
|
|
|
|
Литература --> Изомерия в производственном цикле НИИ материал, затрудняющий дальнейшие более тонкие манипуляции (опиливание при художественных работах). Распиливание производится при помощи ленточных, тросовых или круглых пил, с обязательным применением какого-нибудь абразионного материала, помещаемого между обрабатываемым камнем и рабочей поверхностью пилы. При выборе абразионного материала принимают в расчет как твердость камня, так и требуемую быстроту работы; поэтому при распиловке, напр. мрамора, пользуются или ленточными пилами с обыкновенным кварцевым песком, или карборундовыми фрезерами, или, наконец, дисковыми алмазными пилами. Лезвие ленточной пилы, из железа 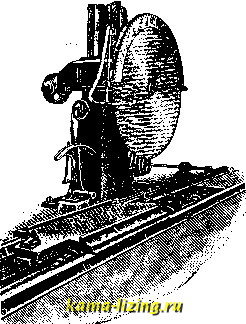 Фиг. 1. или стали большей или меньшей твердости, натягивается на раму, движущуюся с помощью шатуна между неподвилшыми станинами. Камень располагается под пилой на неподвижной подставке или на площадке,снаб-ленной колесиками и могущей передвигаться на рельсах. Для распиловки крупных блоков на плиты существуют станки с 40, 60 и 80 параллельно натянутыми пилами. Абразионный материал подбрасывается в разрезы камня в течение всей работы. *В т.н. тросовых пилах лезвием служит металлич. трос, который натягивается на раму или огибает вращающиеся ролки в виде бесконечного троса. Круглые (дисковые) пилы, из железа, стали или бронзы, изготовляются с диам., достаточным для распиливания камня от 30 до 65 см толщиной; для мрамора применяются круглые пилы с диам. до 3 ж. Если камень велик, он обычно помещается па особой площадке, автоматически двигающейся под пилой вдоль рельсов. Величина, мощность и скорость работы этого рода машин варьируют в широких пределах; абра- зионным средством служат алмазы, вправля-емью в цилиндрич. поверхность пилы- диа-мантированные пилы (фиг. 1). Металлич, диски с алмазами заменяются иногда сплошными карборундовыми дисками фрезерного типа. Для работ над небольшими штуфами твердого камня употребляются дисковые алмазные пилы: здесь металлич. диск пилы снабжен мелкими насечками на цилиндрич. поверхности для натравливания алмазным порошком. В распиловочных станках Петергофской фабрики обрабатываемый предмет подводится к диску пилы не снизу, а сверху. Для устранения нагрева пилы и умень-шерия ее снашивания, а таюке для более прочного удержания алмазной пудры в насечках, под нижний край диска подставляется плоская коробка с керосином или маслом. Этим значите.чьно уменьшается пыле-образование, вредное для здоровья рабочего. Высверливание. Для этой цели служат станки с одним или несколькими вертикальными трубчатыми сверлами разных величин и диам. Обычно режущим материалом (при высверливании твердого камня) служит наждак или карборунд; перед началом работы на камне намечают площадь будущей высверловки и вылепливают на ней из глины полый цилиндр, центр основания к-рого точно совпадает с центром отверстия. В цилиндр насыпается абразионный порошок и приливается вода; затем сверло опускается в цилиндр, и станок приводится в движение. При вращении сверла абразионный материал располагается не только вокруг него, но и входит внутрь сверла через имеющиеся в нем отверстия. При подготовке первоначальных болванок для сложных декоративных и художественных изделий из твердого камня мастер различным образом комбинирует приемы распиловки и высверливания, стараясь получить отдаленное и грубое подобие будущего изделия. После этого начинается серия сложнейших и кропотливых приемов для выработки деталей намеченной формы для устранения лишнего материала и для заглаживания дефектов первоначальной обработки (запилы, зарезы и т. д.). Выработка деталей ведется с помощью обширного набора орудий, среди к-рых главная роль принадлежит оловянным, свинцовым или свинцо-во-оловянш>1м дискам различных профилей, форм и диаметров. Эти диски навинчиваются на горизонтальный шпиндель станка. Для обтачивания плоских поверхностей служат диски с прямоугольным профилем, при чем диск может работать как своей цилиндрич. поверхностью, так и плоскостью своего основания. Углубленно-сферическ. поверхности получаются с помощью выпуклых др1ск0в (грибков), а выпукло-сферические - посредством чашеобразных дисков. Диски, несущие на своей окружности лелобок, служат для получения валика на изделии; диски с выпуклостью-для выработки желобка. Все рабочие поверхности дисков натравливаются наждаком или карборундом. Глубокие сферич. углубления получаются путем последовательного выбирания камня шкивом (диском) прямоугольного сечения; по получении одного дугового вреза камень ново- 445184 рачивается, и диск выбирает другую дуговую выемку; многократным