
|
|
|
|
Литература --> Бумажный брак в производстве буквопечатающие аппараты Крида. Эксплоатации аппаратов Крида в радиосвязи выявила следующие их преимущества перед другими буквопечатающими аппаратами: 1) возможность контроля приема ондулятором, включенным параллельно ресиверу Крида; при контроле ондулятором возмонг-но правильное чтение сигналов при их искажении до 40%; 2) отсутствие необходимости в точном синхронизме; при скорости в 100 слов ресивер Крида допускает для приема без искажения разницу в скоростях до 30% между трансмиттером и ресивером; 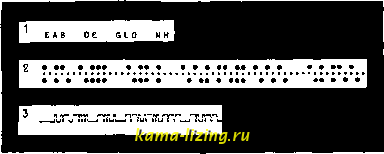 Фиг. 24. 3) легкость установления синхронизма ресивера путем изменения скорости мотора, благодаря наличию наглядных признаков установления синхронизма при приеме сигналов; 4) возмолшость быстрого перехода с автоматического радиоприема на слуховой в виду того, что ресивер Крида работает от сигналов, передаваемых кодом Морзе. На фиг. 24 показаны ленты записи близ Москвы со скоростью 100 слов радиостанции Онгер ( GLO ), близ Лондона, па аппарате Крида: 1-отпечатанная депеша; ,3-перфорированная лента, принятая на ресивер; 3-контрольная лента приема на ондулятор. На фиг. 25 показан прием близ Москвы 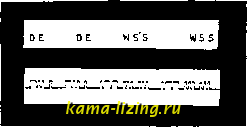 Фиг. 25. американской радиостанции WSS .TCoBep-шенио новые перспективы перед Б. р. и р. открывает метод передачи депеш фотографическим способом. В настоящее время Б. р. и р. получили очень широкое распространение: почти все радиолинии Запад. Европы и Америки работают быстродействующими аппаратами. У нас коммерческ. быстродействующая радиосвязь налажена Наркомпочтелем на линиях: Москва-Берлин, Москва-Вена, Детское Село-Лондон, Москва-Харьков, Москва- Тифлис. В ближайшее время предполагает- ся все вновь строящиеся Государственным электротехническим трестом заводов слабого тока для Наркомпочтеля радиостанции оборудовать аппаратами Б. р. и р. Лит.: Куксенко П. Н., Быстродействующие буквопечатающие аппараты Крида и их использование в радиотелеграфе, Москва, 1928; его же. Об автоматическом радиоприеме с большими скоростями, ТиТбП , Н.-Новг., 1925, 32 и 33; его же, О новой системе пишущего радиоприема, там же, 1925, 28; Ш о р и н А. Ф., Сравнительн. экономический расчет различных систем радиостанций, там же, 1922, И, 15, 16 и 17; его ж е, Работа по радио быстродейств. и буквопечат. аппаратами, там же, 1922, 13; Минц A. Л. и Оганов Н. И., Передача быстродейств. и буквопечат. аппаратами по радио, там же, 1926, 39; N е S р е г Е., Radio-Schnell-telegraphie,Berlin, 1922; Ban-n e i t z F., t)ber Betriebs-Tersuche und Erfahrungen mit drahtloser Schnelltelegraphie, ETZ , В., 1927; D о s n e P., Geneva - London Radio Circuit, Radio Review*, L.,1921, 2; V e г с h H., Schnelltelegra-pbie auf d. Grossstationen, Te-lefunken-Ztg. , Berlin, 1921, 22; W e i n b e r g e r Z., The Recording of High Speedsig-nals in Radiotelegraphy, Proceed of the Inst, of Radio Engineers*, N. Y., 1921, December; S w i n t 0 n C, Wireless Telegraphic, Printing on the Creed Automatic System, <iThe Wireless World , London, 1920, V. 8; С us i n s A. G., Drahtlose Schnelltelegraphie, Jahrbuch d. drahtlosen Tel.u. Tel. , В., 1922, В. 20; E p p en F., Uber Gleichrichter fiir funktelegr. Schnellempfang, ibid., 1922, B. 20, p. 173; Arco G., Moderner Schnellempfang u. Schnell-senden, ibid., 1922, B. 19, p. 338; BanneitzF., Der Radio-Schnellverkelu- Berlin-Budapest, ibid., 1923, B. 21,p. 272. П. H. Куксенко. БЫСТРОРЕЖУЩАЯ СТАЛЬ, хромоволь-фрамовая из группы специальных сталей (характерно для химическ. состава одновременное присутствие Сг и W); в настоящее время вводится V, и в некоторых марках, кроме того, или Со, или Мо, или Со-ЬМо, или U. Б. с. применяется почти исключительно для изготовления металлоренущих инструментов-резцов, сверл, фрез. Б. с. часто называют самокальной, хотя иногда этим термином называется сталь с пониженным содернсанием Сг и W. Основное характерное свойство Б, с.