
|
|
|
|
Литература --> Бумажный брак в производстве  Фиг. 4. блок, и поднимают свинью на уровень, необходимый для убоя. При наличии элеватора, обычного на датских свинобойнях, крюк цепи накладывают на рельс, проходящий под элеватором. Цепь элеватора особым выступом захватывает крюк и поднимает свинью головой вниз над ванной. Когда горло свиньи подходит на уровень руки бойца, последний быстро делает глубокий прокол в горло свиньи, разрезывая крупные кровеносные сосуды. Кровь попадает в продолговатую ванну, находящуюся по пути движения свиньи, которая переталкивается элеватором на слегка наклонный воздущный путь и по нему продвигается до особого приспособления, находящегося над шпаркой. Здесь свинью снимают и опускают в бак для ошпаривания (фиг. 1, А и фиг. 4). Продолжительность операции подвешивания и убоя свиньи одним лицом определяется в 40 секунд, что дает 90 свиней в час, или 700 свиней в 8-час. рабочий день. Бак для ошпаривания м. б. железный или деревянный; последний лучше сохраняет тепло и безопасен при прикосновении. Согревание воды в баке производится пароструйным нагреванием системы Кертинга или же змеевиками на дне бака, что менее удобно, т. к. такое устройство затрудняет очистку бака. Дно бака не рекомендуется опускать ниже пола бойни. Трубу для выпускаемой из бака воды делают внизу, у одной из стен бака, и защищают вход в нее со стороны бака сеткой, чтобы не засорялась канализация. Снаружи бака, от вентиля, трубу отводят под пол и соединяют с общей канализацией фабрики. Температура воды для ошпаривания 63-65°. Высота бака-1,2 м, ширина -1,5 м; длина зависит от производительности бойни. Расстояние между баком и стенами бойни не должно быть меньше 1 м. Продолжительность ошпаривания IV2-2 минуты. Проба на готовность-легкость отделения щетины. Выемка туш из бака производится особо устроенными в конце бака граблями. На стоящем рядом столе тушу скребут, тщательно удаляя щетину. На ф-ках с большой производительностью устанавливаются особые машины для очистки туши от щетины. Эти машины имеют большую производительность; так, система инж. Гирструпа может пропускать в час до 250 туш. Все же после машины необходимы осмотр туш и удаление щетины вручную между ног и в других недоступных для машины местах. Очищенная туша, подвешенная на разноге, с помощью рычага поднимается рабочим на подвесной путь и продвигается к обжигательной печи (фиг. 1, Б). Эта печь получила на наших ф-ках наименование обжарки . Процесс обжигания туши имеет исключительно важное значение: без него не может быть хорошего бэкона, и все попытки обойтись без этого процесса не дали положительных результатов. Обжигательная печь имеет форму вертикально поставленного цилиндра, раздвигаемого при помощи рычага на два полуцилиндра. Над печью помещаются колпак и вытянша для газов, которые получаются при обжигании. Стенки печи снаружи железные, а внутри выложены специальным огнеупорным кирпичом. У основания ка-недого полуцилиндра имеется форсунка для нефти. Температура печи в работе доходит до 1 500°. Туша подводится по наклонному воздушному пути к печи, полуцилиндры раскрываются, и туша проталкивается до центра печи. После этого печь снова закрывают на 16-20 ск. В течение этого времени остатки щетины сгорают, кожа теряет влагу и твердеет. Передержка туши в печи вызывает трещины кожи, что понижает ценность товара, а недодержка понижает ее качество, что также отражается на цене. Поэтому обжигание является ответственным процессом и ведется обычно бэконным мастером. На больших фабриках обычно устанавливают у печи часы с крупными секундными стрелками. Весь процесс подачи туши в печь, двухкратного раскрьшания печи с приемкой и удалением туши и закрывания ее продолжается 30 секунд. Выход туши из печи происходит автоматически: при раскрывании печи рычаг, удерживавший тушу в центре нечи, отходит, и туша скользит по