повертыванием камня достигается слияние отдельных дуговых вырезов в сплошное сферическ. углубление. Получающиеся при этом неровности и зарезы сглаживаются особым вращающимся грибком . Наряду с металлич. дисками для этих работ часто применяются абразионные диски разных форм и диаметров из корунда, карборунда, алундума и друг. Для обработки поверхностей вращения служат станки токарного типа, где вращающаяся каменная болванка подвергается действию неподвижно укрепленного резца или абразионного орудия. Все эти работы м. б. обособлены друг от друга, а равно от следующей за ними шлифовки лишь условно. Часто смена одного процесса другим делается путем незаметных переходов и постепенной замены грубых абразионных материалов более тонкими. ТакихМ образом, практически все эти работы составляют единый процесс, подчиненный материалу и форме вырабатываемого изделия. От станка с диском мастер переходит к подравниванию камня на терке, медной доске, покрытой абразионным порошком, от терки-снова к стайку. Различные мастерские часто пользуются различными приемами для аналогичных работ. Чисто ручная работа, без всякого участия машины, занимает большое место в обработке твердых камней. Иногда величина предмета (крупные изделия скульптурного типа) исключает возможность рационального применения машины, и детали вытачибаются вручную при посредстве различных брусков и оселков, смачиваемых водой. Шлифовка. Простейшим типом шлифовального аппарата, пригодным для шлифования небольших предметов, является станок с горизонтальным или вертикальным вращающимся кругом. Шлифовка отдельных частей крупных изделий производится ручным способом оселками, брусками и медными или агатовыми терками, укрепленными на деревянных рукоятках. Для шлифовки тел вращения пользуются станками токарного типа. Для шлифовки (и последующей полировки) плоских поверхностей слуншт особый коленчатый станок (фиг. 2), главную часть к-рого составляет шлифовальный круг, обращенный рабочей плоскостью книзу и вращающийся на вертикальном валу на конце подвижн. коленчатого рычага. К нижней части круга м. б. прикреплено или грубо шлифующее орудие для работы карборундом или наждаком (ш у-р а л к а) или войлочная подушка работающая тонкими полировальными порошками. В результате шлифовальных работ получают на изделии ровную и гладкую наощупь, но еще матовую и. тусклую поверхность. Полировка имеет целью сообщить поверхности изделия чистый зеркальный блеск и вместе с тем обнаружить во всей полноте колористич. достоинства камня и пестроту его узоров. Полировка отличается от шлифовки большею длительностью работы и применением более тонких и нежных абразионных материалов. Твердые камни, как корунд, кварц, нефрит, агат и др., обычно полируются трепелом, разведенным водой или маслом; вместе с трепелом употребляется зеленый крокус. Для более мягких пород, напр. для мрамора, употребляется так наз. итальянский порошок (окись олова), наносимый на увлажненные войлочные круги или щетки. Для наведения окончательного глянца и удаления попавших в мельчайшие трещины и поры частиц зеленого крокуса употребляется на русских фабриках так наз. с о с т а в , получаемый обработкой олова азотной к-той и смешиваемый с серой; для работы с этим составом употребляется тряпичная кукла . Особое место в ряду камнерезных работ занимает обработка камня для научных и технич. целе й-для изготовления тонких научных приборов, механизмов высокой точности, весов, компасов и, особенно, оптич. инструментов. Эт виды к. д. требуют исключительно ТОНКИХ методов обработки и 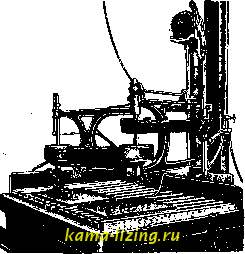 Фиг. 2. совершенного знания всех специфич. особенностей камня.Напр.при изготовлении оптич. линз из прозрачного флюорита или николе-вых призм из исландского шпата необходимо считаться с резко выраженной спайностью этих минералов. При применении прозрачного горного хрусталя для оптических чече-виц, призм и клиньев требуются особая установка камня, соответственно его кристаллографическим свойствам, и тончайшая, безукоризненно точная его шлифовка и полировка. При обработке пьезокварца особенно важно подобрать лишь одиночные кристаллы минерала, а не двойники. В ходе работы предусматриваются все детали, обеспе- чивающие безукоризненность отделки камня; шлифующему кругу придается, напр., вертикальное положение для избежания оседания пыли, могущей быть причиной мельчайших царапин на камне. Техника гравирования и мозаики. Техника гравирования на камне представляет ту особенность, что здесь во всех стадиях работы инструмент сохраняет неизменную установку, мастер же манипулирует изделием. Станок для гравирования представляет