-сохранять ренущую способность при нагревах до 600-650°, а потому инструмент из Б, с, может работать при больших скоростях резания, при б ы-стром резании, нагреваясь при этом до 600-650°, Основные качества ренущ. инструмента- твердость и режущая способность-свойственны стали в закаленном состоянии. Для этого металл нагревом до соответствующей критической темп-ры переводят в состояние твердого раствора и быстро охлаждают (закаливают), получая его в состоянии переохлажденного твердого раствора, или в т, и. закаленном состоянии; затем делают отпуск, т. е. нагревают вторично, вследствие чего происходит в некоторой степени распадение твердого раствора, при чем твердость металла повышается (вторичная твердость), натяжения и напряжения, образовавшиеся при закалке, уменьшаются, а реж:ущая способность, работоспособность и прочность инструмента увеличиваются. Слишком высок, нагрев для отпуска влечет понижение или дале потерю режущей способности. При работе резания инструмент нагревается от трения тем больше, чем больше скорость резания, и слишком большой нагрев (до температуры выше t° нормального отпуска) повлечет во время работы дальнейший, уже чрезмерный, отпуск и порчу инструмента, Т. о, скорость резания, вообще говоря, ограничивается допустимым нагревом инструмента. Инструменты из углеродистой стали сохраняют твердость и режущую способность при нагреве от трения не выше 300-350°. Б, с. сохраняет твердость и режущую способность при нагреве до 600- 650°. Отсюда следует, что работа инструментом из Б. с. по сравнению с таковым из углеродистой стали возможна при скоростях резания гораздо ббльших. Основные элементы, определяющие особенности Б, с,-С, Сг и W; современные Б, с, основного типа-хромовольфрамовые- имеют химический состав: 0,6-0,7% С; 3,0-4,5% Сг; 11-20% W. По содержанию W они м. б, разделены на четыре марки: с малым содержанием W-(ll-14%), средним (14-16%), большим (16-18%) и высшим (18-20%), В настоящее время непременно вводится 0,25-0,5% V. Указанный состав надо считать наиболее принятым, но нек-рые з-ды, изготовляющие Б. с, несколько изменяют состав. Так, содержание С понижают до 0,55-0,65% или, наоборот, повышают до 0,8%; содержание Сг некоторые герм, з-ды повышают до 5%; весьма многие з-ды вводят V до 0,6-1,0% (введением до 0,5% V достигается общее улучшение качества металла; при содержании больше 0,5% V образуется карбид V4C3, влияющий непосредственно на режущую способность стали). Нек-рые заводы считают достаточным иметь только два сорта: с 14% W и с 18% W; эти два состава наиболее типичны и имеют каждый свою область применения. Первый состав характеризуется пониженной скоростью резания, но обладает большею степенью вязкости; из стали этого состава изготовляются режущие инструменты с тонкими конструктивными деталями (например сверла, развертки). Второй состав, с 18% W, допускает ббльшую скорость резания, но, обладая меньшей вязкостью, позволяет изготовлять режущие инструменты лишь более прочных конструкций (напр. резцы для тяжелых обдирочных работ). Экономический расчет показывает, что в случаях, где работа ведется с пониженной скоростью (например на сравнительно несложных станках), необходимо применять сталь с пониженным содержанием W. Кроме указанного основного типа хромовольфрамовой Б. с, в настоящее время применяется сталь, содержащая увеличенное количество С и V. Увеличением содержания С до 0,7-0,8% и V до 1,2% получают Б. с. для резания более твердых металлов при скорости меньше нормальной. Введение в Б. с. Со вполне установилось; резцы из Б, с, содержащей Со, Сг и W, работают при ббльших скоростях и снимают большее количество стружки, чем в равных условиях работы Б. с, содержащая Сг и W. Американская Б, с. имеет следующий состав: 0,60-0,70% С; 3,0-4,5% Сг; 13- 20% W; 2,0-4,5% Со, 1,0-1,6% V. Ан- глийская сталь имеет: 5,0% Со, 18% W. Bohler Rapid-Stahle Extra 214 содержат: 0,6-0,7% С, 4,0% Сг, 19,5% W, 2,0-2,5% Со, 1,5% V. Большое колебание в содержании Со указывает на не вполне установившийся тип Б. с. с