
|
|
|
|
Литература --> Бумажный брак в производстве       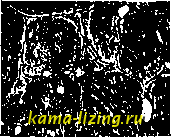  1. Литая Б. с. иолизи иоиерхиости слт ка, х 100. Го же и середине слитка, х 100. о. Кованая Б. с. после 300-крат1Ш11 иытяжки при ковке. Строение xopi)UU) ирокоиаипои стали [мелкие раиномерио 11аспределенные иыделет1Я карбидов в однородной 1рооститной массе]: поперечное сечение, х 200. 4. Копаная Б. с. после 300-кратион вытяжки при ковке, (троеипе xopijmo нроковаииоГ! стали [мелкие равномерно распределенные выделегтя карбидов в однородной грооститной массе]: продольное сечепие, х20(). .т. Нормально :акаленная сталь: аустенит и иключеиия карбидов, х 200. 6. Закаленная и оти ун1еииая па 600-боО-: мелкие выделения карбидов в основной массе троости]а, х200. 7. Небольшой nepeipcB при натреве для :чакалки: у1;еличение размеров полиэдров; в стыках их начало образования ледебурикт, хйоо. <S. Полньи! перегрев; увеличение размеров полиэдров; в стыках - ясно обозначен1П>1е образования ледебурита, л500. Т. э. получения состояния большей мягкости для возмояности дальнейшей обработки на станках. При отжиге происходит выделение вторичных карбидов в виде мелких, весьма раздробленных включений из основной массы, к-рая доходит до эвтектоидного состава и принимает сорбитное строение. В таком состоянии (после отжига) Б. с. имеет твердость по Бринелю 250-300 и может без затруднения обрабатываться снятием стружки. Б. с. поступает к потребителям в отожженном состоянии; инструмент обыкновенно готовится потребителем на режуших станках (без нагревов) и подвергается закалке. При нагревании для закалки образуется твердый раствор, аустенит, сначала эвтектоидного состава, который постепенно, при выдерживании и повышении t° растворяет сначала вторичные карбиды, а при конечной закалочной ° в 1 300°-отчасти и первичные карбиды. Соответственно этому при закалке строение Б. с. будет в виде полиэдров аустенита, в стыках между которыми и в массе коих включены карбиды. Чем более продолжительное время выдерживается Б. с. при высоких t° и чем выше t° иагрева, тем резче выделяются полиэдры и тем они крупнее (в связи с укрупнением полиэдров качество металла понижается). С другой стороны, при удлинении времени нагрева и увеличении t° (нагрева и закалки) количество свободных карбидов (вследствие растворения) уменьшается, и режущая способность и красностойкость стали повышаются. Структура закаленной стали имеет вид полиэдров меньших или больших размеров с включениями карбидов (фиг. 5). Отпуск Б. с. вызывает распадение аустенита и постепенное выделение карбидов; аустенит переходит в состояние мартенсита и даже троостита, но сталь сохраняет в значительной степени работоспособность; границы полиэдров теряют определенность, но очень мелкие выделения карбидов увеличиваются (фиг. 6). Неправильный нагрев, т. е. слишком продолжительный при высших темп-рах в интервале 1 ООО-1 300°, может повести к образованию (восстановлению) ледебурит-ных участков из разбитых ковкой карбидов и дагке к началу плавления образовавшегося ледебурита (фиг. 7 и 8), В таком состоянии, если оно достигло довольно большой степени развития, Б. с. теряет свои качества (как говорят, сталь переяокена ), к-рые м. б. восстановлены перековкой, если она возможна по размерам и форме; небольшая начальная степень образования ледебурита от нагрева стали может и не понизить рабочих качеств инструмента (фиг. 7). Правила закалки Б. с: 1) нагрев для закалки-а) медленный и равномерный подогрев в свинцовой или соляной ванне до 800-820°; б) для окончательного нагрева инструмент переносят во вторую печь, муфельную или пламенную, t° к-рой поддерживается при 1 250-1 320° (в зависимости от типа закаливаемого инструмента); но достижении необходимой t° инструмент закаливают; 2) закалка в масле t° 70-80° или струей воздуха; 3) нагрев для отпуска до 540-630° (равномерно в течение 5-30 минут в зависимости от размеров, очертания и назначения инструмента); 4) охлаждение после отпуска на воздухе или в масле. Началом применения специальных сталей для работы с