонкие, так и толстые канаты на наших ф-ках вырабатываются на так называемых тягально-спус-кальных машинах с откатывающейся кареткой. Толстые канаты за границей вырабатываются на тягально-спускальных машинах.  Фиг. на вертикальных канатных машинах и на горизонтальных канатных машинах. Изготовление канатов на тягально-спу-скальных машинах. Выработке канатов на тягально - спускаль-ных машинах с откатывающейся кареткой предшествует образование прядей каната. На фиг. 19 показан неподвижный лафет тягально-спу-скальной машины, а на фиг. 20-откатывающаяся каретка. Для получения пряди на таких машинах сзади неподвижного лафета устраиваются рамы, в к-рые вставляется потребное количество бобин с пряжей. Необходимое для образования пряди число ниток прялш проводят через отверстия регистровой доски А у расположенные концентрическ. кругами, так что и каболки в каждой пряди располагаются таким же образом. Отсюда каледая группа каболок пропускается через свой калибр В, соответствующий вырабатываемой пряди. Калибр представляет собоЮ металлич. трубку, которая вставляется в  Фиг. 20. отверстия паровой коробки С, где каболки прогреваются паром благодаря этому они становятся более мягкими и легче поддаются снттию при протаскивании через калибр. Такое подогревание необходимо для смоленых каболок, в особенности в холодное время. Пропущенные через калибр концевые группы каболок каждой пряди связывают узлом и надевают накрюк .(фиг. 20) тягальной машины. Заправленной т. о. тягальной машине сообщается при помощи электромотора и ряда 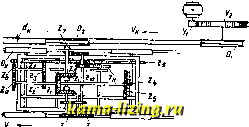 Фиг. 21. t X -у шестерен и шкивов поступательное движение, при к-ром она вытягивает пряди и одновременно сообщает им крутку. Данные о передачах и основных размерах тягальных машин приведены в табл. 4. Табл. 4. - Д а н н ы е т я г а л ь н ы X машин.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||