
|
|
|
|
Литература --> Изомерия в производственном цикле Состоящая из двух половин втулка из литой стали соединяется с половинками обода при помощи железных дисков; свертный обод соединен при помощи 8 болтов и стальных колец. Фиг. 25 показывает соединение орода с железными дисками при помощи болтов, которые разгружены от действия срезывающих сил благодаря стальньпл плотно пригнанным втулкам. Оттяжной аппарат представлен на фиг. 26. Сам шкив находится в четырехугольной раме из фасонного железа, к-рая вращается на двух цапфах, расположенных в плоскости шкива; при монтаже шкив может быть установлен под нужным уклоном и закреплен в любом положении болтами. Поперечные балочки, несущие опоры для  Фиг. 25. 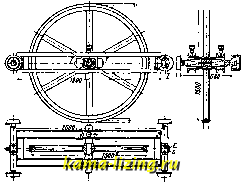 Фиг. 26. цапф Z, имеют 4 колеса, к-рые перемещаются в двух направляющих из корытного железа или же по рельсам. Для точной установки оси шкива служат установочные винты, фиксирующие положение подшипников. Формовка канатного шкива при помощи шаблона в закрытой песочной форме изображена на фиг. 27. В выровненной яме изготовляется при помощи шаблона 1 форма, соответствующая наружному очертанию обода; приготовленная форма для ручьев вынимается для сушки. После этого в яме изготовляют форму 2 для верхней опоки соответственно очертанию верхи, половины втулки и внутреннему очертанию обода, к-рым придают легкую конусность для 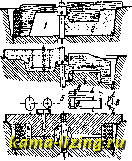 Фиг. 27. удобного снимания верхней опоки. На стыке формы в средней плоскости колеса наносят оси спиц. После этого начинают набивать верхнюю опоку 3 и одновременно вкладывают вспомогательные модели приливов для соединительных болтов. После поднятия верхней опоки выполняют по окружности при помощи вспомогательного шаблона вол- нообразную поверхность, соответствующую внутренней поверхности обода, и изготовляют форму для спиц по намеченным осевым линиям. После этих операций изготовляют нижнюю часть формы 4. Эскиз 5 дает представление об изготовлении формы для спиц. По двум линейкам L, расположенным друг к другу под малым уклоном соответственно форме спиц, дорожат шаблоном В, сечение к-рого соответствует наименьшему эллиптич. сечению спицы. Эскиз 6 изображает готовую для литья форму, справа- вдоль спицы, а слева-вдоль стыка, куда закладывают пластинки S для разъединения шкива на 2 половины после его изготовления. Проволочноканатные передачи. Проволоч-ноканатные передачи применяют для очень значительных расстояний; при современном развитии электротехники лроволочцоканат-ные передачи утеряли свое прелшее большое значение и в настоящее время применяются очень редко. Конструктивное описание и производство проволочных канатов см. Какатное производство. Соотношения между силами и напряжениями в проволочнока-натных передачах. Малое значение коэфф-та удлинения проволочных канатов приводит к малой эластичности передачи, при чем из-за температурных деформаций не допускаются малые расстояния между осями. В практике расстояния между шки-ваъш редко выполняют меньше 25 л*. Т. к. канаты прилегают только к основаниям желобков, то окружное усилие передается только силою трения. Из-за недостатка точных опытов о влиянии различньгх производственных условий на работу передачи принято считать коэфф. трения ц=0,2Ь и, следовательно, отношение напряжений в ведущей и ведомой частях каната при обычном охвате шкивов на 180° будет: f = g = e =e - = 2,2. Устройство проволочноканат-ных передач. При расстоянии от 100 до 120 м можно осуществить передачу одним канатом. При ббльших расстояниях следует включить промежуточные установки с двух-желобчатыми шкивами (фиг. 10); поддерживающих шкивов (фиг. 7) следует, однако, избегать в виду сильного изнашивания канатов от перегибов. Шкивы обычно берутся одинакового диаметра, т. е. передача берется 1 : 1, т. к. в противном случае ббльшие шкивы получаются слишком больших размеров и чрезмерно тяжелыми. Следующим условием для правильной работы проволочных канатов является равномерность нагрузки; неравномерная работа дает неспокойный ход или вызывает сильные колебания, могущие вызвать спадание каната со шкива. При малых мощностях выбирают скорость каната от 6 до 10 м/ск, при больших-до 25 м/ск. Возможная мощность N (в IP), исходя из положения, что в данном случае можно пользоваться только одним канатом, будет: 75 75 (величина окруж. усилия 17 взята из табл.2). Табл. 2. - Зависимость окружного усилия U от диаметр аканатай.
