
|
|
|
|
Литература --> Бумажный брак в производстве резания, но и от трения в люнете и центрах, если они туго закреплены; поэтому винт следует нарезать предварительно вчерне, применяя обильное охлаждение; к окончательной же нарезке и отделке надо приступать лишь после того, как В. приобретет температуру помещения, соответствующую t°, при к-рой нарезался ходовой В. станка. Для получения чистой и гладкой резьбы необходимо применять смазывающие средства; только для чугунных, бронзовых н латунных В. нарезка может производиться без смазки. В качестве смазки применяется мыльная вода, но для стали (в особенности вязкой) лучше употреблять растительные или животные масла, а также смеси этих масел с керосрпюм или скипидаром. В особенно тяжелых случаях применяют рыбий леир или ворвань. Следует помнить, что применение смазывающ. средств сохраняет также и резец, что очень ваншо именно при изготоБ.тении резьбы, так как всякая лишняя заточка резца грозит искалсением его формы. Для нарезки скрепляющих В. {болтов и шпилек), Д.ЛЯ которых особая точность не имеет значения, широко применяют всякого рода плашки и головки (см. Клупп). При массовом производстве болтов применяется способ накатки особыми плитками (см. Болт). Трапецевидная и остроугольная, но отнюдь не прямоугольная, резьба может получаться и путем фрезирования на специальных станках, очень похожих по конструкции на обычные токарно-винторезные станки, но только у них резец заменен вращающимся профильным фрезером. В этих фрезерах зубцы располагаются так, что зубу на одной боковой поверхности соответствует впадина иа другой; благодаря такому устройству фрезер режет легче и CHOKOiinee. Чтобы иметь возмоленость измерять профиль зуба, оставляют в одном месте полный зуб. Ось фрезера д. б. наклонена под углом подъема резьбы к оси изделия. Преимущество нарезки резьбы фрезером заключается в большой ее производительности, т. к. резьба получается с одного или, в крайнем случае, С двух проходов. Однако фрезерованная резьба никогда не получается точной, далее если ее выполнять фрезерами с исправленным профилем. Для достижения точности резьбу после фрезирования проходят начисто резцом, передняя грань которого распололеена параллельно оси изделия ; сам резец должен иметь теоретически верный профиль. Для фрезирования резьбы одного и того же шага на винтах различных диаметров на практике применяют один и тот же фрезер, что неправильно, но допускается ради экономии инструмента так как проистекающая отсюда ошибка не имеет .значения. Вопрос об измерении резьбы каким-либо универсальным и в то же время достаточно надежным инструментом является очень сложным и до сего времени удовлетворительно не разрешен; при проверке резьбы приходится применять отдельные инструменты для каждого размера. Основными размерами винта являются шаг, средний диам. (диам. на сторонах) и угол профи.ля нарезки. Угол нарезки проверяется шаблоном, а в  Фиг. 8. последнее время, в случаях точной резьбы, специальными микроскопами или проекционным снособом. Для проверки среднего, диам. лучше всего применять специальный микрометр (фиг. 8). Измерительные упоры его представляют острия и подушки с двойным профилем нарезки. Подушки и острия меняются при измерении различных размеров и систем резьбы. При соприкосновении острия и подушки показание микрометра д, б. равно нулю. При измерении В. мера, показываемая микрометром, равняется среднему диаметру и д. б. равна соответствующей величине, имеющейся в таблицах для данной нарезки. Измерение среднего диам. дает точную величину лишь нри условии, что размеры наружного и внутреннего диам. не дают значительных отклонений от норма.льных размеров. Удобен способ применения обыкновенного микрометра и специальных мерите.