увеличенной скоростью надо считать 1856 г., когда стала известна (взят патент) сталь Мошета (Mushet), состав которой был: С-2,0%; Si-1,5%; Мп-2,57%,; Сг-1,15%; W-6,62%. В 1900 году Тейлор и Уайт начали исследование работы резания и в 1906 г. предложили след. состав Б. с: С-0,65%; Сг-5,5%; W-19%. Лит.: Бабошин А. Л., Металлография и термическая обработка железа, стали и чугуна, ч. III, П., 1918; его же, Термическ. обработка обыкновенных и спец. сортов стали, М., 1926; Нессельштраус Г. 3., Быстрорежущая сталь. Л., 1924; Евангулов М. Г., Сплавы, Ленинград, 1924; Дени К., Исследование главных свойств инструмент, сталей, пер. с франц., М., 1926; Р а п а т ц Ф., Спец. стали, пер. с немецкого, Харьков, 1927; Mars G., Die Spezial-stJiiile, Stuttgart, 1922; Sauveur A., Tlie Metallo-grapliy and Heat Treatment of Iron and Steel, N. Y., 1926; Hoyt S., Metallography, part II, N. Y., 1921; Guillet L. et Portevin A., Precis de me-tallographie microscopique et de macrographie, Paris, 1924; в г e ar 1 e y-Schafer. Die Einsatzhartung von Eisen u. Stable, В., 1926. Д. Кутырин. БЫСТРОХОДНЫЕ ПАРОВЫЕ МАШИНЫ, в большинстве случаев вертикальные поршневые паровые машины с числом оборотов от 200 до 600, средняя скорость поршня не выше 7,5 м/ск. Такие машины обычно применяются для электрич. генераторов. Расположены кривошипы у быстроходных компаунд-машин обычно под углом 180°. Встречаются Б. п. м. и с клапанным распределением (до 250 об/м.), но чаще с круглыми золотниками; снабжены они плоскими регуляторами. Чтобы инерционные силы не превысили давления сжатия, необходимо сжатие делать достаточно высоким или применять специальные воздушные буфера (машины Вилланса). При проектировании машин необходимо но возможности уравновесить противовесом вращающиеся массы и частично возвратно-поступательно двигающиеся массы. При многоцилиндровых Б. п. м. с длинным валом необходимо рассчитать вал на резонанс. О быстроходных двигателях см. Двигатели быстроходные. БЫЧЬЕ САЛО, говялье сало, жир, получаемый из различных частей тела крупного рогатого скота - быков, волов, коров и телят. Количество сала в ншровых тканях животного колеблется в зависимости от части тела, от степени упитанности, от породы, пола и возраста. Наиболее богато жиром (после костного мозга, о к-ром см. Костяное масло) почечное сало (94,15% жира), меньше всего содержится жира в грудной ткани (64,27%). В среднем жировая ткань упитанной коровы содержит 93,74% жира, тощей-88,68%, те.тенка -73,86%. Прежде считали, что Б. с. состоит из смеси три стеарина, трипальмитина и триолеина. Однако новейшие исследования показали, что в нем заключаются рмешанные глицериды: дистеа-ропальмитин, дипальмитостеарин, дипальми-тоолеин и стеаропальмитоолеин; кроме того, имеется и глицерид льняной кислоты. Соотношения между указанными глицеридами обусловливают свойства сала. У быков более твердое сало, чем у коров, и содержит больше стеарина; при питании масличными лшыхами получается более мягкое сало, более богатое олеиновой и льняной кислотами. На рынке Б. с. известно в виде двух главных сортов: сырца, т. е. жира вместе с жировой тканью, и топленого сала, т. е. жира, полученного путем сухого или мокрого салотопления (см. Салотопенное производство). В свою очередь эти сорта делятся по месту добычи из тела животного: околопочечное, околосердечное, легочное, шейное и спинное сало. Смотря по свежести, Б. с. бьгеает белого, желтого и бурого цвета. Свежее Б. с. имеет приятный запах и почти безвкусно; свободных к-т в нем ие более 0,5%. При небрежном хранении под влиянием энзимы липазы (см. Жиры и Масла) количество кислот увеличивается, доходя до 25% и более,-сало приобретает тогда про-горьклый запах и вкус. Константы Б. с: уд. вес при 15° 0,925- 0,952, t°nA. 40-50°, t°3acm. ( титр ) 27-38°, число омыления 190,6-200, йодное число 32,7-56,7, число Генера 94,7-96,1, коэффициент преломления при 40° 1,4551. Указан, константы варьируют в зависимости от сорта сала, возраста, пола, пищи. Почечное сало обладает наибольшей t°rui. (49,6°), сало мошонки- наименьшей (42,5°). Коэфф. омыления в почечном сале наименьший (193,0), в мошоночн.