Число об/м. принимается равным от 100 до 120. Непременным условием для спокойного хода является точная установка шкивов в одной плоскости и горизонтальное положение осей. Перекрестная передача или перемена направления недопустимы. Шкивы д. б. точно сбалансированы. Большие провесы при больших расстояниях между осями, составляющие от 3 до 6 % от пролета, требуют соответственной установки шкивов над поверхностью земли. Ведущую часть-каната надо располагать внизу. Во избежание несчастных случаев людные места д. б. защищены ограждениями (напр. сетками), к-рые улавливают канат при его разрыве или падении. Для предотвращения ржавления канаты покрывают лаком, а во время работы ежемесячно-Салом. Продолжительность службы проволочноканатной передачи при хорошем уходе можно считать от 2 до 3 лет. Расчет пров о лочно ка натныX передач. Для указанной цели исходят из окружного усилия 17 = , учитывают все Р13ложенное о скорости и числе об/м. шкивов, выбирают из каталога подходящий канат, учитывая также начальное натяжение, необходимое для укладки каната с минимальным провесом. Такой до сих пор практикуемый способ расчета при малых расстояниях между осями дает легкие передачи, которые должны, однако, иметь малый провес. Но эти передачи очень чувствительны к удлинениям каната от влияния t° и при работе. Правильнее рассчитать вес каната т. о., чтобы необходимое трение для передачи окружного усилия U получалось при умеренном провесе. По данным фирмы Фельтен и Гильом, в Германии принимают провес равным 2% от расстояния между осями, диаметр шкивов D равен 175d, число об/м. не свыше 120-130. Коэфф. трения /л фирмы рекомендуют принимать равным 0,lf3. Новые каьаты обычно кладут с провесом в 1,5%, учитывая то обстоятельство, что канаты сильнее вытягиваются в начале работы. Сила S[, действующая в ведущей части каната, определяется из ф-лы: При охвате же канатом э/ю половины окружности шкива, т. е. при со = 0,9я, 5i = 2,7517. По S{ м. б. определено также из ур-ия: ЧТО при величине стрелы провеса 2/а=0,02а (а-расстояние между осями шкивов в м) и при весе 1 п. м каната firo=0,30d дает: При сравнении обоих выражений получим: I7 = 0,682d2a, или необходимый для передачи окружного усилия и диаметр каната d: Если мощность N выражена в IP, то при D, выраяенном в см, и п об/м. получим: 75JV 75 60 100 - 75 60 100 jy д. д 2V л I75dn ~ °°dn а отсюда выражение для d в ем: d = 10,5i/ , или d = 10,6iy. У т V an Из расчета видно, что при малых а получаются относительно более толстые канаты и, следовательно, большего диаметра шкивы. При больших а требуются сравнительно тонкие канаты. При расчете деформации и напряжений от изгиба не следует брать полностью величину коэфф-та упругости, принятую для стали, т. к. скрученные по винтовой линии проволоки сообщают канату значительную гибкость. По предложению, Баха, это обстоятельство можно учесть поправочным коэффициентом , так что где <5-диаметр проволоки в мм, а j8 зависит от материала и типа каната; для трансмиссионных канатов Бах нашел в среднем /3 = %. Очень часто обозначают = а; эта величина колеблется между V700000 и Vsooooo см/кг и называется коэфф-том удлинения проволочного каната. Большое временное сопротивление разрыву и относительно небольшие изменения в длине проволочных канатов во время работы допускают высокое напряжение, чем и объясняются высокие кпд rj для проволочных К. п. при больших расстояниях между осями. Кпд 7 достигает 96-97% при тщательной установке передачи; при наличии промежуточных шкивов величину г] следует уменьшить на 1,5%. Конструкция шкивов. На фиг. 28- 30 указаны формы ручьев шкивов для про- 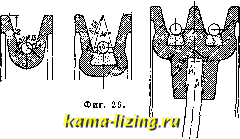 Фиг. 28. волочных канатов. При непосредственном прилегании каната к pib- Фиг. зо. ям последние выполняются такой формы, чтобы канат прикасался к поверхностям ручья по 1/3 своей окружности. Для увеличения трения и  Фиг. 31. Фиг. 32. защиты каната от быстрого износа лучше заполнять ручьи в углублениях кожей, как это показано на фиг. 29, бумажной массой или деревом, пропитанным льняным маслом; для этой цели основание ручья выполняется по сечению в виде ласточкина хвоста. Другой способ-з-да Гекель в Саарбрюкене указан на фиг. 31 и 32, где отдельные кожаные шайбы, нанизанные на