наклонному воздушному пути дальше, по другую сторону печи. Затем туша поступает под душ, находящийся над воздушным путем; тушу обмывают и скребут ножами добела. Так как эта работа более продолжительна, чем все предыдущие, то ею занимается несколько рабочих. Очищенная туша продвигается дальше и подходит к рабочему, вскрывающему брюшную полость. Он вынимает желудок и кишки, которые передаются в кишечную. Тушу подвигают дальше, и следующий рабочий вынимает гусак (легкие, печень и сердце) и подвешивает его на особую доску за определенным №, к-рый прикрепляется также к уху Свиной туши. Одновременно ветеринаром делаются из разных частей туши (диафрагмы, языка и др.) срезы, которые помещаются в занумерованные теми же номерами, что туша и гусак, небольшие коробки, обычно находящиеся в ящике. По заполнении пробами коробок ящик передается в лабораторию фабрики для исследования. При обнаружении болезни (трихиноз, финноз) туша и гусак бракуются и поступают или в условно годное мясо (финноз), которое продается на ф-ке после проваривания под давлением, или бракуется совершенно и превращается в порошок, обезврелсенный высокой t°, для использования в качестве корма. Затем вынимают внутреннее сало, разрубают пополам тушу вдоль до головы, при чем позвоночный столб вместе с хвостом удаляют. После этого тушу передвигают на 12 часов в остывочную, где она теряет животную теплоту. Некоторые фабрики перед отправкой туши в остывочную производят взвешивание на особых весах, примкнутых к воздушным путям. На основании этого взвешивания ф-ки производят весовую сортировку туш и их классификацию. Этой операцией заканчивается собственно убой. На американ. предприятиях в этой работе применяется конвейер. Туши движутся по путям автоматически, останавливаясь перед каждым рабочим на определенное время. На фабриках с производите.тьностыо до 30-40 тыс. голов в год во всех перечисленных работах бывает занято 18 чел. После удаления животной теплоты из туш в остывочной и отделения голов, к-рые вместе с гусаками отправляют в холодильник, на рынок или для дальнейшей обработки, половинки туш помещают на столы и приступают к дальнейшей их разделке: подравнивают ручной пилой концы ребер, отпиливают передние и задние ножки (при чем колени оставляют, чтобы при шприцевании не вытекал рассол) и после посола отпиливают колени . От каждой половинки отрезают грудную кость с шейными позвонками и первым ребром, тазовые кости и лопаточную кость. Удаление лопаточной кости требует уменья и большого внимания, так как она находится в толще мяса. Далее производится отделка каждой полу-туши: зачистка краев мяса, сала, и вообще полутуше придается опрятный, красивый вид. Подготовленные указанным образом туши вновь подвешиваются на пути и отправляются в холодильник. Холодильник не представляет каких-нибудь особенностей. Стены и потолки должны быть гладкие, чистые, без плесени. Трубы с охладителем помещаются у потолка. Кроме непосредственного охлаждения трубами, оно м. б. воздушное, через каналы. Охлаждение туш производится до 4-4,+5°, после чего туша подается в солильное отделение. Это отделение также охлаждается холодильньгми трубами, и ° в нем не должна превышать +Q°. Оборудование солильни заключает оцинкованные чаны с мешалкой для приготовления рассола, при чем они обычно находятся в особом помещении солильни; бетонные или железобетонные чаны для поселки бэкона, высотой 1,2-1,3 м, опущены обычно на половину ниже! пола и изолированы в земле от нагревания. Ширина и длина чанов определяются размерами солильни и производительностью фабрики. Обычно чаны располагаются по сторонам, а середина остается свободной для работы. Заготовка рассола-важный момент, которым определяются результаты посола. В след. табл. сведены нек-рые имеющиеся в литературе и известные в практике рецепты:
Приведенное количество составных частей растворяют в воде до 24° Вё и кипятят. Пену при кипячении снимают, затем рас- сол охлаждают и тщательно фильтруют. Часть его идет для шприцевания, а другая для наполнения чанов при мокром посоле Шприцевание бэкона производится полой круглой иглой длиною 15 сл1 с несколькими отверстиями в верхней ее части и с запирающим краном внизу. Игла соединена шлангом с ручным или приводным насосом. Рассол накачивают под значительным давлением, до 2-3 atm. В каждой половинке туши делают от 17 до 21 укола продолжительностью, достаточной для пропитывания мяса рассолом (фиг. 5). Вся шприцовка полутуши занимает ок. 2 м. После шприцевания 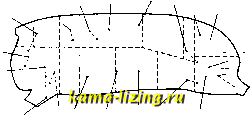 Фиг. 5. полутуши кладут в чан (при мокром посоле) или в подвалы в штабеля (при сухом посоле). Половинки бэкона складывают в чанах одна на другую, кожей вниз. Перед укладкой в места, где вынуты лонатки, кладут соль. Заполняют чан половинками бэкона, улолсенными друг на друга (не более 8 рядов), пускают в чан по трубам рассол. Нек-рые специалисты рекомендуют для рассола брать на 160 кг соли-14 кг калийной селитры и воды до 24° Вё. Бэкон оставляют в чанах при 5-6° в течение 5-6 дней, после чего его вынимают. Необходимо отметить, что рассол чанов используется несколько раз и чем больше, тем он ценнее, так как меньше вымывает питательных и вкусовых веществ из свинины при последующем употреблении, когда рассол принимает прозрачный красный цвет. При сухом способе посола бэкон густо посыпают солью и складьшают на решетках пола в подвалах с ° 5° одна на другую, кожей вниз, в количестве до 8 половинок, разделенных между собой небольшими деревянными перекладинами ок.ЗОжлев квадрате. После 10-12 дней лежания их перекладывают, при чем щетками счищают с поверхности всю соль и вновь оставляют на 5-6 дней для созревания бэкона, перемещая верхние полутуши вниз. В виду более быстрого оборота посола в чанах мокрый способ больше принят на практике; в Дании, например, работают только этим способом, тогда как в Англии предпочитают сухой способ, дающий бэкон несколько более высокого качества. Вынутый из чанов бэкон просушивают и сортируют. Сортировка - валсный момент, т.к. требования англ. рынка (оптовых фирм) к однородности закупаемого товара весьма значительны. Маркировка товара должна в точности отвечать номенклатуре, в виду чего на эту часть работы производители всегда обращают самое серьезное внимание. Сортировка товара по весу половинки бэкона в английских фн. (1 англ. фн. = 453,6 г): 1) очень легкий-до 42 фн., 2) шестерик- 42-48, 3) размерный-50-66, 4) средний- 67-84, 5) тяжелый-84 и выше. Каждая из приведенных групп бэкона разделяется на три подгруппы, а именно: 1) малосольная тощая (leanest)-с толщиной сала от 30 до 40 мм, 2) нормальная (lean) - с толщиной сала от 40 до 50 мм, 3) жирная (stout) - с толщ, сала выше 50 мм. Помимо указанной сортировки, качество бэкона устанавливается по запаху. Для этого используют триер, металлическ. заостренный стержень. Его вонзают в мясные части бэкона по направлению к кости, быстро вынимают и обонянием устанавливают нормальность запаха. При плохом засоле на конце триера будет запах разложения, при недосоле - запах свежего мяса, при пересоле- сырой запах. Равномерно ирослоен-ная жиром нежная мясная ткань и белое сало определяют высокое качество продукта. Нежный засол очень ценится и оплачивается высшей ценой. Перед упаковкой накладывают клеймо фирмы на лопатку, бочок и окорок. Клеймо выжигается особым аппаратом. Большею частью бэкон отправляется целыми половинками. Из С.