-наибольший (198,3-Л. Майер). По Раффо и Форести, коэффициент омыления сала пятилетнего быка 196,57, а сала теленка 198,30; йодное число брюшного сала 43,20, а сала мошонки 48,27. Константы жирных кислот бычьего сала: t°rui 43 - 47°, t°aacm. 34,5 - 46,6°, иодное число 25,9-57,0. Мировое производство Б. с. определяется в 350 ООО т. До империалистской войны на долю России приходилось 185 ООО т, т. е. ок. 53,0%. До начала настоящего века Б. с. играло очень важную роль в технике мыловарения и смазочных масел; в настоящее время оно идет почти исключительно для пищевых целей; мыловаренные з-ды 3. Европы и СССЗР пользуются лишь случайными закупками на рынке Б. с, непригодного в пищу вследствие начавшегося разложения; для смазки теперь идут тянелые нефтяные масла, которые почти вытеснили бычье сало, равно как и другие виды сала. Лит.: см. Салотопенное производство. Л. Лялин. БЭЙЕРЛИТ (Byerlite, Byerlite Pitch), искусственные асфальты, получаемые способом Мебери и Бэйерлея (1896 год), а в особенности наиболее твердые и наиболее трудноплавкие из них. Процесс состоит в продувании в течение 4-5 дней воздуха через тяжелые остатки огайской нефти, сперва при 230°, под конец при 340°. Смотря по продолжительности продувания, получается один из четырех продуктов: Физ. и хим. характеристики Окисление идет вначале по схеме RH-f--bHR -t- О -> HgO-f RR, a под конец по схеме, указанной Гефером: > СН СН < + О -> HgO + >С: С<, и т. о. ведет к обогащению двойньпли связями; кроме того, процесс сопровождается уплотнением молекул. Прибавление 5% серы позволяет сократить продолжительность дутья в 6 раз (Брукс и Гем-фрей). Отличие искусственных асфальтов от природных - в большем содержании нефтяных масел (даже при твердости и большой хрупкости - до 48%), а также в более прочной связанности их серы, не отделяющейся и при нагревании. Сравнительные данные о природных и искусственных асфальтах помещены в статье асфальт нефтяной (см.). Иногда искусственные асфальты содержат до 3,4% кислот, но не свободных, например в виде лактонов. Для приготовления искусственного асфальта наиболее пригодна тяжелая нефть, богатая смолистыми и асфальтовыми веществами. Согласно французскому патенту № 349 214, в виду экзотермичности процесса окисления при продувании, t°, поднятая до 200°, далее сама собой поддерживается на требуемой высоте, и подогрева извне не требуется; в остатках получается асфальт, а в погонах - смазочные масла. В Америке и в других странах получаются огромные количества искусственного асфальта (см. Асфальт нефтяной), аналогичного, но не тождественного продувному. Предложены также и другие способы производства так наз. искусственного асфальта, но получаемые продукты не имеют ничего общего с асфальтом естественным. Так, по герм, патенту № 143 147, суррогат асфальта изготовляется сплавлением 11 ч. каменноугольного гудрона, 1 ч. серы, 11 ч. гашеной извести и песка по надобности. Бэйерлит в собственном смысле размягчается при 260°, но иногда на рынке бэйерлитом называют искусствен, асфальт с более низк. Ь°пл., 93-176°, применяемый для мостовых. Б. растворяется полностью в сероуглероде и лишь на 62,4% в лигроине. По свойствам Б. похож на природный битум гильсонит. Пробойная электрическая крепость Б. считается около 1,18 kYjMM, или 0,85 kV/juJW, при толщине около 1,5 мм. О распознавании и анализе Б. см, в нижеследующей литературе. Лит.: Гурвич Л. Г., Научные основы обработки нефти, М. - Л., 1925; Марку ссон И., Асфальт, М.-Л., 1926; МаЬегу and В eyerie у, Ат. Soc. , 1896, р. 141; Brooks а. Humphrey, 1. Eng. Ch. , 1917, p. 764; Abraham H., Asphalts a. Allied Substances, N. Y., 1920; Cross R., Handbook of Petroleum, Asphalt and Natural Gas, Kansas, 1919; Fischer Em. J., Kiinstliclie Peche und Asphalte, Kunststoffe , Munchen, 1911, Band 1, p. 421-23, 447-52, 471-74; Fischer Em. J., Tech-nische Asphalt- u. Pechpruparate, Kunststoffe , 1920, B. 10, p. 30-32, 39-43. П. Флоренский. продуктов окисления нефти.
|
||||||||||||||||||||||||||