содержанием Со, Сг и W. Б. с, содержащая Мо, производится сравнительно в небольшом количестве; состав: 0,6-0,7% С, 3,5-4% Сг, 16-18% W, 0,5- 2,0% Мо, 1,2-2,0% V. Чаще заводы инструментальной стали дают сталь состава: 0,6-0,7% С, 3,5-4,0% Сг, 16-18% W, 5,0% Со, 0,7-1,0% Мо, 0,6-1,2% V. Ам. П. указывает следующий состав: 0,75- 1,2% С, 2,5-5,0% Сг, 15-19% W, до 3,0% Со, 1,0-5,0% V. Есть марка Б. с, содержащая 0,25% и, но эта сталь мало известна. Как всякая сталь, Б. с. имеет, по условиям ее выплавки, до 0,25% Si и до 0,25% Мп; вредных примесей не должно быть более 0,02-0,03% Р и 0,02-0,03 % S. Относительные качества различной стали характеризуются достигаемой скоростью резания. При резании на токарных станках стали с сопротивлением на разрыв в 70 кг/мм скорость резания углерод, стали с 1,2% С равна 7 mjmuh, для Б, с, скорость резания, в зависимости от состава, приведена в следующей таблице (по Гадфильду):
Б. с, в расплавленном состоянии есть однородный раствор С, Сг и W в железе. При отвердевании выделяется твердый раствор сложного состава - а у с т е н и т; отвердевание оканчивается при t° около 1 340° образованием нек-рого количества эвтектики (ледебурита), в состав к-рой входят аустенит и сложные карбиды; эта эвтектика на шлифе представляется в виде отдельных островков или тонкой сетки (фиг. 2*) в основной массе аустенита, занимающих около 10% общей площади. Т. о, после отвердевания Б. с, подобна белому чугуну системы Fe-C при общем содержании С 1,7-4,3%, при чем в Б. с, вместо цементита FegC имеются сложные карбиды. Тотчас после окончания отвердевания Б. с, представляет собою неоднородную доэвтектическую систему двух компонентов. Системы сплавов Ре + С+ж указанного характера, т. е. состоящие из предельного аустенита и эвтектики, по предложению Рапатца, называются ледебуритны-ми сталями. При дальнейшем охлаждении происходит выделение карбидов из аустенита первичного выделения и из аустенита эвтектики; карбиды первичного аустенита мелки, карбиды из аустенита эвтектики значительно крупнее и рассеяны неравномерно. По мере выделения карбидов ♦ Иллюстрации для данной статьи даны на отдельном вкладном листе. аустенит доходит до эвтектоидного состава, и при некоторой температуре происходит образование эвтектоида, аналогичного перлиту системы Fe-C. Положение эвтектоидн. темп-ры - и характер прохождения всего процесса нагревания-охлаждения Б. с. может значительно меняться в зависимости от t° нагрева и от скорости нагревания-охлаждепия. При немедленном охлаждении от 920° Б. с. имеет эвтектоидную темп-ру -г =764°, т. е. ту же, как и система Fe-C; при замедленном охлаждении от t° несколько выше 1 000° или более быстром охлаждении от ббльшей t°, температура эвтектоидного превращения понижается приблизительно до 400°; при быстром нагреве эвтектоид. темп-ра поднимается до 850°, вместо максимума в 820° системы Fe-C. Строение нормальной, медленно отожженой Б. с. (или достаточно медленно охлажденной из расплавленного состояния) представляется в виде общей массы сорбита, феррит которого содержит Сг и W и в которой выделены карбиды FcgC, СГ4С, WC, вольфрамид FcaW, а в случае наличия V карбид V4C3 или двойные карбиды. При нагревании Б. с. сначала образуется эвтектоидный раствор; дальнейшее растворение надэвтектоидных карбидов и воль-фрамида происходит очень медленно и при высоких t°, оканчивается же при t°, близкой к t°rui., кроме растворения, при изменении t° нагрева происходят изменения в карбидах и в количестве вольфрамида. Б. с, закаленная при высоких t° в интервале от Acj до t°Tui., будет тем ближе к состоянию твердого раствора (переохлажденному), чем выше темп-ра закалки. Если Б. с. закалить при °, близкой к эвтектоидной, то основная масса ее будет в состоянии мартенсита, свойства которого в отношении легкого распадения при небольших нагревах близки к свойствам мартенсита системы Fe-C. Закаленная Б. с. в этом случае легко переходит в незакаленное состояние и оказывается близкой по свойствам к