-А. С. Ш. и Канады бэкон идет в ящиках весом ок. 500 англ. фн. (нетто) каждый, при чем вес половинок (как и вообще качество товара) подбирается однородный, согласно приведенной выше сортировке, и ящик внутри выстилается пергаментной бумагой. Кроме целых половинок, из Америки часто присылают бэкон, уже разрезанный на части, согласно приведенной ниже схеме разреза. В этом случае каждая часть аккуратно вложена в пергаментный мешок, завязана и имеет ярлык фирмы. Раньше прибавлялись при упаковке антисептические средства, но теперь это воспрещено. Остальные страны, экспортирующие бэкон, считают указанную упаковку слишком дорогой и вместо нее применяют перевозку бэкона в холщевых тюках. В каждый тюк укладывают от 2 до 6 штук однородных половинок, в зависимости от их веса и в соответствии с приведенной выше сортировкой. При этом надо отметить, что при наличности разнородного товара количество сортов м. б. гораздо более приведенного. После укладки половинок холстина стягивается тонкими бечевками, а затем увязывается толстыми. Предпочтительна веревка из манильской пеньки, т. к. она не вытягивается. Концы веревки пломбируются. На тюках обозначают содержание и вес тюка, ставят порядковый j\2 тюка и клеймо фирмы. Как поступающий в Англию, так и остающийся в производящих странах бэкон часто подвергается копчению. Перед копчением залежавшийся бэкон раскладывают на столах, обдают теплой водой, тщательно очищают и просушивают. В нек-рых коптильнях просушенный бэкон посыпают со стороны мяса просеянной гороховой мукой хорошего качества. После этого товар поступает в коптильню. Последняя представляет герметически закрываемое невысокое помещение, к балкам к-рого приспособлены вешала. Половинки не должны соприкасаться менеду собою. Посредине коптильни разводится огонь; лучше пользоваться при этом опилками, можно и деревом, но не хвойным, в виду оставляемого им привкуса. Копчение продоллтется три дня, после чего охлаждают бэкон, не прикасаясь к нему во избежание порчи внешнего вида. Выкопченный бэкон является твердым на-ощупь, цвет его-золотисто-коричневый. Разрубка бэкона на розничном рынке производится по схеме, изображенной на фиг. 6. Отдельные части псдутуши (по схеме) рас-ценивают>ря в настоящее время на английск. рынке след. обр. (за английск. фн.). Передняя ножка и лопатка 7, бочок ?-7 пи.; оконечность загривка 10, загривок I сорта 8, тонкий 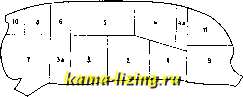 Фиг. 6. бочок 2ч нижний окорок 9-1 шилл. 2 ни.; толстый бочок I сорта 3, верх толстого бочка За - 1 шилл. 4 ПН.; толстая спинка ff, угол окорока 11-1 шилл. 6 Пн.; крестец 4, самый тощий крестец 4а, ребрышки I сорта 5- 1 шилл. 8 ПН. Приведенные схема и расценка представляют двоякий интерес, так как: 1) указывают, чт5 именно в бэконной половинке расценивается и оплачивается лучше и, следовательно, представляет высший вкусовой интерес, и 2) дают направление, в котором надо развивать экстерьер бэконной свиньи для получения более ценных сортов. Утилизация отходов и отбросов бэконпого производства поставлена на бэконных ф-ках Дании след. образом. Головы разрубают вдоль особым механическ. топором. Мозги вынимают, собирают в железные цилиндры и отправляют на ф-ку лечебных препаратов в Франкфурт н/М., где из них приготовляют фосфористый фармацевтич. препарат; мозги отпускают с ф-ки по цене 1 р. 20 к.-1 р. 30 к. за кг. Мясо голов частью солят (мокрым или сухим способом) и отправляют в Гамбург, где оно продается по цене около 200 р. за т; другая часть в свежем виде сбыва,ется на местные рынки. При низких рыночных ценах из голов приготовляют колбасу для жарения, прибавляя к свинине телятину. В этом случае отходы- нос, уши, кости - поступают в деструкци-онный аппарат для переработки в муку (на американок, бойнях-для варки клея). Железы внутренней секреции упаковывают в бочки, с пересыпкой их опилками, и направляют на разные фабрики фармацевтических препаратов, где из них приготовляют лечебные средства. Цена лелез на ф-ке-ок. 60 к. за кг. Языки легко просаливаются, укладываются в жестяные коробки с рассолом и экспортируются гл. обр. в Англию. Копыта обрубаются ручной машинкой и идут для выварки клея. Ноги
|
|||||||||||||||||||||||||||||||||||||||||||||||