проволоку, уложены в открытом желобе, а концы проволоки притянуты 1С двум спицам. Двух-желобчатый шкив на фиг. 30 употребляется для промежуточной установки. При работе на таких шкивах нет надобности так сильно натягивать канаты, как на обыкновен. чугунных. Шкивы малых диаметров обыкновенно изготовляются целиком из чугуна; шкивы большого диаметра изготовляются с чугунными ободом и втулкой и со спицами из круглого или плоского железа. Лит.: R6tsch.er F., Die Maschinenelemente, В. 2, В., 1929; Бобарыков И., Детали машин. Часть специальная, Москва-Ленинград, 1927; Сидоров А., Курс деталей машин, ч. 2, Москва-Ленинград, 1926. А. Вейс и Б. Шпринн. КАНАТНОЕ ПРОИЗВОДСТВО. К. п. стальных канатов. Стальные проволочные канаты являются распространенной и ответственной деталью всевозможных грузоподъемных сооружений, особенно в горной и нефтяной промьппленности, а также служат для нужд пароходства и ж. д. В конструкции канатов различают три вида свивки: спиральная (фиг. 1), тросовая и кабельная (фиг. 2). Канаты спиральной свивки применяются гл. обр. как направляющие в шахтных подъемниках и в воздушных про-волочноканатных дорогах. Для подъемных целей канаты эти имеют ограниченное применение в тех случаях практики, когда   Фиг. 1. Фиг. 2. свободно висящий груз поднимается без направляющих. Канаты спиральной свивки обладают свойством не раскругщваться. Канаты, свитые в направлении против движения часовой стрелки [J, согласно таблице DIN 655 называются-по признаку подъема спиральной линии-правыми. Тросовая свивка является наиболее распространенной для шахтных и подъемных канатов. При этом пряди изготовляются спиральной свивки, а из отдельных прядей свивается канат. Различают два вида тросовой свивки:- крейцшлаг (Kreuz-schlag)-свивка, при к-рой проволоки в пряди й отдельные пряди в канате свиваются в противоположные стороны (фиг. 3), и аль-бертшлаг (Albert-Gleichschlag, Langs-Patent)-проволоки и пряди свиваются в одном направлении (фиг. 4). Альбертшлаг имеет следующие преимущества перед крейц-шлагом: проволоки, благодаря их наклонному положению относительно оси каната, испытывают меньшее напряжение при изгибании каната; поэтому, при одинаковой степени гибкости каната, при альбертшлате [ Фиг. 3. можно делать канат из проволок большего диаметра, чем при крейцшлаге; канаты свивки альбертшлаг, при одинаковой с канатами крейцшлага толщине проволок, более гибки, чем последние [j; при свивке альбертшлаг проволоки располагаются по поверхности каната значительно более плотно и потому лучше сопротивляются внешнему истиранию, имеющему место в рудниках, где канат подверж:ен трению о землю, или в воздушных канатных дорогах. Для подъемных канатов альбертшлаг применяется обыкновенно на практике при числе проволок не свыше 114. Недостатки свивки альбертшлаг Фиг. 4. по сравнению с крейцшлагом следующие. 1) При крейцшлаге проволоки в наружном слое идут приблизительно параллельно оси каната; при альбертшлаге проволоки относительно оси каната отклоняются вдвое сильнее, а потому он имеет свойство раскручиваться в значительно большей степени, чем при крейцшлаге, и не может применяться для подъема груза без особых направляющих. 2) При альбертшлаге проволоки поверхностного слоя оказываются подверженными растяжению в значительно большей степени, чем при крейцшлаге. При крейцшлаге, по DIN 655, нормальной считается правая крутка прядей. Кабельная свивка получается путем свивки каната из отдельных прядей тросовой свивки. Канаты кабельной свивки обладают повышенной гибкостью, но плохо сопротивляются боковому давлению. Они имеют довольно узкое применение в промышленности и употребляются там, где не требуется постоянной работы каната (например при монтажных работах) и где весьма ограничены возможности в выборе 0 барабана. Канаты кабельной конструкции наматыва ют на барабан в один слой; в.случаях крайней необходимости, при намотке в несколько слоев следует обязательно отделять их между собой прокладыванием досок. Конструкция канатов условно обозначается следующим образом. При спиральной свивке, когда .несколько слоев проволоки накладываются друг на друга, между отдельными числами проволок ставят знак сложения (+). При тросовой свивке число прядей отделяют от числа проволок в ка-
|