льных шпилек, диам. которых соответствует диам. круга, вписанного в отверстие резьбы. Часть цилиндра шпильки срезается до глубины, соответствующей высоте вершины нарезки, взятой из таблиц данной резьбы. Наруленый диаметр промеряется микрометром, после чего всовывают шпильку мелоду упором его и боковыми сторонами канавхш резьбы. Если В. имеет надлежащий наружный диаметр, а шпилька в канавку не входит, то профиль резьбы меньше, чем следует; если шпилька входит .легко, то профи.ль слишком свободен; т. о. при этом способе одновременно проверяется наружный диаметр и толщина нарезки у среднего диаметра. Шаг нарезки, в ответственных случаях измеряется особым инструментом, изготовляемым по типу раздвижного штанген-цирку.ля. На концах движков укреплены сменные ролики, соответствующие шагу нарезки. Измеренный шаг читается на шкале прибора. При менее точной резьбе широко применяются шаблоны-резьбомеры, слулеащие для установления величи1П>г шага в мм или числа ниток иа дюйм. Для проверки резьбы употребляются также винтовые калибры (см.). Лит.: В е р л о в М., Детали машин, вып. 1, Л., 1921; ИогансонА., Выполнение ре,зьГ1ы па то-карно-винторе.зиом станке, М., 1925; Mill let О., Gewindeschneiden, Berlin, 1922; Kurrein М., Messtechnilc, 2 Aufl., В., 1923. A. Буриов. Стандартизация В, Секция по нормированию резьб нри Бюро стандартизации ГУ МП установила для В. диам. 1-10 мм следующие основы стандартов. Типы г о .л о в о к. Секцией утверждены пять типов головок (фиг. 9), при чем для Фиг. 9. штампованных накатанных В. с потайной головкой фаска не делается, так как ее выполнение требовало бы непроизводительной затраты инструмента и времени. ДиаметрD головки (фиг. 10) установлен в зависимости от диаметра винта. Зависимость диаметра головок от диаметра винта. Тип головки Для в. диам. от 1 до 6 мм включ. Для в. диам. свыше 6 мм
Стандарты диаметров для по.лупотайнои it шестигранной головок еще не закончены проработкой. УРг-I --1 Фиг. 10. На диаметрах В 8,5 мм вшпощгтслыю проведены округления до 0,5 мм, а далее- до 1 мм. Высота головок. Для потайных головок высота h установлена в0,5с1 при угле =90°; для полукруглых головок винта, диаметром в 1 - 2,5 мм, liUl 0,51); при диаметре В. от 2,6 до 10 мм., Л0,75 d. Для цилиндрич. головок As 0,75f/!. Сферическ. подголовок для -В. с полупотай-иыми.головками образуется радиусом 2d. Ширина прорезей (шлицов) для всех типов головок установлена в пределах от 0,2 d до 0,25 d. Глубина прорезей: для потайных и цилиндрических головок = 0,5/*; д-ия полукруглых головок t=Q,%h, для полупотайных головок =0,5(/i+m). Очертание полукруглой головки-сфера, очерченная одним радиусом. Длины В. даны с постепепно возрастающими интервалами, равными 0,5; 1; 2; 3; 4 и 5 мм. Длина нарезанной части для В. точеных: I =od, при диам. В. до 5 мм, и I =2,5. d, при диаметре 5л1лг и выше. Для штампованных накатанных винтов всех диаметров длиною 30 мм и меньше нарезка накатывается по всей длине; В. длиннее 30 мм. накатываются на 30 мм. Лит.: Общесоюзные стандарты, OCT, 188-192, 214-219, март 1928, срок введеотга-1 марта 1928. ВИНТ (в т е о р е т и ч е с К о й меха н и-к е). Для кансдой системы приложенных векторов имеется нек-рая прямая, назьшаемая главной осью системы, которая обладает тем свойством, что Д.ЛЯ любой ее точки (полюса) главный вектор и главный момент системы направлены по этой же прямой, при чем совершенно безразлично, какую механическую величину система представляет. Такая совокупность двух векторов, лел-сащих на одной оси, эквивалентная целой, системе прилолсенных векторов, называется в и и том, при чем главный вектор Л называется а м п л и т у-доТО винта, а частное от деления длины вектора главного моментана длину вектора А называется параметром р винта,  р = -и /м = р-А. Винт вполне определяется шестью величинами, а именно: четырьмя величинами, определяющими положение главной оси в пространстве, параметром и амплитудою. Можно определить В. также посредством радиуса-вектора Гд, определяющего псложение полюса О на оси по отношению к нек-рой системе отсчета, вектора-амплитуды А и параметра р, что равносильно наличию семи величии, вследствие чего одной из составляющих вектора молшт быть придано произвольное значение. Момент Ж винта относительно какой-либо точки С, положение которой определяется радиусом-вектором г. равняется М:=рА + [{г - г)А]. (1) В качестве сисхемы при.