углеродистой. Наоборот, при высокой t° нагрева значительная или ббльшая часть карбидов и вольфрамида переходят в твердый раствор и делают его весьма устойчивым и трудно распадающимся; поэтому уже при охлаждении на воздухе Б. с. остается в состоянии твердого переохлажденного раствора-аустенита, т. е. закаливается (отсюда термин самокалка ) полностью или в большой степени и имеет структуру аустенита или мартенсита. Твердый раствор аустенита, образовавшийся при высоких темп-рах, распадается только при очень медленном охлаждении, закаленный же устойчив при нагревах в интервале 600-650°. При нагреве до 550-600° аустенит переходит в мартенсит и частично в тро-остит; строение мартенсита-в виде очень мелких игол; твердость по Бринелю сравнительно с твердостью до отпуска возрастает (явление вторичн. твердости), доходя до 700. Б. с, закаленная и отпущенная, имеет большое сопротивление износу; мартенсит ее менее хрупок, чем мартенсит углеродистой стали. Мартенсит Б. с. устойчив при длительной t° 550-600°, и именно длительная устойчивость мартенсита - харак- тернейшая особенность Б. с. Твердость и режущая способность резца из Б. с, отпущенной до вторичной твердости, сохраняется в значительной степени при нагревании резца во время резания до 650°; эта особенность носит название красностойкости . Указанные особенности Б. с.- закаливаемость, твердость, длительная устойчивость мартенсита, красностойкость, вторичная твердость- являются следствием вхождения в состав рассматриваемого сплава элементов С, Сг и W, между которыми практикой выработаны некоторые соотношения, что видно из вышеприведенных составов. Исследования показали, что из упомянутых выше основных элементов С обусловливает закаливаемость и твердость, Сг; также повышая твердость, увеличивает инертность твердого раствора и способность закаливаться, следствием чего получается свойство закаливаемости на воздухе (самозакаливаемость) и вторичная твердость; W, как и Сг, увеличивает инертность твердого раствора; двойные карбиды Сг и W обусловливают устойчивость при отпусках, твердость и устойчивость при высоких t° (до 600°). Технологич. процесс производства и обработки Б. с. имеет свои особенности и большие трудности; производство это является весьма специальным и требующим знаний, искусства и навыков. Один химич. состав совершенно не гарантирует качеств продукта. В настоящее время установлены некоторые положения, к-рые надо считать обязательными. Выплавка Б. с. как продукта большой ценности, вследствие дорого стоящих составных частей W и V, производится из чистых материалов и процессом, хотя и дорогим, но дающим большую гарантию качества,-в электропечах и тиглях (тигельная сталь лучше электростали). Слитки отливают небольшого веса и отковывают в штанги, прутки, полосы или поковки по заданному чертежу. Теплопроводность Б. с. мала, и процессы нагревов и охлаждений должны проводиться медленно и постепенно; при несоблюдении этого получается брак (трещины). Строение литой Б. с. представляется в виде крупных полиэдров (зерен) основной массы, разделенных тонкой сеткой ледебурита (иногда незамкнутой; см фиг. 1 и 2), и крупных включений карбидов в основной массе, неправильной формы и неравномерно размещенных; в таком состоянии быстрорежущ. сталь не имеет нужных качеств (фиг. 1). Ковка изменяет структуру стали в высокой степени, превращая ее в мелкозернистую с мелкими равномерно распределенными включениями карбидов (фиг. 3 и 4); общая масса карбидных образований при ковке в условиях нагрева ~ 1 000° остается неизменной, и действие ковки ограничивается только размельчением и перемещением их. Кроме изменения внешней формы (т. е. получения в виде штанги или поковки в форме инструмента), задачей ковки является получение достаточно мелкой и равномерной структуры металла, что обусловливает нужные качества инструмента. После ковки делается отжиг при 850-950° для уничтожения всех ковочных натяжений и напряжений и для
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||