собою горизонтально вращающийся шпиндель, в который могут быть вставляемы различного рода резцы с цилиндрическим шаровым или дискообразным окончанием, натравливаемым алмазной пудрой. Гравирование на камне можно подразделить на два основных вида: 1) собственно граверное, или резное, дело и 2) художественное (рельефно-скульптурное) гравирование. К первому виду относятся: а) в ы-р е 3 ы в а н и е на гладких (обычно небольших) поверхностях камня плоских рисунков, гербов и монограмм, с последующим их заполированием; для этой цели может слу-л:ить любой твердый и красивый камень, но лучшим материалом здесь издавна считались все разности халцедона, гелиотроп и лазурит; б) инкрустация, т. е. врезывание в камень (обычно в черный агат) других камней в виде граненых вставок или 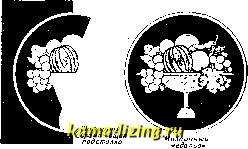 Фиг. 3. составных кусочков; этот вид гравирования связан с отде.11кой мелких частиц камня и является до известной степени переходом к мозаичным работам; в) к р и с т а л-л о г р а в и р о в а н и е, состоящее в вырезывании различных орнаментов, цветов и фигур на плоской стороне прозрачного кварцевого кабошона; рассматриваемое сквозь выпуклую поверхность кабошона изображение принимает рельефный характер. Р1но-гда выгравировапный рисунок покрывается красками. К виду рельефно-скульптурной, художественной или высокой гравировки относятся камеи (выступающий рельеф) и интальо (углубленный рисунок). Для камей и интальо пригоден всякий камень, но излюбленным с древних времен материалом являются параллельнополосатые разности ха.я-цедонов с различно окрашенными полосами. Подготовка камня к резьбе сводится к описанным выше процессам выпиливания, подравнивания, шлифовки. Обычно двуцветный камень, напр. черно-белый оникс, подготовляется к вырезыванию калхеи с таким расчетом, чтобы полить белую выпуклую фигуру на черном фоне; для интальо работу начинают с темной части с тем, чтобы самая фигура была вырезана в белом слое. Иногда употребляются и трехслойные пластинки камня (сердоликовый оникс); на такой пластинке можно получить, напр., белую фигуру с красными волосами на темном фоне. Мозаичные работы. Простейшим типом мозаики является составление прибли-зите.чьно одинаковых по величине прямоугольных кусочков разноцветных, ровно окрашенных камней. Этот тип мозаики в различных вариантах широко применялся г. э. т. IX. в разные времена в орнаментно-строительном деле; несколько слолснее представляется мозаичный орнамент из узорно вырезанных форм цветного камня. Особым типом мозаики, изобретенной русскими камнерезами, являются работы из накладных пластинок красивых цветных камней, которые, вследствие своей редкости и высокой цены, не м. б. получены в больших глыбах (лазурит, малахит и др.). Работа сводится здесь к вырезыванию из камня тонких пластинок (гсаменной фанеры) и к искусному их соединению. Наклеенные на медную доску или на форму, выточенную из какого-нибудь дешевого материала (сланца, змеевика, известняка), эти пластин1ш производят впечатление монолитного камня. Наиболее тонким и ответственным в ху-дол:ественном отношении типом мозаичпь1Х изделий являются работы по составлению слож;ных цветных рисунков и картин (фиг. 3) из многочисленных разноцветных кусочков камня, вырезанных в самых разнообразных формах и размерах. Этот тип работ, зародившийся в Италии, сохранил за собою название флорентийской мо-3 а и к и (pietra dura). Техника этих работ очень слолна. Подбору мозаики предшествует ряд подготовительных манипуляций. Точный контур рисунка и.чи картины, слу-лсащей моделью задуманной мозаичной композиции, снимается на толстую ватманскую или александрийскую бумагу. Приготовляется подставка-шиферная дощечка (фиг. 4), размеры которой несколько превышают площадь будущей мозаики. Назначение шиферной подставки>>-злулшть временным обрамлением мозаичному набору в процессе его складывания. Перед началом работы подставка распиливается на две части, и в обе 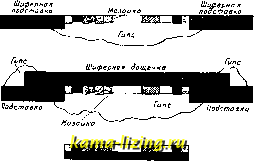 Профиль мозаичм. медальона Фпг. 4. стороны ОТ линии распила на ней вырезываются (по бумажной копии) внешние очертания будущего набора. Обычным материалом для мозаичных работ служат пестроцветные яшмы, нефрит, лазурит, кахолонг, серпентин, малахит и др. Из камней выпиливается ряд пластинок толщиной в 2-3 жм. Пластинки отшлифовываются с одной стороны. Выбрав исходный асток у края картины, мастер выбирает из приготовленных каменных пластинок подходящий по окраске и тону кусочек и, сообразуясь с его размерами, вырезывает ножом из бумажного снимка соответственную часть. Эта бумажная вырезка служит образцом каменной мозаичной части-
|