лолл;еииых векторов можно взять систему сил, при.ложеппьгх к твердому телу, при чем, как ршвестпо, ее можно привести к такой равнодействующей силе -В и к такой равнодействующей паре, чтобы направление момента М последней совпало с направлепием JB. Т. о. совокупность 22 и JT,эквивалентная данной системе, представляет собой В. с параметрол! р= и амплитудою 22 или динаму системы сил. Точно так же скорость движения точки твердого тола состоит из соответствующих данному моменту мгновенной угловой скорости вращения ш около пек-рой оси (мгновенная ось вращения) и поступательной скорости ив]хояъ этой же оси, так что сово-хсупность ш и w представляет собой также В. с параметром р = ~ и амп.литудою о, или винтовую скорость двилсения точки. Т. о. видно, что мелоду 22 и <у, с одной стороны, и Ж и t*, с другой, существует полная аналогия. Эти свойства аналогичности меноду кииематичоск. и динамич. векторами были по-ложены в основу выработки общих правил действий над ними, независимо от их механического значения, чем достигается ббльшая общность в выводах раз,личных мелсду собой отделов механики. Так, напр., пользуясь ф-лой (1) имеем: 1) момент дина-мы системы си.л Шо. относительпо точки С: Ма. = М + [(п - г)22] =р2г + [(п - г)22] и 2) момент Же. винтовой скорости движения точки относительно Же. = г -Ь [(Го - г) ш\ = ро) + [(Гс - г)аГ]. См. такнсе Моторное исчисление. Лит.: Жуковский Н. Е., Теоретич. механика, ч. II, М., 1927; Занчевский И., Теория винтов и приложения се к механике, Одесса, 1889: Ball К. S., Theory of Sciews, London, 1876; Ball R. S., Theoretische Mechanik starrer Systeme. Berlin. 1889; Schell W., Theorie der Bewegung und dsr Krafte, 2 Aufl.. Lpz., !880; T 1 m e r d i n g H. E.. Die Theorie d. Krafteplane, Lpz., 19 10; Mises R., Ztschr. fur angewandte Mathematik und Mochanik*, Berlin, 1024, 4. M. Серебренников. ВИНТ ВОЗДУШНЫЙ, см. Воздушный винт. ВИНТ ГРЕБНОЙ, см. Гребной винт. ВИНТ МИКРОМЕТРИЧЕСКИЙ в астроно-мич., геодезич. и других приборах слулсит для измерения малых прямо.линейных отрезков поступательным перемещением связанного с ним указателя. В. м. при шаге нарезки от 0,25 мм дает возможность производить отсчет до 0,001 части его оборота. Если бы сам В. м. и его соединение с указателем были идеальны, то линейное перемещение указателя было бы пропорционально углу поворота В. м. В действительности щаг В. м. не строго одинаков по всей длине винта, а потому отсчитанный угол поворота нуждается в так называемой прогрессивной поправке; неправильности В. м., периодически повторяющиеся от одного оборота к другому, и несоверщенство соединения В. м. с указателем обусловливают периодическую поправку отсчета. Для В.м выпущенных лучшими современными, механиками, эти поправки чрезвычайно малы, тем не менее они подлежат определению и учету, так как при снашивании В. м. нельзя ручаться за их неизменность. Для определения прогрессивной поправки меряют разными частями В. м. нек-рый отрезок, возможно близкий к целому числу оборотов, и сравнивают полученные результаты; для вывода периодических поправок избирают отрезок, близкий к той или другой доле одного оборота. Результаты поправок выражают или графически или в численных таблицах. Лит.: Ztschr. f. Instrumentenkunde , В., 1881, p. 14, 51, 73, 1883, p. 238, 350, 424, 1884, p. 166, 1894, p. 381; ZtschT. f. Vermessungswesen , Stuttgart, 1887, p. 545. C. Казаков. ВИНТОВАЛЬНАЯ ДОСКА, слесарный инструмент, служащий для нарезывания вручную мелких винтов, диаметром от IVa мм до 10-12 мм. В. д. является не чем иным, как набором цельных винторезных плашек различи, размеров, нарезающих резьбу за один проход. В. д. представляет собой стальную планку, в которой высверлено определенное число (от 9 до 20) отверстий, снабженных двумя боковыми вырезами для получения режущей грани и нарезанных метчиком; первые витки резьбы винтовальной доски несколько стачиваются на конус, для того чтобы при нарезке винтов резьба нарезалась постепенно; после этого доска закаливается. Точной нарезки В. д. дать не может, но она удобна для ремонтных работ, т.к. очень компактна и дает возможность нарезать винты от 9 до 20 различных диаметров. Неудобство ее заключается в том, что в случае порчи дыры для одного размера резьбы приходится приобретать новую доску. В виду этого делают В. д. со вставными плашками; плашки изготовляют слегка конической формы и закрепляют в В. д. с помощью шпонки. При этом устройстве испорченные плашки можно сменять; кроме того закалка отдельных плашек легче, чем целой доски, их не так поводит, вследствие чего резьба получается точнее. Т. к. винт должен соответствовать гайке, то вместе с винтовальной доской изготовляют и набор соответствующих метчиков для нарезки гаек к нарезаемым доской винтам. д. Бурквв. ВИНТОВАЯ Л ЕСТН И Ц А, лестница для внутреннего сообщения между помещениями, расположенными в разных этажах, и для сообщения верхних этажей здания с двором. 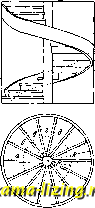 В. л. делаются там, где приходится экономить объем жилого помещения и где ими приходится пользоваться в одиночных случаях, для разгрузки других лестничных клеток. Ширина маршей для В. л. не превышает обычно 0,95 j№. Расчет В. л. делается следующ. образом. Положим, требуется спроектировать В. л. шириной в 0,80 м и высотой в 4,25 м. Сначала нужно определить диаметр винтовой лестницы: он равен двойной ширине В. л. с прибавлением толщины средней колонки. Пусть мы имеем деревянную колонку толщиной в 0,14 ж, тогда диам. В. л. будет равен 2x0,80-1--1-0,14=1,74 м. Из центра лестницы (фиг. 1) описываем окружность ради- Фиг. 1. усом J2=-=0,87 м и вчерчиваем в нее центральную колонку радиусом г= 0,07м.; затем радиусом Bi = ~ + 0,07 = 0,47 м, описываем окружность, которая представляет проекцию линии всхода; длину окружности, равную 2л-0,47 = 2,95, делим на части, равные желаемой ширине ступени по линии всхода, например 0,20 ж, и получаем число проступей: п=. = 14. Из центра окружности через точки а, б,в,г,д проводим прямые, определяюпще вид ступеней. Для того чтобы при всхождении и при спуске с В. л. человек свободно проходил, не задевая головой о внутреннюю сторону ступеней, необходимо, чтобы превышение 15-й ступени над 1-й было равно среднему росту человека (1,95 м) с запасом в 0,18 ж; кроме того надо еще прибавить на толщину ступени 0,09ж, т. е. Я=1,954-0,18+0,09 = =2,22 м. Разделив jffna число ступеней w = = 14,найдем высоту ступени: fe= il - Недостаточная ширина проступи в В. л. обыкновенно регулируется устройством свеса в ступенях (до 0,09 jw). Все число ступеней (подъемов) В. л. определится, если разделить всю высоту лестницы на высоту одной ступени: в данном случае общее число ступеней iV= =27, а число проступей равно N-1 = 26. Так. обр. лестница будет иметь два полных оборота без двух ступеней (проступей). Для удобства всхождения по В. л. обычно увеличивают диаметр средней колонки; тогда ступени получаюттрапе-цоидальную форму, при чем ширина ступени у внутреннего конца становится больше. В. л. часто делают деревянные; по конструкции своей они не тялселы, удобны для ходьбы по ним, не скользки, легко ремонтируются и дешевы. Недостатки таких деревянных В. л. заключаются в том, что они не долговечны и не стойки в отношении огня. Вот почему деревян. В. л. можно строить только в тех местах, где в случае пожара есть возможность, помимо В. л.,
|